四辊轧机支承辊装配
- 格式:pdf
- 大小:518.16 KB
- 文档页数:1
附立辊四辊可逆式轧机技术操作规程(沙钢集团沙景宽厚板厂热轧工段)一、设备简介:沙钢宽厚板轧机工程由(VAI/ABB)设计,采用单机架四辊可逆式轧机,轧机规格为5000mm。
设计产量为180万t/a。
宽厚板轧机生产的产品品种为碳素结构钢板、低合金结构钢板、建筑结构钢板、耐大气腐蚀钢板、桥梁钢板、造船钢板、管线钢板、锅炉钢板、压力容器钢板、机械工程用钢板等。
二、附立辊四辊可逆式轧机主要技术参数及结构特点1、四辊可逆式轧机四辊轧机用于将加热后的板坯轧制到要求的尺寸和性能,有以下主要特点:——高刚性,轧机模数~8,820kN/mm——牌坊结构形式:组合式(每片牌坊分四块,用键、螺栓连接)——设置附着式立辊轧机——快速机械压下系统——下置大行程液压AGC——工作辊强力弯辊,弯辊力max 4,000kN/侧——出口(入口)侧的高压除鳞集管分为两个区;——轧辊可进行分段冷却;——轧机前后设有水幕式烟尘抑制装置——快速工作辊换辊装置1)、主要技术参数型式:四辊可逆式轧制力: Max.kN轧制速度:Max. 7.3m/s轧机开口度:Max. 550mm工作辊尺寸: 1210/1110×5000mm工作辊材质:无限冷硬铸铁工作辊表面硬度:HS68~72工作辊重量:57500kg(光辊/个)87000kg(组装/个)支持辊尺寸: 2300/2110×4900mm支持辊材质:离心浇铸合金铸钢支持辊表面硬度:HS40~50支持辊重量:kg(光辊/个)kg(组装/个)工作辊轴承型式: 4列圆锥滚柱轴承尺寸:外径990.6×内径749.5×605mm润滑:手工干油润滑支承辊轴承型式:油膜轴承80”~76”KLX润滑:稀油润滑轧制速度: Min 1.0m/s(最大荷载)0.5m/s(轧制力80000KN时)主电动机: 2×AC10000kW×0/50/120r/min输出力矩 Max. 4775kN.m牌坊型式:组合式,每片由4块构成数量: 2片材质: BS3100A1重量:约500t/片立柱断面: 12100cm2衬板:复合材料轧机模数:~8,820kN/mm机械压下装置行程: 745mm速度: 12.5~25.1mm/s2电机: 2×AC185/370kW×0/435/870r/min 压下螺丝: 900×52mm材质:锻钢测压头: 2×60000KN液压压下装置(AGC缸) 2个行程: Max.110mm有效行程 100mm工作压力: 27.5MPa(55000KN时)压下速度: 5mm/s(长行程时)15mm/s(行程45mm时)20mm/s(行程15mm时)活塞直径: 1580mm工作辊弯辊弯辊力: Max.4000kN/侧速度: 20mm/s工作压力: 29MPa支持辊平衡型式:液压式,2个平衡缸尺寸: 460×790mm速度: 30mm/s压力: 21MPa支持辊安全锁紧:液压式,4个锁紧液压缸: 80/45×120mm工作辊锁紧装置型式:液压,换辊侧液压缸:尺寸80/45×120mm轧线调整型式:阶梯垫调整范围: 75mm移动速度: 75mm/s液压缸: 125/90×470125/90×940mm传动轴及平衡传动轴型式:万向接轴(十字头式)数量: 2根尺寸长度12000mm接轴头直径1080mm工作角度: 2.7~5.7︒传动轴平衡型式:液压式上辊平衡缸: 1-320/280×100mm下辊平衡缸: 1-250/200×70mm上辊锁紧缸: 1-280/45×160mm除鳞集管:轧机入口和立辊轧机入口上下各1根水量: 533m3/h喷嘴:压力18Mpa(喷嘴处)数量 184个高度 200mm喷射宽度5010mm喷射角度15︒打击力0.58N/mm2工作辊冷却:水量4700L/min压力1MPa支持辊冷却:水量 2160L/min压力1MPa工作辊换辊装置4型式:电动齿轮齿条运输距离: 28500mm运输速度: 6m/min电动机: AC58kW×1150r/min支持辊换辊装置:型式:电动齿轮齿条运输距离: 28000mm运输速度: 5m/min电动机: AC250kW×1000r/min2)、设备结构型式及组成轧机主要由以下部分组成:——轧机牌坊:每片轧机牌坊有4部分组成,2个立柱,1个顶部横梁,1个底部横梁。
三、设备组成及结构特点机组由电动机、齿轮联轴器、减速机、齿轮联轴器、人字齿轮座、万向接轴托架、万向接轴、工作机座等组成。
由电动机通过一系列传动机构驱动轧机工作辊进行轧制。
工作机座由电动压下装置、平衡装置、工作辊装配、支承辊装配、机架装置、轨座等部件组成。
1 电动压下装置:电动压下装置是调整上轧辊位置的传动机构,以保证按给定的压下量轧制出所要求的断面尺寸。
该装置是由电动机带动两级蜗轮机构,传给压下螺杆移动轧辊向上或向下运动所达到的。
其中低速级传动蜗杆为球面蜗杆,这种蜗杆承载能力大,体积小,传动效率高。
电动压下装置由两套独立传动机构组成,这可保证在调整轧机时,两个上轧辊的轴承座可以单独运动,该装置在控制电路的配合下,可单独点动,亦可左右连动。
并配有数字显示装置,分别显示左右压下螺杆的压下量。
2 平衡装置:为了避免轧件进出轧辊时产生冲击,因此在机架窗口板上装有液压平衡装置,借此来消除轧机空载时上支撑辊轴承座与压下螺杆间的间隙以及压下螺杆螺纹间的间隙,液压平衡装置由四个液压油缸通过活塞杆对上轧辊轴承座进行平衡,油缸压力最大为130kg/cm2。
平衡力大小可自动调节。
3 辊子装配:工作辊材质为60CrMo,两端采用三列滚针轴承以承受径向载荷,并在辊子换辊侧用两只推力球轴承以承受左、右轴向载荷。
支承辊材质为9Cr2Mo,采用双列圆柱滚子轴承(FC轴承),辅以四点接触球轴承承受轴向分力。
每个支承辊轴承座内各装一只,其两个轴承的外侧与端盖及支承辊轴承座内孔底部留有一定的游动间隙,以免在运转过程中发热卡死。
在工作辊轴承座设有槽子,用压板插入槽内作固定轴承座之用。
下支承辊轴承座通过圆弧板与机架窗口底面实现圆弧接触,用以克服轧辊负载后产生变形给轴承带来的不利影响,从而延长其寿命。
工作辊出厂时加工成圆柱形辊身,使用时由用户按需要自行加工合适的辊形,工作辊辊身磨损后可重新加工再用,当辊子直径减小到图纸规定最小值时,就不能再继续使用,应以堆焊方法修复或者更换新工作辊。
四辊轧机轧辊装拆操作规范第一、安装前注意事项1、检查轴承有没有质量问题。
旋转是否灵活,仔细检查轴承零件表面有无缺陷,如压痕、烧伤、裂纹等。
严格禁止装入有质量问题的零件。
2、确保安装现场清洁,严防异物进入轴承内部。
3、确保轴承清洁,没有清洗好的轴承不要安装。
4、确保密封质量。
仔细检查密封件型号规格、尺寸是否合适,是否有缺损或质量问题,相关配件是否齐全,配合是否合理。
5、仔细检查轧辊辊颈轴承位及密封位有无拉毛、烧伤等缺陷,如有,应及时修复,不能修复的,严格申请报废。
6、注意现场可能有不同尺寸结构的轧辊,必须注意区分,分清各自特点及其装配注意事项。
第二、安装时注意事项1、避免硬装,撞击,必须保证轻轻装入轴承,轴承与座孔为小间隙配合,正常情况应轻敲端面正位装入,用力撞击致斜更不容易装入,以至把轴承座孔表面戕伤甚至报废。
2、轴承内套安装必须用感应加热,并不得超过120℃。
严禁明火加热拆装轴承。
3、不好装入时,找出原因,排除问题后采取合理措施,发现有零件变形等问题时要及时修复,必要时提请修改图纸。
4、注意保证补救措施的效果。
现在使用中的旧支承辊需要正确安装加长垫,才能保证有效密封:装86746轴承一端即操作侧应加20mm厚加长垫,另一端即传动侧应装15厚的加长垫,绝对不能装反。
5、严格按要求注入足量、洁净的润滑脂。
6、安装中发现有不合格的密封、压盖儿等零件时,一定要严格报废或修复,以确保装配质量符合质量要求。
第三、拆卸时注意事项1、发现烧轴承现象时,首先应及时搞清机架、轴承座、轧辊的编号,并做好记录。
依次检查润滑油是否充足——是否进水、进氧化皮,密封是否损坏及相关配件使用是否正确——相对旋转部位是否有明显摩擦——轴承座外部尺寸大小——座孔尺寸、椭圆、锥度、对基准衬板面的偏心——轧辊辊颈是否有烧伤、拉毛、粘结等现象以及跳动是否超过0.05等等并做好记录,以便进一步分析原因,采取相应措施。
2、拆卸四列圆柱滚子轴承内套时,必须用轴承感应加热器加热,且不得超过120℃。
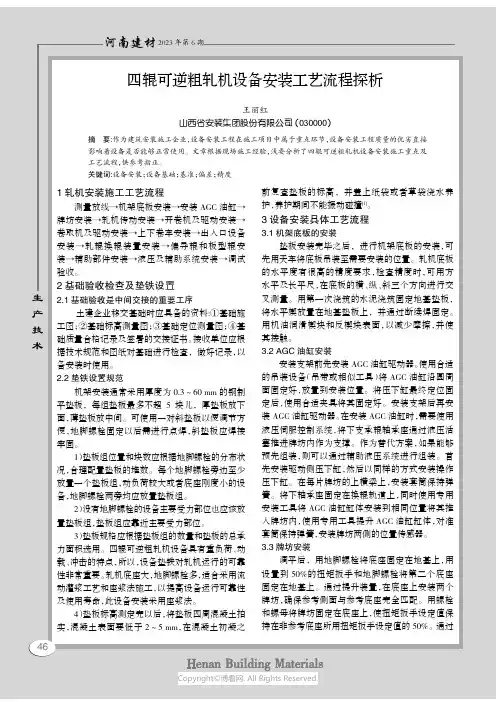
图表1装配总图:240G006.2
图表2支承辊轴承座透盖:ZL300.2-6
图表3支承辊轴承座闷盖:ZL300.2-2
图表4支承辊压盖:ZL300.2-3
图表5支承辊密封圈:ZL300.2-5
图表6支承辊:ZL240G.2P-2
图表7销轴(一):ZL240G.2-19
图表8销轴(二):ZL240G.2-27
图表9下支承辊左轴承座:ZL240G.2P-6
图表10下支承辊右轴承座:ZL240G.2P-7
图表11下工作辊左轴承座:ZL240G.2D-12
图表12下工作辊右轴承座:ZL240G.2D-18改
图表13上支承辊左轴承座:ZL240G.2P-1
图表14上工作辊左轴承座:ZL240G.2D-8
图表15上工作辊右轴承座:ZL240G.2D-20改
图表16密封圈压盖:ZL240G.2A-10
图表17螺钉销:ZL240G.2-20
图表18工作辊轴承座压盖:ZL240G.2A-7
图表19工作辊轴承座透盖:240G006.2-2
图表20工作辊轴承座闷盖:ZL240G.2A-6
图表21工作辊:240G006.2-1
图表22顶轴:ZL240G.2A-20
图表23垫片组:ZL240G.2-28
图表24垫板:ZL300.2-25
图表25挡环(一):ZL240G.2-18
图表26挡环(二):ZL240G.2-26
图表27弹簧:ZL240G.2-21。
四辊可逆粗轧机设备安装工艺流程探析王丽红山西省安装集团股份有限公司(030000)摘要:作为建筑安装施工企业,设备安装工程在施工项目中属于重点环节,设备安装工程质量的优劣直接影响着设备是否能够正常使用。
文章根据现场施工经验,浅要分析了四辊可逆粗轧机设备安装施工重点及工艺流程,供参考指正。
关键词:设备安装;设备基础;基准;偏差;精度1轧机安装施工工艺流程测量放线→机架底板安装→安装AGC油缸→牌坊安装→轧机传动安装→开卷机及驱动安装→卷取机及驱动安装→上下卷车安装→出入口设备安装→轧辊换辊装置安装→偏导辊和板型辊安装→辅助部件安装→液压及辅助系统安装→调试验收。
2基础验收检查及垫铁设置2.1基础验收是中间交接的重要工序土建企业移交基础时应具备的资料:①基础施工图;②基础标高测量图;③基础定位测量图;④基础质量合格记录及签署的交接证书。
接收单位应根据技术规范和图纸对基础进行检查,做好记录,以备安装时使用。
2.2垫铁设置规范机架安装通常采用厚度为0.3~60mm的钢制平垫板,每组垫板最多不超5块儿,厚垫板放下面,薄垫板放中间。
可使用一对斜垫板以便调节方便,地脚螺栓固定以后需进行点焊,斜垫板应焊接牢固。
1)垫板组位置和块数应根据地脚螺栓的分布状况,合理配置垫板的堆数。
每个地脚螺栓旁边至少放置一个垫板组,动负荷较大或者底座刚度小的设备,地脚螺栓两旁均应放置垫板组。
2)没有地脚螺栓的设备主要受力部位也应该放置垫板组,垫板组应靠近主要受力部位。
3)垫板规格应根据垫板组的数量和垫板的总承力面积选用。
四辊可逆粗轧机设备具有重负荷、动载、冲击的特点,所以,设备垫铁对轧机运行的可靠性非常重要。
轧机底座大,地脚螺栓多,适合采用流动灌浆工艺和座浆法施工,以提高设备运行可靠性及使用寿命,此设备安装采用座浆法。
4)垫板标高测定完以后,将垫板四周混凝土拍实,混凝土表面要低于2~5mm,在混凝土初凝之前复查垫板的标高,并盖上纸袋或者草袋浇水养护,养护期间不能振动碰撞[1]。
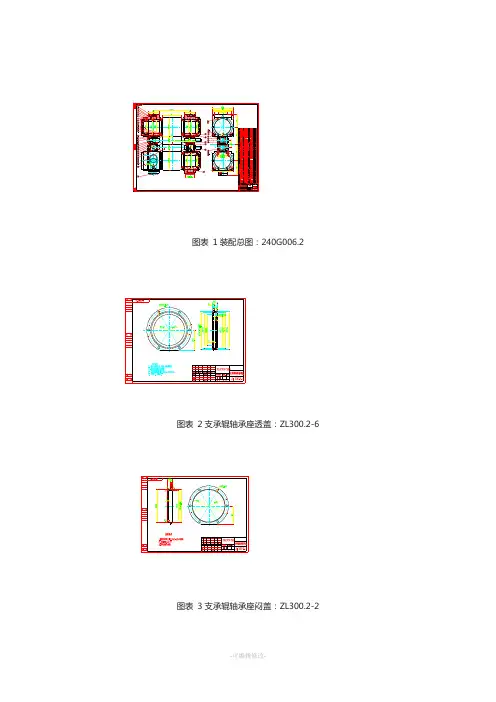
图表1装配总图:240G006.2
图表2支承辊轴承座透盖:ZL300.2-6
图表3支承辊轴承座闷盖:ZL300.2-2
图表4支承辊压盖:ZL300.2-3
图表5支承辊密封圈:ZL300.2-5
图表6支承辊:ZL240G.2P-2
图表7销轴(一):ZL240G.2-19
图表8销轴(二):ZL240G.2-27
图表9下支承辊左轴承座:ZL240G.2P-6
图表10下支承辊右轴承座:ZL240G.2P-7
图表11下工作辊左轴承座:ZL240G.2D-12
图表12下工作辊右轴承座:ZL240G.2D-18改
图表13上支承辊左轴承座:ZL240G.2P-1
图表14上工作辊左轴承座:ZL240G.2D-8
图表15上工作辊右轴承座:ZL240G.2D-20改
图表16密封圈压盖:ZL240G.2A-10
图表17螺钉销:ZL240G.2-20
图表18工作辊轴承座压盖:ZL240G.2A-7
图表19工作辊轴承座透盖:240G006.2-2
图表20工作辊轴承座闷盖:ZL240G.2A-6
图表21工作辊:240G006.2-1
图表22顶轴:ZL240G.2A-20
图表23垫片组:ZL240G.2-28
图表24垫板:ZL300.2-25
图表25挡环(一):ZL240G.2-18
图表26挡环(二):ZL240G.2-26
图表27弹簧:ZL240G.2-21。
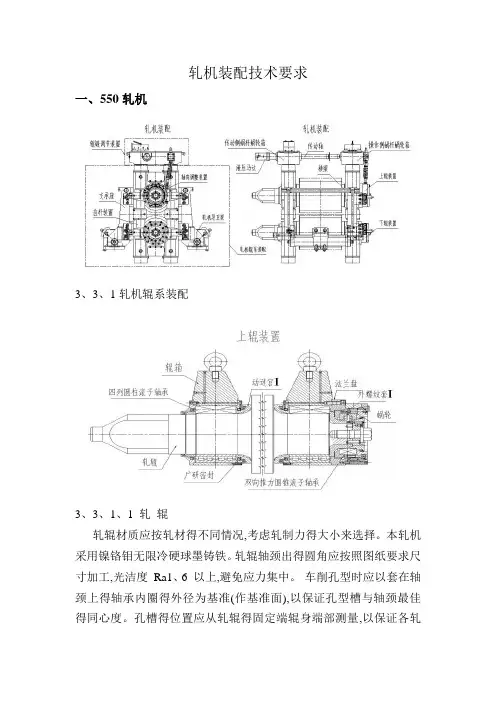
轧机装配技术要求一、550轧机3、3、1轧机辊系装配3、3、1、1 轧辊轧辊材质应按轧材得不同情况,考虑轧制力得大小来选择。
本轧机采用镍铬钼无限冷硬球墨铸铁。
轧辊轴颈出得圆角应按照图纸要求尺寸加工,光洁度Ra1、6 以上,避免应力集中。
车削孔型时应以套在轴颈上得轴承内圈得外径为基准(作基准面),以保证孔型槽与轴颈最佳得同心度。
孔槽得位置应从轧辊得固定端辊身端部测量,以保证各轧辊孔型间距相同。
3、3、1、2 轴承轧辊得两端均采用四列圆柱滚子轴承,其内外圈可以分离,内圈得外径为φ312 mm,它就是预热到100℃得温度后装在轧辊轴颈上得, 直到轧辊报废之前,它一直固定在轧辊轴颈上。
四列圆柱滚子轴承宽,本身不能自位,为使四列滚子均匀受力,辊箱应能自位。
为此辊箱就是通过端面为球面得压下螺母及相配得球面垫将力传到拉杆上, 同时支承座与固定在支承座上得压板与辊箱形成得导向槽得导向面镶有平衡块, 平衡块得接触面就是球面得,以利于辊箱受力后可以微量倾斜。
在装配轴承内圈以前要注意以下两点:z 先把轴肩挡圈套在轴颈上;z 测量轧辊轴颈尺寸及轴承内圈尺寸,过盈应在0、06~0、09 mm 之间。
装轴承内圈时必须要求它与动迷宫(一)及轧辊轴肩均紧密贴合,为此在内圈装上后得冷却过程中必须沿圆周用铜棒敲击使其靠紧,或施加轴向力使其靠紧,直至冷却到室温。
为了保证轧机得轴向刚度,轧辊固定端采用得就是双向推力圆锥滚子轴承,这种轴承得轴向游隙在本轧机上必须保证0、10~0、15 mm 范围之内。
如发现该轴承游隙过大应及时调整或更换。
轴承定货时必须要求其游隙在0、10~0、15 mm 范围内。
在游动端,轧辊通过四列圆柱滚子轴承内套与其滚柱之间得滑动来满足轧辊热膨胀得要求,辊箱轴向就是固定不动得。
装配前,辊箱内全部零件应用煤油清洗干净,轴承用汽油清洗。
装配时,辊箱空腔内保持清洁,尤其应注意固定端内端盖得双向推力圆锥滚子轴承、带螺纹得套、蜗轮与蜗杆得润滑。
四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200 年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC 液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC 辊,CVC 系统,PC 轧机,HCW 轧机,AGC 轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18 实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600); 镀层板(带);涂层板(带)、电工钢板(带)。
四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC辊,CVC系统,PC轧机,HCW 轧机,AGC轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600);镀层板(带);涂层板(带)、电工钢板(带)。
请简述支撑辊轴承现场装配操作流程及内容The procedure and contents of on-site assembly for support roller bearings can be summarized as follows:1. Preparations and inspections: Before starting the assembly process, it is essential to ensure that all necessary tools, equipment, and materials are readily available. The support roller bearing should be thoroughly examined for any damage or defects that may have occurred during storage or transportation.准备工作和检查:在开始组装过程之前,确保所有必要的工具、设备和材料都已备好是非常重要的。
应仔细检查支撑辊轴承是否存在在储存或运输过程中发生的任何损坏或缺陷。
2. Cleaning and lubrication: Prior to the assembly, the support roller bearing must be adequately cleaned to remove any dirt, dust, or excess grease. This ensures proper functionality and longevity of the bearing. After cleaning, a suitable lubricant should be applied according to themanufacturer's recommendations.清洁和润滑:在进行组装之前,必须对支撑辊轴承进行充分的清洁,以去除任何污垢、灰尘或多余的润滑脂。
轧钢厂四辊轧机串辊分析与控制措施摘要:本文针对某公司轧钢厂四辊轧机串辊原因进行了系统分析,并提出了控制串辊的措施。
关键词:四辊轧机串辊控制前言某公司轧钢厂年产量为70万t,其布置主要是粗轧550可逆轧机,七道次轧制,七道出口坯料规格厚度为32mm,而中精轧分为两立十平,成品带钢厚度最薄为2.5mm,其中3至8平为短应力轧机,9、10平为Ф320四辊轧机,因其控制能力相对于短应力轧机较强,主要起到控制板型,保证成品带钢的厚度符合要求,但是,四车间轧线的设备陈旧,工艺落后,生产组织的难度较大。
在10年的生产过程中,非计划换辊、烧轴承、三叉区跑钢等事故一度成为影响该机组生产的主要因素,其中有60%的事故主要原因在于四辊轧机的串辊问题,如何控制串辊,稳定生产,减少非计划换辊时间,提高产量,降低成本,已成为生产管理的中心工作。
1 串辊原因分析目前,某厂发现造成串辊的原因主要有两方面,一方面与装辊有关,主要是设备陈旧老化或人为安装引。
起。
另一方面与传动装置有关,主要是传动机构安装不合理引起四辊轧机操作侧支承辊辊头的螺栓切断使其与轴承座脱离,引起轴向串动,通过生产发现,由此造成的串辊现象达到了70%,因此对此问题的技术攻关也是重中之重,为此,在生产和检修过程中,特别针对四辊轧机出现的这中现象进行了重点的观察和分析通过几天的分析以及对事故后传动部位的检查发现,造成操作侧支承辊辊头螺栓切断的主要原因是由于电动机输出轴与压包箱之间起连接作用的齿式联轴器在长时间使用后,内部两个外齿轴套(俗称“齿头”)之间的间隙过小,在传动过程中,轴向位移较大,就会引起靠近压包箱侧的外齿轴套向轧制侧运动,最终此轴向位移作用在工作辊的方向,造成工作辊向操作侧偏离,产生串辊现象,并且给支持辊一个反作用力,在生产过程中,这种作用力反复的作用在工作辊与支承辊之间,当作用力的大小超过压盖上螺栓所能承受的允许的最大应力时,造成了支承辊操作侧的轴承压盖螺栓切断,支承辊轴承座与轧辊之间失去了连接紧固,从而脱离影响轧辊的工作,甚至造成生产事故。
1450四辊热带钢粗轧机组压下规程设计及四辊组轧机座辊系设计 一、设计技术参数:1、原料:180—200mm ×1300mm ;产品:30—50×1260mm2、材质:Q235、Q195、08F 、203、工作辊采用四列圆锥滚子轴承,支承辊采用滚动轴承4、出炉温度1100℃—1150℃,精轧机组开轧温度930℃—950℃ 二、设计要求1、制定轧制规程:设计轧制道次压下量,压下率,轧制力,轧制力矩2、确定四辊轧机辊系尺寸3、绘制辊系装配图和轧机零件图 三、工作量1、完成CAD 设计图2张2、完成设计计算说明书3、查阅文献5篇以上 四、工作计划11.14——11.15 准备参考资料 11.15——11.25 计算,画草图 11.28 中期检查11.28——12.07 画电子图,写说明书 12.08——12.09考核答辩一、1450四辊热带钢粗轧机组的L/D1、L/D2及D2/D1初定 由《轧钢机械》(第三版)诌家祥主编教材表3—3可知:L=1450mm ,其中L/D1=1.5—3.5(常用比值为1.7—2.8)取L/D1=2.0 ∴D1=L/2.0=1450/2.0=725mmL/D2=1.0—1.8(常用比值为1.3—1.5)取L/D2=1.4 ∴D2=L/1.4=1450/1.4=1035.7mm,取D2=1040mm. 二、1450四辊热带钢粗轧机组压下规程设计从设计技术参数中提供的数据可以看出,Q235、Q195和08F 属于普通碳素钢,查《金属塑性变形抗力》教材可知,Q235的变形抗力最大。
而20号钢为优质碳素结构钢,其变形抗力也比较大,故在制定压下规程的时候制定了两个,来综合考虑。
限假定轧制原料为180mm ×1300mm ,产品为50×1300mm 。
轧制道次n = λlog log log 1FF o-=35.1log 130050log 1300200log )()(⨯-⨯=5.20 取n=51、粗轧机组压下规程满足的要求:⑴为保证精轧坯要求的温度,尽可能的减少粗轧的轧制道次和提高粗轧机组的轧制速度 ⑵为简化精轧机组的调整,粗轧机组提供的精轧坯厚度范围尽可能小,一般精轧坯厚度为20—65mm⑶精轧机组的总压下量尽可能加大,以减少精轧机组的负荷 2、粗轧机组制定压下规程的步骤⑴在咬人条件允许的条件下参考现有资料预分配各道次压下量 ⑵制定轧制速度,计算纯轧时间和间隙时间,制定轧制道次温度降 ⑶计算单位压力和轧制力、轧制力矩和总传动力矩 ⑷校验轧辊强度和电机功率⑸校正不合理道次压下量,直到满足要求为止 3、粗轧压下规程基本参数计算 (1)粗轧压下量分配如表1道次入口厚度h0(mm)压下量Δh(mm)延伸率%延伸系数分配12005427 1.3721463826 1.3531082523.1 1.34831922.9 1.35641421.91.28(2)咬人角计算将各道次压下量及轧辊直径代人可得各轧制道次咬人角如表2道次12345轧辊直径(mm)725725725725725压下量(mm)5438251914咬人角°22.2518.6315.0913.1511.28由咬人条件知,热轧钢板时咬人角α一般为15—23°。