CS6163A卧式车床凸轮集中操纵机构的实用型设计
- 格式:pdf
- 大小:491.10 KB
- 文档页数:2

凸轮机构的设计和应用I. 引言凸轮机构是现代机械的重要组成部分之一,是普遍用于各种机械传动机构中的一种机构。
凸轮机构在机械设计和制造中有着重要的作用,能够实现机械的运动和控制,使机械能够快速、准确地实现各种复杂任务。
本文将系统地介绍凸轮机构的设计和应用。
II. 凸轮机构的定义凸轮机构是一种通过凸轮的运动来控制其他机械部件运动的机械传动机构。
简单来说,凸轮机构包括凸轮,凸轮轴和随动件三个部分。
其中,凸轮是一个轴对称的螺旋条形曲线,轮廓形状通常为正弦曲线或梯形曲线等;凸轮轴是一个旋转轴,一般与凸轮相切且在一定角度范围内连续转动;随动件则是通过凸轮的运动随之做往复或旋转运动的机械部件。
III. 凸轮机构的分类凸轮机构按照凸轮的运动形式不同,可以分为以下几类:1. 往复式凸轮机构往复式凸轮机构是指凸轮轴的旋转运动转化为往复运动的机构。
其中,偏心轮就是一种往复式凸轮机构,它通常用于汽车发动机机械驱动系统中,用于调整汽车发动机气门的开闭时间。
2. 旋转式凸轮机构旋转式凸轮机构是指凸轮轴的旋转运动转化为旋转运动的机构。
常见的旋转式凸轮机构有摆线凸轮机构、正弦凸轮机构和梯形凸轮机构等。
摆线凸轮机构在打孔机、水泵等机械设备中得到了广泛的应用。
IV. 凸轮机构设计的基本要点凸轮机构的设计需要考虑多方面的因素,其中最主要的三个因素是凸轮轮廓线形状、凸轮轴的旋转速度和随动件的运动形式。
在设计凸轮轮廓线形状时,需要根据机械设备的实际工作要求来选取合适的轮廓线形状。
在选取凸轮轴的旋转速度时,需要根据随动件的运动规律以及实际工作要求来决定。
在选取随动件的运动形式时,需要根据机械设备的实际工作要求来确定。
V. 凸轮机构的应用凸轮机构广泛应用于各种机械设备中,包括自动化生产线、机床、车辆、飞机、船舶、农业机械等。
其中,飞机发动机中的凸轮机构是实现各种复杂功能的关键部件之一。
此外,凸轮机构还广泛应用于柴油机、汽油机、水泵、压缩机等。


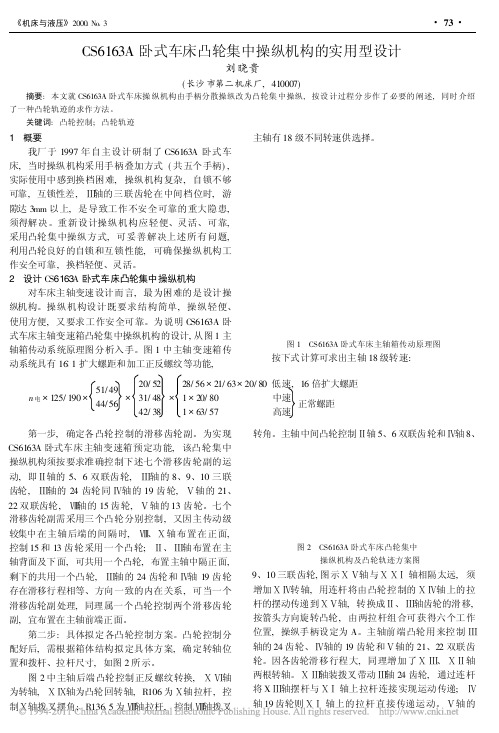
CS6163A卧式车床凸轮集中操纵机构的实用型设计刘晓贵(长沙市第二机床厂,410007)摘要:本文就CS6163A卧式车床操纵机构由手柄分散操纵改为凸轮集中操纵,按设计过程分步作了必要的阐述,同时介绍了一种凸轮轨迹的求作方法。
关键词:凸轮控制;凸轮轨迹1 概要我厂于1997年自主设计研制了CS6163A卧式车床,当时操纵机构采用手柄叠加方式(共五个手柄),实际使用中感到换档困难,操纵机构复杂,自锁不够可靠,互锁性差, 轴的三联齿轮在中间档位时,游隙达3mm以上,是导致工作不安全可靠的重大隐患,须得解决。
重新设计操纵机构应轻便、灵活、可靠,采用凸轮集中操纵方式,可妥善解决上述所有问题,利用凸轮良好的自锁和互锁性能,可确保操纵机构工作安全可靠,换档轻便、灵活。
2 设计C S6163A卧式车床凸轮集中操纵机构对车床主轴变速设计而言,最为困难的是设计操纵机构。
操纵机构设计既要求结构简单,操纵轻便、使用方便,又要求工作安全可靠。
为说明C S6163A卧式车床主轴变速箱凸轮集中操纵机构的设计,从图1主轴箱传动系统原理图分析入手。
图1中主轴变速箱传动系统具有16 1扩大螺距和加工正反螺纹等功能,主轴有18级不同转速供选择。
图1 CS6163A卧式车床主轴箱传动原理图按下式计算可求出主轴18级转速:n电 125/190 51/4944/5620/5231/4842/3828/56 21/63 20/80低速,16倍扩大螺距1 20/80中速1 63/57高速正常螺距第一步,确定各凸轮控制的滑移齿轮副。
为实现CS6163A卧式车床主轴变速箱预定功能,该凸轮集中操纵机构须按要求准确控制下述七个滑移齿轮副的运动,即 轴的5、6双联齿轮, 轴的8、9、10三联齿轮, 轴的24齿轮同 轴的19齿轮, 轴的21、22双联齿轮, 轴的15齿轮, 轴的13齿轮。
七个滑移齿轮副需采用三个凸轮分别控制,又因主传动级较集中在主轴后端的间隔时, 、 轴布置在正面,控制15和13齿轮采用一个凸轮; 、 轴布置在主轴背面及下面,可共用一个凸轮,布置主轴中隔正面,剩下的共用一个凸轮, 轴的24齿轮和 轴19齿轮存在滑移行程相等、方向一致的内在关系,可当一个滑移齿轮副处理,同理属一个凸轮控制两个滑移齿轮副,宜布置在主轴前端正面。

凸轮机构基本参数的设计前节所介绍的几何法和解析法设计凸轮轮廓曲线,其基圆半径r0、直动从动件的偏距e或摆动从动件与凸轮的中心距a、滚子半径rT等基本参数都是预先给定的。
本节将从凸轮机构的传动效率、运动是否失真、结构是否紧凑等方面讨论上述参数的确定方法。
1 凸轮机构的压力角和自锁图示为偏置尖底直动从动件盘形凸轮机构在推程的一个位置。
Q为从动件上作用的载荷(包括工作阻力、重力、弹簧力和惯性力)。
当不考虑摩擦时,凸轮作用于从动件的驱动力F是沿法线方向传递的。
此力可分解为沿从动件运动方向的有用分力F'和使从动件紧压导路的有害分力F''。
驱动力F与有用分力F'之间的夹角a(或接触点法线与从动件上力作用点速度方向所夹的锐角)称为凸轮机构在图示位置时的压力角。
显然,压力角是衡量有用分力F'与有害分力F''之比的重要参数。
压力角a愈大,有害分力F''愈大,由F''引起的导路中的摩擦阻力也愈大,故凸轮推动从动件所需的驱动力也就愈大。
当a增大到某一数值时,因F''而引起的摩擦阻力将会超过有用分力F',这时无论凸轮给从动件的驱动力多大,都不能推动从动件,这种现象称为机构出现自锁。
机构开始出现自锁的压力角alim称为极限压力角,它的数值与支承间的跨距l2、悬臂长度l1、接触面间的摩擦系数和润滑条件等有关。
实践说明,当a增大到接近alim时,即使尚未发生自锁,也会导致驱动力急剧增大,轮廓严重磨损、效率迅速降低。
因此,实际设计中规定了压力角的许用值[a]。
对摆动从动件,通常取[a]=40~50;对直动从动件通常取[a]=30~40。
滚子接触、润滑良好和支承有较好刚性时取数据的上限;否则取下限。
对于力锁合式凸轮机构,其从动件的回程是由弹簧等外力驱动的,而不是由凸轮驱动的,所以不会出现自锁。
因此,力锁合式凸轮机构的回程压力角可以很大,其许用值可取[a]=70~80。
C6163车床中心架设计(有全套图纸)0 引言全套CAD图纸,全套CAD图纸,加174320523 各专业都有这次毕业设计中,我所从事设计的课题是C6163车床中心架设计。
此类车床中心架属于经济型中档精度机床,这类机床的传动要求采用手动与电控双操纵方式,在一定范围内实现电控变速。
总体的设计方案就是对传动方案进行比较,绘出转速图,对箱体及内部结构进行设计,包括轴和齿轮的设计、校核等。
为什么要设计此类车床中心架呢?因为随着我国国民经济的不断发展,我国制造业领域涌现出了许多私营企业,这些企业的规模普遍不大,没有太多的资本。
一些全功能数控系统,其功能虽然丰富,但成本高,对于这些中小型企业来说购置困难,但是中小型企业为了发展生产,希望对原有机床进行改造,进行数控化、自动化,以提高生产效率。
我国机床工业的发展现状是机床拥有量大、工业生产规模小,突出的任务就是用较少的资金迅速改变机械工业落后的生产面貌,使之尽可能提高自动化程度,保证加工质量,减轻劳动强度,提高经济效益。
我国是拥有300多万台机床的国家,而这些机床又大量是多年累积生产的通用机床,自动化程度低,要想在近几年内用自动和精密设备更新现有机床,不论是资金还是我国机床厂的能力都是办不到的。
因此,普通机床的数控改造,大有可为。
它适合我国的经济水平、教育水平和生产水平,已成为我国设备技术改造主要方法之一。
目前,我国经济型数控系统发展迅速,研制了几十种简易数控系统,有力地促进了我国数控事业的发展。
经济型数控机床系统就是结合现实的生产实际,我国的国情,在满足系统基本功能的前提下,尽可能地降低价格。
经济型车床中心架有许多优点。
1)其降格便宜,且性能价格比适中,与进口标准车床中心架相比,前者只需一万元左右,后者则需十万甚至几十万元。
因此,它特别适合于改造在设备中占有较大比重的普通车床,适合在生产第一线大面积推广。
从提高资本效率出发,改造闲置设备,能发挥机床的原有功能和改造后的新增功能,提高机床的使用价值。
CS6163A卧式车床凸轮集中操纵机构的实用型设计
刘晓贵
(长沙市第二机床厂,410007)
摘要:本文就CS6163A卧式车床操纵机构由手柄分散操纵改为凸轮集中操纵,按设计过程分步作了必要的阐述,同时介绍了一种凸轮轨迹的求作方法。
关键词:凸轮控制;凸轮轨迹
1 概要
我厂于1997年自主设计研制了CS6163A卧式车床,当时操纵机构采用手柄叠加方式(共五个手柄),实际使用中感到换档困难,操纵机构复杂,自锁不够可靠,互锁性差, 轴的三联齿轮在中间档位时,游隙达3mm以上,是导致工作不安全可靠的重大隐患,须得解决。
重新设计操纵机构应轻便、灵活、可靠,采用凸轮集中操纵方式,可妥善解决上述所有问题,利用凸轮良好的自锁和互锁性能,可确保操纵机构工作安全可靠,换档轻便、灵活。
2 设计C S6163A卧式车床凸轮集中操纵机构
对车床主轴变速设计而言,最为困难的是设计操纵机构。
操纵机构设计既要求结构简单,操纵轻便、使用方便,又要求工作安全可靠。
为说明C S6163A卧式车床主轴变速箱凸轮集中操纵机构的设计,从图1主轴箱传动系统原理图分析入手。
图1中主轴变速箱传动系统具有16 1扩大螺距和加工正反螺纹等功能,主轴有18
级不同转速供选择。
图1 CS6163A卧式车床主轴箱传动原理图按下式计算可求出主轴18级转速:
n电 125/190 51/49
44/56
20/52
31/48
42/38
28/56 21/63 20/80低速,16倍扩大螺距
1 20/80中速
1 63/57高速
正常螺距
第一步,确定各凸轮控制的滑移齿轮副。
为实现
CS6163A卧式车床主轴变速箱预定功能,该凸轮集中操纵机构须按要求准确控制下述七个滑移齿轮副的运动,即 轴的5、6双联齿轮, 轴的8、9、10三联齿轮, 轴的24齿轮同 轴的19齿轮, 轴的21、22双联齿轮, 轴的15齿轮, 轴的13齿轮。
七个滑移齿轮副需采用三个凸轮分别控制,又因主传动级较集中在主轴后端的间隔时, 、 轴布置在正面,控制15和13齿轮采用一个凸轮; 、 轴布置在主轴背面及下面,可共用一个凸轮,布置主轴中隔正面,剩下的共用一个凸轮, 轴的24齿轮和 轴19齿轮存在滑移行程相等、方向一致的内在关系,可当一个滑移齿轮副处理,同理属一个凸轮控制两个滑移齿轮副,宜布置在主轴前端正面。
第二步:具体拟定各凸轮控制方案。
凸轮控制分配好后,需根据箱体结构拟定具体方案,确定转轴位置和拨杆、拉杆尺寸,如图2所示。
图2中主轴后端凸轮控制正反螺纹转换, 轴为转轴, 轴为凸轮回转轴,R106为 轴拉杆,
控制 轴拨叉摆角;R136 5为 轴拉杆,控制 轴拨叉转角。
主轴中间凸轮控制 轴5、6双联齿轮和 轴8、
图2 CS6163A卧式车床凸轮集中
操纵机构及凸轮轨迹方案图
9、10三联齿轮,图示 轴与 轴相隔太远,须增加 转轴,用连杆将由凸轮控制的 轴上的拉杆的摆动传递到 轴,转换成 、 轴齿轮的滑移,按箭头方向旋转凸轮,由两拉杆组合可获得六个工作位置,操纵手柄设定为A。
主轴前端凸轮用来控制 轴的24齿轮、 轴的19齿轮和 轴的21、22双联齿轮。
因各齿轮滑移行程大,同理增加了 、 轴两根转轴。
轴装拨叉带动 轴24齿轮,通过连杆将X 轴摆杆与 轴上拉杆连接实现运动传递; 轴19齿轮则 轴上的拉杆直接传递运动。
轴的
21、22双联齿轮由安装在主轴箱背面的 轴,用连杆与 轴上的拉杆连接获得运动,按箭头方向旋转凸轮,两拉杆只能组合三个工作位置,操纵手柄设定为B 。
该步以已知各滑移齿轮行为依据,采用反推法,考虑相关结构因素,解决了转轴位置确定的实质性问题。
第三步,设计作图求作凸轮控制轨迹。
图3为主
轴前端凸轮轨迹求作实例。
图3 设计凸轮轨迹实例
图3是在完成第二步设计的基础上,主要是考虑运动传递及结构等因素,首先选定点1和1 ,然后依据拨杆(叉)摆角大小确定2和2 ,分别1、1 和2,2 的垂直平分线可得一交点,该交点 轴即为凸轮回转中心。
再以交点为圆心,作两个同心圆。
设计
要求该三个滑移齿轮副只有三个工作位置,两拉杆只有1、2 和2、2 及2、1 三个工作位置,据此将凸轮轨迹设计成图示形状,经计算机校核,完全达到设计要求。
其它凸轮轨迹求作方法相似,区别在于主轴后端凸轮应用四种工作位置,中间凸轮两拉杆组合则有六种工作位置,有各自的特点,具体设计过程有差异,不再赘述。
由操纵手柄A 、B 组合,可顺利实现主轴18级转速转换。
B A
!∀#1 1 1200900320420700530 270206729516012016 1
46
35
12
16
27
20
3 使用效果
按图设计制造后,装机试用,使用情况良好。
操纵轻便灵活,工作安全可靠,效果理想。
现批量投产,操纵机构成本有一定幅度下降,经济效益明显。
参考文献
[1]徐 灏 机械设计手册(第2卷) 北京;机械工业出版
社,1991
[2]机床设计手册编写组,机床设计手册(第1卷) 北京;
机械工业出版社,1979
收稿时间:1999-07-22
国产首台1140液压硫化机问世
桂林橡胶机械厂综合国外同类机的优点,高起点研制出我国首台1140液压硫化机,它可大大推动我国轮胎工业的子午化进程。
该机的主要特点是:硫化机开合模由液压驱动,模具仅作上下垂直运动,保证上下热板的同心度高,特别是重复性精度高,上下模间受到的合模力均匀,提高了硫化轮胎的质量;它取消了全部蜗轮减速机、大小齿轮以及易损件、备品备件的支出,减小了设备的故障率,提高了设备的开机率;节省了硫化辅助时间及硫化时间,大大提高了生产效率。
该硫化机中心机构为C 型,保证轮胎定型时良好的对中性、稳定性;采用CAD 设计,结构轻巧、灵活,抓胎器中心有定位套,实行强制对中,保证同心度;液压系统采用VICKERS 液压元件,提高了可靠性,电器控制系统采用西门子S7-300进行硫化过程控制、动作过程控制、压力PI D 调节,配以D TP -27触摸屏,使得人机对话、运行监控、故障显示都很方便。
胡正降
新型线材自动车床
陕西省西安航空发动机(集团)有限公司与长城特种钢(集团)有限公司联合研制的新型冶金加工设备 线材自动车床日前通过科技成果鉴定,该设备填补了国内空白,其技术性能达到国外同类设备的先进水平。
产品于去年投放市场后以性能好、质量优而受到用户的青睐和好评。
线材在传统的深加工过程中,需要用热轧、磨削、冷拉、准轧等多次加工,不但生产率和成材率低,且加工质量很难保证,甚至还会产生裂纹而导致材料报废,而线材自动车床的研制成功则有效地解决了这一加工技术难题。
这种线材自动车床采用四个硬质合金刀片组成且以高速飞刀切削,进料速度为(1m~4 6)m/s,加工精度为0 01mm ~0 05m m,椭圆度仅有0 01m m,粗糙度为Ra 0 4mm,年产量为1200t,具有多刀、快速、自动定径、连续切削和自动化程度高、加工质量好等特点,工作效率可成倍提高。
有关专家认为,该设备可作为国内冶金行业的更新换代产品,有良好的社会效益和广阔的市场开发前景。
孙福。