夹具专利说明书 终稿.
- 格式:doc
- 大小:1.12 MB
- 文档页数:16
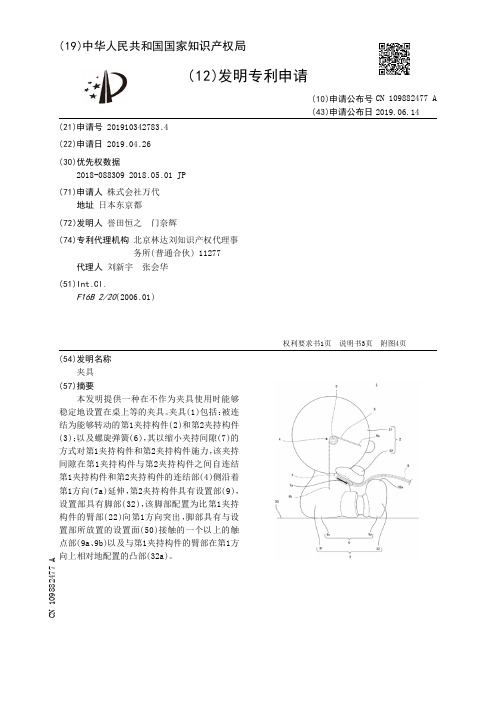
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910342783.4(22)申请日 2019.04.26(30)优先权数据2018-088309 2018.05.01 JP(71)申请人 株式会社万代地址 日本东京都(72)发明人 誉田恒之 门奈辉 (74)专利代理机构 北京林达刘知识产权代理事务所(普通合伙) 11277代理人 刘新宇 张会华(51)Int.Cl.F16B 2/20(2006.01)(54)发明名称夹具(57)摘要本发明提供一种在不作为夹具使用时能够稳定地设置在桌上等的夹具。
夹具(1)包括:被连结为能够转动的第1夹持构件(2)和第2夹持构件(3);以及螺旋弹簧(6),其以缩小夹持间隙(7)的方式对第1夹持构件和第2夹持构件施力,该夹持间隙在第1夹持构件与第2夹持构件之间自连结第1夹持构件和第2夹持构件的连结部(4)侧沿着第1方向(7a)延伸,第2夹持构件具有设置部(9),设置部具有脚部(32),该脚部配置为比第1夹持构件的臂部(22)向第1方向突出,脚部具有与设置部所放置的设置面(50)接触的一个以上的触点部(9a、9b)以及与第1夹持构件的臂部在第1方向上相对地配置的凸部(32a)。
权利要求书1页 说明书3页 附图4页CN 109882477 A 2019.06.14C N 109882477A权 利 要 求 书1/1页CN 109882477 A1.一种夹具,其中,该夹具包括:被连结为能够转动的第1夹持构件和第2夹持构件;以及施力构件,其以缩小夹持间隙的方式对所述第1夹持构件和所述第2夹持构件施力,该夹持间隙在所述第1夹持构件与所述第2夹持构件之间自连结第1夹持构件和第2夹持构件的连结部侧沿着第1方向延伸,所述第2夹持构件具有设置部,所述设置部具有突出部,该突出部配置为比所述第1夹持构件的前端部向所述第1方向突出,所述突出部具有与所述设置部所放置的设置面接触的一个以上的触点部以及与所述第1夹持构件的前端部在所述第1方向上相对地配置的凸部。

工装夹具专利申请书模板:尊敬的国家知识产权局:我司特此提交一项工装夹具的专利申请,该工装夹具在XX领域具有创新性和实用性,旨在解决现有技术中存在的难题,提高生产效率和产品质量。
现将该工装夹具的技术方案及申请理由陈述如下:一、技术领域本发明涉及工装夹具技术领域,尤其是一种用于XX领域的工装夹具。
二、背景技术在现有的生产过程中,针对XX领域的产品加工,通常采用传统的工装夹具进行固定和加工。
然而,现有的工装夹具存在以下不足:1. 加工精度不高,导致产品品质不佳;2. 装夹时间长,降低生产效率;3. 工装夹具结构复杂,不易操作和维护;4. 适应性差,无法满足多种产品规格的加工需求。
三、发明内容本发明的目的在于提供一种具有高加工精度、快速装夹、结构简单且适应性强的工装夹具,以满足XX领域产品的加工需求。
为实现上述目的,本发明采用以下技术方案:1. 一种工装夹具,包括:a) 主体部分,用于支撑和固定加工件;b) 调节装置,用于调整加工件的位置,以实现精确加工;c) 夹紧装置,用于固定加工件,防止其在加工过程中产生位移;d) 连接部分,用于连接主体部分和调节装置、夹紧装置;e) 控制系统,用于控制工装夹具的运作流程。
2. 根据权利要求1所述的工装夹具,其特征在于,主体部分包括:a) 支撑板,用于支撑加工件;b) 导轨,用于引导加工件的运动;c) 支撑柱,用于固定支撑板和导轨。
3. 根据权利要求1或2所述的工装夹具,其特征在于,调节装置包括:a) 电动推杆,用于调整加工件的位置;b) 滑块,连接电动推杆和加工件,实现加工件的线性运动。
4. 根据权利要求1、2或3所述的工装夹具,其特征在于,夹紧装置包括:a) 夹紧板,用于夹紧加工件;b) 气压缸,驱动夹紧板实现夹紧和松开加工件。
5. 根据权利要求1、2、3或4所述的工装夹具,其特征在于,连接部分包括:a) 连接杆,连接主体部分和调节装置、夹紧装置;b) 螺栓,用于固定连接杆。
![夹具[发明专利]](https://img.taocdn.com/s1/m/47ebdc183069a45177232f60ddccda38376be1b9.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201711393466.2(22)申请日 2017.12.19(71)申请人 广东顺德墨赛生物科技有限公司地址 528300 广东省佛山市顺德区北滘镇设计城居委会三乐路北1号设计城二期研究院大楼7楼702室(72)发明人 何霖 李晶 李冬梅 何关金 梁帅 任晓龙 (74)专利代理机构 广州华进联合专利商标代理有限公司 44224代理人 李丹(51)Int.Cl.C12M 1/00(2006.01)(54)发明名称夹具(57)摘要本发明涉及一种夹具,用于固定培养板,培养板上设有培养管。
夹具包括夹具组件和安装基板;夹具组件包括盖板和底座,盖板上开有进样孔,底座上开有安装孔,底座用于安放培养板,安装孔供培养管穿过;盖板与底座磁吸附连接以将培养板夹紧在盖板和底座之间。
安装基板用于固定安装在PCR检测装置上,夹具组件安放在安装基板上,安装基板和夹具组件之间设有定位件。
如此,不需要借助外部工具便能轻松打开盖板或盖上盖板,安装孔与培养管之间的配合以及盖板与底座间的磁吸附连接就能实现培养板与底座之间进行准确定位,夹具组件就能快速而准确安放在安装基板上,从而实现培养板的准确定位,提高工作效率。
权利要求书1页 说明书4页 附图4页CN 107868752 A 2018.04.03C N 107868752A1.一种夹具,用于固定培养板,培养板上设有培养管,其特征在于,所述夹具包括夹具组件和安装基板;所述夹具组件包括盖板和底座,所述盖板上开有进样孔,所述底座上开有安装孔,所述底座用于安放培养板,所述安装孔供培养管穿过;所述盖板与所述底座磁吸附连接以将培养板夹紧在所述盖板和所述底座之间;所述安装基板用于固定安装在PCR检测装置上;所述夹具组件安放在所述安装基板上,所述安装基板和所述夹具组件之间设有定位件。
2.根据权利要求1所述的夹具,其特征在于,所述底座上设有吸合磁铁,所述盖板具有铁磁性。
![夹具[发明专利]](https://img.taocdn.com/s1/m/6936a011abea998fcc22bcd126fff705cd175c4c.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201710104475.9(22)申请日 2017.02.24(71)申请人 深圳市朗能电池有限公司地址 518111 广东省深圳市龙岗区平湖街道辅城坳工业区B13栋(72)发明人 徐胜 (74)专利代理机构 广州华进联合专利商标代理有限公司 44224代理人 刘雯(51)Int.Cl.B23K 37/04(2006.01)B23K 11/36(2006.01)(54)发明名称夹具(57)摘要本发明涉及一种夹具,用于夹装电池保护板。
夹具包括底座、第一支撑件和第二支撑件。
第一支撑件包括第一本体和第一连接部,第一连接部分别与第一本体和底座固定连接,第一本体上开设有第一容置槽;第二支撑件包括第二本体和第二连接部,第二连接部分别与第二本体和底座固定连接,第二本体上开设有第二容置槽,且第二容置槽能够与第一容置槽对齐;第二支撑件能够调整与第一支撑件的距离,以使电池保护板收容于第一容置槽和第二容置槽内。
上述夹具结构简单,适用于各种型号的电池保护板,通用性好,且安装、调试简单。
权利要求书1页 说明书5页 附图2页CN 108500534 A 2018.09.07C N 108500534A1.一种夹具,用于夹装电池保护板,其特征在于,所述夹具包括:底座;第一支撑件,所述第一支撑件包括第一本体和第一连接部,所述第一连接部分别与所述第一本体和所述底座固定连接,所述第一本体上开设有第一容置槽;及第二支撑件,所述第二支撑件包括第二本体和第二连接部,所述第二连接部分别与所述第二本体和所述底座固定连接,所述第二本体上开设有第二容置槽,且所述第二容置槽能够与所述第一容置槽对齐;所述第二支撑件能够调整与所述第一支撑件的距离,以使所述电池保护板收容于所述第一容置槽和所述第二容置槽内。
2.根据权利要求1所述的夹具,其特征在于,所述第一支撑件还包括定位部,所述定位部与所述第一本体固定连接;当所述电池保护板收容于所述第一容置槽和所述第二容置槽内时,所述定位部能够与所述电池保护板上的凸起抵接,以限制所述电池保护板沿所述第一容置槽的延伸方向的移动。
专用夹具设计说明书一、概述本夹具设计说明书旨在为专用夹具的设计、制造和使用提供全面的指导。
夹具是一种重要的工艺装备,用于在生产过程中对工件进行定位和夹紧,以保证加工质量和效率。
本说明书将详细介绍专用夹具的设计思路、结构特点、使用方法及注意事项。
二、设计思路1. 定位准确:夹具应能准确定位工件,确保工件在加工过程中位置稳定,提高加工精度。
2. 夹紧力适中:夹具应能在保证工件稳定的前提下,施加适中的夹紧力,避免工件变形或损坏。
3. 结构简单:夹具结构应简单明了,便于制造、安装和调试,同时降低制造成本。
4. 操作方便:夹具应便于操作,能够快速完成工件的定位和夹紧,提高生产效率。
三、结构特点1. 定位元件:根据工件的具体形状和加工要求,选用合适的定位元件,如平面定位块、V型块等,确保工件准确定位。
2. 夹紧机构:采用可靠的夹紧机构,如气动夹紧、液压夹紧等,实现快速、稳定、适中的夹紧力。
3. 导向元件:为提高工件加工精度,可设置导向元件,如导轨、滑块等,减小工件在加工过程中的振动和误差。
4. 辅助元件:根据实际需要,可添加一些辅助元件,如定位销、限位开关等,提高夹具的稳定性和可靠性。
四、使用方法1. 安装调试:按照说明书要求,将夹具安装到机床上,并进行必要的调试,确保夹具定位准确、夹紧力适中。
2. 工件定位:将工件放置在夹具的定位元件上,确保工件稳定可靠。
3. 工件夹紧:操作夹具的夹紧机构,对工件施加适中的夹紧力,确保工件在加工过程中保持稳定。
4. 加工操作:启动机床进行加工操作,注意观察工件加工质量和夹具运行状态,如有异常及时调整。
5. 拆卸工件:加工完成后,松开夹紧机构,将工件从夹具上拆卸下来,清理现场。
五、注意事项1. 使用前应仔细阅读说明书,了解夹具的结构、使用方法和注意事项。
2. 夹具应妥善保管,避免磕碰和损坏。
3. 使用过程中应定期检查夹具的定位元件、夹紧机构等关键部件的磨损情况,如有异常应及时维修或更换。
![夹具[实用新型专利]](https://img.taocdn.com/s1/m/e424b8ef5122aaea998fcc22bcd126fff7055d96.png)
(10)授权公告号(45)授权公告日 (21)申请号 201420692551.4(22)申请日 2014.11.18C23C 2/00(2006.01)C23C 2/06(2006.01)(73)专利权人株洲中航动科南方燃气轮机成套制造安装有限公司地址412008 湖南省株洲市芦淞区太子路316号(72)发明人张方 谭冬桂(74)专利代理机构北京康信知识产权代理有限责任公司 11240代理人吴贵明(54)实用新型名称夹具(57)摘要本实用新型提供了一种夹具,用于航空发动机的机匣加工,包括用于与吊装设备相连的挂钩、以及用于夹持机匣的夹盘;夹盘包括至少两根分别穿过机匣上的安装孔的夹爪以及将穿过安装孔后的夹爪与机匣可拆卸连接的紧固件。
本实用新型的夹具,由于夹爪穿过机匣上的安装孔是机匣的重要承重点,故吊装时不会使机匣的结构发生形变,同时能很好的保持机匣的重心平衡,使机匣能够平稳的吊装;本新型通过紧固件将穿过机匣上的安装孔的夹爪与机匣固定,该固定方式非常牢固,即使在频繁的换水槽的操作中,也不会出现安全隐患;另外,本新型的夹具夹持机匣时不会与地面伸出的地线干涉,故装夹时无需对地线的位置进行调整,操作简单。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书1页 说明书3页 附图2页(10)授权公告号CN 204265824 U (45)授权公告日2015.04.15C N 204265824U1.一种夹具,其特征在于,用于航空发动机的机匣加工;所述夹具包括:用于与吊装设备相连的挂钩(1)、以及用于夹持所述机匣(2)的夹盘(3);所述夹盘(3)包括:至少两根分别穿过所述机匣(2)上的安装孔的夹爪(31)以及将穿过所述安装孔后的所述夹爪(31)与所述机匣(2)可拆卸连接的紧固件(32)。
2.根据权利要求1所述的夹具,其特征在于,所述紧固件(32)为螺母;所述夹爪(31)呈条状,其穿过所述安装孔的一端加工有与所述螺母相配合的螺纹。
袋装夹具专利申请书模板:中华人民共和国国家知识产权局:关于申请“袋装夹具”专利的函尊敬的审查员:您好!我司特此提交一项实用新型专利申请,该发明名称为“袋装夹具”,以下详细介绍该发明内容、技术特点以及创新之处,恳请予以审查。
一、发明背景及技术领域随着我国包装行业的快速发展,袋装产品在市场上占有越来越重要的地位。
然而,在现有的包装方式中,往往存在包装不稳定、运输过程中容易破损等问题。
为此,发明人经过反复研究,设计出一种结构简单、实用可靠、能有效保护袋装产品的夹具。
本发明涉及一种包装夹具技术领域,尤其是一种袋装夹具。
二、发明内容本发明的目的在于提供一种袋装夹具,具有结构简单、使用方便、夹持力强、适应性强等特点,能够有效保护袋装产品在运输和储存过程中的稳定性。
本发明的技术方案如下:1. 一种袋装夹具,包括:(1)主夹具 body,用于固定袋装产品;(2)夹具臂 clip_arm,连接主夹具 body 与固定装置;(3)固定装置 fix_device,用于固定袋装产品;(4)调节装置 adjust_device,用于调节夹具臂 clip_arm 的长度;(5)缓冲装置 buffer,位于夹具臂 clip_arm 与袋装产品之间,用于减缓冲击力。
2. 根据权利要求1所述的袋装夹具,其中,主夹具 body 采用弹性材料制成,具有良好的抗变形性能。
3. 根据权利要求1所述的袋装夹具,其中,夹具臂 clip_arm 采用可伸缩设计,便于适应不同尺寸的袋装产品。
4. 根据权利要求1所述的袋装夹具,其中,固定装置 fix_device 包括螺栓、螺母等紧固件,确保袋装产品在运输和储存过程中的稳定性。
5. 根据权利要求1所述的袋装夹具,其中,调节装置 adjust_device 包括滑动螺母、丝杠等组件,实现夹具臂 clip_arm 的长度调节。
6. 根据权利要求1所述的袋装夹具,其中,缓冲装置 buffer 采用聚氨酯泡沫等柔软材料制成,具有良好的减震性能。
典型专利申请书范文夹具说明书一种铰链式自定心快速装夹气动夹具技术领域本实用新型涉及凿岩钻头机械制造行业,具体涉及一种铰链式快速装夹气动夹具。
背景技术之前,使用普通的三爪卡盘装夹工件小端套孔及倒角,因工件大、小湍直径的差异,导致装夹极不方便,三爪卡盘要松开很多才能装、卸工件,生产效率很低,手工频繁夹紧工人其劳动强度相当大。
本实用新型钻头,采用气动装置,通过标杆传递力矩,可实现快速自定心夹牢工件。
装夹牢固可靠,定心精度高、工作劳动强度大大减轻。
实用新型内容针对普通的三爪卡盘装夹工件上述不足,本实用新型是采用气动装置,通过标杆传递力矩,可实现快速自定心夹牢工件。
装夹牢固可靠,定心精度高、工作劳动强度大大减轻。
本实用新型为实现上述目的所采用的技术方案是1、为了保证主要部件间最佳的间隙,采用线切割加工,如夹爪4、夹紧块3、压块5之;滑块A、滑块B、拉杆6、曲杆9;2、销与销孔的配合精度‘销孔采用铰孔;销钉采用磨削加工,以保证配合精度。
3、为了使压块5的经久耐用,其材料采用含钴高速度钢制作,其强度和耐磨性要比普通高速钢要高20以上,比普通结构钢经过热处理的压块高更多。
4、动力源采用SC-80*70-JA标准气缸。
本实用新型的优点在于采用气动装置,通过标杆传递力矩,可实现快速自定心夹牢工件。
装夹牢固可靠,装卸方便快捷、夹块经久耐用、定心精度高、工作劳动强度大大减轻;经济效益之前,采用普通三爪卡盘装夹工件,班产量(7小时/班)为300-400支;采用新型后班产量可提高800-1000支,生产效率明显成倍提升。
本实用新型广泛使用于机械加工制造业钻孔、套孔等工序,以实现工件的自动定心快速装夹。
下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明图1为本实用新型实施例1的结构示意图;图1 工作原理1、接通气源,将控制开关打到后退位置,此时气缸活塞杆向后退运动,力矩通过滑块7和8、曲杆9、拉杆6间活动铰链机构传递,使夹紧块向工件中心收缩,从而实施夹紧;2、将控制开关打到前进位置,此时气缸活塞杆向前运动,力矩通过滑块7和8、曲杆9、拉杆6间活动铰链机构传递,使夹紧块向外张开,从而实施松开;结构分析夹紧块3、夹爪4、压块5三个零件通过螺钉连接成组合件;滑块7和8、曲杆9、拉杆6间通过销钉连接,组成活动铰链机构因工件形状和长度不一致,通过支承定位螺钉调节最佳的装夹位置本实用新型并不限于上述实施方式,采用与本实用新型上述实施例相同或近似的结构,而得到的其他结构设计,均在本实用新型的保护范围之内。
说明书摘要
本实用新型公开了一种用于加工四通管接头的专用夹具,包括夹具体机体,定位锥销,调整垫片及夹紧螺钉。
夹具体机体是一个空心圆柱凸台结构,材料选用灰铸铁HT200。
凸台上开有一个非对称T形凹槽,便于工件的装夹并使用其中一个侧面定位。
以圆柱的轴线为中心,在以平行T形凹槽长边方向的侧壁上设有一对螺纹孔,用于旋入夹紧螺钉将工件夹紧。
在与上述方向正交方向的侧壁上也开有两个螺纹孔,其中一个用于旋入定位锥销,另一个用于旋入夹紧螺钉。
定位锥销的前端是在一个锥形面对称的两侧各铣去一个斜槽,中间段为圆柱形并设有螺纹及螺纹退刀槽,尾端为内六角螺钉头的形式,带斜槽的锥形面及其前端均有定位作用,材料选用中碳钢45号钢。
调整垫片有两个,其中一个为环形,另一个在环形的基础上开了一个矩形槽,使用时环形垫片是始终套在定位锥销上的,开槽的垫片是根据定位锥销定位面的不同而选择是否添加。
夹紧螺钉是在标准件的基础上将螺钉的头部打磨平整而成,夹紧螺钉的大径要选择大一些。
本实用新型解决了在加工四通管接头时用四爪卡盘找正的繁琐,为大批量生产节约时间,从而提高生产效率。
3
4 2
3
1 摘 要 附 图
一种用于加工四通管接头的专用夹具
权利要求书
一种用于加工四通管接头的专用夹具,包括夹具体机体,定位锥销,调整垫片及夹紧螺钉,其特征在于:
1.所述夹具体机体为空心圆柱凸台结构,所述圆柱凸台上开有一个非对称T形凹槽,所述非对称T形凹槽的一个侧面及其底面用于定位;
2.所述夹具体机体以圆柱的轴线为中心,以平行于所述T形凹槽长边的方向在T形槽的侧壁上设有一对螺纹孔,用于旋入夹紧螺钉将毛坯件夹紧,与所述开有一对螺纹孔方向正交的方向上在所述T形凹槽的侧壁上也开有两个螺纹孔,其中一个用于旋入定位锥销,另一个用于旋入夹紧螺钉;
3.所述定位锥销的前端是一个带斜槽的锥形面,中间段为圆柱形,并设有螺纹及螺纹退刀槽,尾端为内六角螺钉头的形式,带斜槽的锥形面及其前端均有定位作用;
4.所述调整垫片有两个,其中一个为环形,另一个在环形的基础上开了一个矩形槽,使用时环形垫片是始终套在定位锥销上的,开槽的垫片是根据锥销定位面的不同而选择是否添加;
5.所述夹紧螺钉是在标准件的基础上将螺钉的头部打磨平整而成,夹紧螺钉的大径要选择大一些。
说明书
技术领域
本实用新型属于机械制造领域,涉及一种用于加工四通管接头的专用夹具。
背景技术
在机械领域经常要用到液压及润滑油路,这些油路的接头通常要求是多通管接头,如本例的四通管接头。
然而,由于四通管接头尺寸及外形的独特性,使得其在加工时通常要用四爪卡盘进行找正装夹,使得加工的时间增加,降低了生成效率。
实用新型内容
针对现有技术的缺陷,本实用新型的目的在于提供一种用于加工四通管接头的专用夹具,旨在解决加工四通管接头时用四爪卡盘找正装夹的繁琐及效率低的问题。
为实现上述目的,本实用新型提供了一种用于加工四通管接头的专用夹具,包括夹具体机体,定位锥销,调整垫片及夹紧螺钉,夹具机体主体是一个空心圆柱凸台结构,选用灰铸铁HT200作为材料,凸台上开有一个非对称T形凹槽,便于将工件放在夹具中并使用其中一个侧面定位,以圆柱的轴线为中心,在以平行T形凹槽长边的方向的侧壁上设有一对螺纹孔,用于旋入夹紧螺钉将毛坯件夹紧,与这个方向正交的方向在T形凹槽的侧壁上也开有两个螺纹孔,其中一个用于旋入定位锥销,另一个用于旋入夹紧螺钉。
定位锥销的前端是一个带斜槽的锥形面,中间段为圆柱形,并设有螺纹及螺纹退刀槽,尾端为
内六角螺钉头的形式,带斜槽的锥形面及其前端均有定位作用,选用中碳钢45号钢作为材料。
调整垫片有两个,其中一个为环形,另一个在环形的基础上开了一个矩形槽,使用时环形垫片是始终套在定位锥销上的,开槽的垫片是根据锥销定位面的不同而选择是否添加。
夹紧螺钉是在标准件的基础上将螺钉的头部打磨平整而成,夹紧螺钉的要大径选择大一些。
通过本实用新型所构思的以上技术方案,与现有技术相比,本实用新型具有以下优点:
1.由于采用了非对称T形凹槽结构,工件能很方便的放在夹具中同时使用其中一个侧面定位。
2.由于采用了定位锥销,工件在夹具中能够迅速定位,省去了繁琐的找正过程。
3.由于采用了两个调整垫片,能迅速调整定位锥销的定位基面。
4.与传统的用四爪卡盘找正夹紧相比,可以省去划线的时间及按线找正的工步,缩短了工序,为大批量生产显著节省时间,降低生产成本。
附图说明
图1是本实用新型用于加工四通管接头的专用夹具的外观图。
图2是装有毛坯件的夹具外观图。
图3是夹具体机体的三视图。
图4是夹具体机体主视图的全剖视图。
图5是夹具体机体左视图的全剖视图
图6是夹具体机体的俯视图。
图7是定位锥销的三视图。
图8是夹紧螺钉的三视图。
图9是环形调整垫片。
图10是带有矩形槽的调整垫片。
图11、图12、图13是夹具的使用状态图。
图14是所要加工的四通管的模型图。
图15是加工好的四通管。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚,以下结合附图及实施例,对本实用新型进行进一步详细说明。
此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
如图1至15所示,本实用新型用于加工四通管接头的专用夹具包括夹具体机体1、定位锥销2、夹紧螺钉3以及两片调整垫片4。
夹具体机体1选用灰铸铁HT200作为材料,定位锥销2选用中碳钢45号钢作为材料。
夹具体机体1的圆柱凸台上设有非对称T形凹槽12,以圆柱的轴线为中心,在以平行T形凹槽长边的方向上在T形凹槽的侧壁上设有一对螺纹孔8、9,与这个方向正交方向的T形凹槽侧壁上也设有两个螺纹孔6、7,圆柱的中心部位开有通孔10。
定位锥销2尾端设有内六角螺钉头13,中间圆柱段设有螺纹14,前端是一个带斜槽的锥形面15。
调整垫片4中其中一片开有矩形槽17,这样调节定位锥销的伸出长度就很方便。
本实用新型的使用原理如下:
在需要使用加工四通管专用夹具时,将两片调整垫片4均装在定位锥销2上,然后将定位锥销用六角扳手拧进夹具体机体上的螺孔6中,直至定位锥销拧紧为止,再将用于加工四通管接头的毛坯料按照图11的方式放入夹具机体中,使得毛坯料的其中一个端面与非对称T形凹槽12的定位基面11贴紧,另一个端面与定位锥销2前端的定位端面16贴紧,底面与T形凹槽的底面贴紧,然后将两个夹紧螺钉3分别拧进夹具体机体1上的螺纹孔7和9中,逐步与毛坯件5贴紧并拧紧,保证夹紧螺钉3的前端平面与毛坯件5接触充分,然后将装好毛坯件的夹具装到车床上的三爪卡盘上进行车削加工,完成本工步所要加工的内容,如图11所示。
该工步完成后,拧松两个夹紧螺钉3,拧松定位锥销2,将带有矩形槽的调整垫片4取下,然后将定位锥销2再次拧紧,这时定位锥销前端锥形面上的斜槽关于水平面对称分布,然后以上述工步加工出的锥形管螺纹中心孔作为定位基准,将毛坯件按照图12所示的方式放到夹具体中,让中心孔紧贴定位锥销2的带斜槽的锥形定位面15,然后将夹紧螺钉3拧进夹具体机体1上的螺纹孔7,逐步贴紧并拧紧,接着在车床上完成该工步的车削加工。
该工步完成后,拧松夹紧螺钉3,将毛坯件旋转90°,使毛坯件5一部分放到夹具体机体的通孔10中,如图13所示的方式放置,让锥形管螺纹的中心孔贴紧定位锥销2的定位锥形面15,然后将两个夹紧
螺钉3分别拧进夹具体机体1上的螺纹孔7和9中,逐步与毛坯件5贴紧并拧紧,保证夹紧螺钉3的前端平面与毛坯件5接触充分,接着在车床上完成该工步的车削加工。
该工步完成后,拧松夹紧螺钉3,将毛坯件旋转180°,毛坯件5在夹具中的定位及夹紧方式同上一工步相同。
3 4
2
3
1 5
说明书附图
图1
图2
7 6
图3 图4
11
10
12 9 8
图5
图6
16 15 14 13 图7 图8
图9
17 图10
图11 图
12
图13
图14
图15。