静电涂油机PPT课件
- 格式:pptx
- 大小:7.21 MB
- 文档页数:26


静电涂油机的应用L涂油机的构成和工作原理1.1 静电涂油机的构成1.1.1 静电涂油机的基本参数静电涂油机的涂油范围为0.3-3∙0g∕m2,涂油精度可保证在涂油设定值得±10%以内,高压值可调范围为O-IooKV,实际值可根据冲压保护油的质量和现场情况调整,在南山板带机组一般都在60-90KV。
涂油生产速度最快为IOOm∕min,为了达到良好的涂油效果,涂油生产速度应保证在50-65m∕mi∩o1.1.2 涂油机的组成部分该静电涂油机包括四部分:密封的涂油室、供油及加热系统、高压电源系统和程序控制系统。
涂油室是密封的,入出口有20Cm的开口空间缝隙,这样可以防止带电荷的工艺油外溢;涂油室内上下各有一根涂油刀梁,涂油刀梁上接有负高压静电,与作为接地极的铝带形成高压电场。
供油机加热系统包括涂油泵站、回油箱及加热油箱三大部分供油泵站设有两台计量泵,由直流电动机驱动,分别为上、下刀梁提供定量的工艺油。
高压电源系统由高压变压器、高压控制柜和高压电缆组成。
用于为静电涂油机的涂油刀梁提供O-IOoKV直流高压。
加热系统采用320型号导热油进行加热,导热油设置温度为冬天118℃,夏天110℃。
导热油的循环方式采用齿轮泵循环,主管路加热循环方式为离心泵。
1.2 静电涂油机工作原理供油系统依据控制系统所给信号将源源不断地将工艺油供给涂油室内的涂油刀梁;涂油刀梁与高压电源系统的负极相接,行进中的铝带为接地。
油液从刀梁、喷嘴的刀口狭缝中均匀地流出。
高压静电源输出60-8OKV左右的负直流高压,加在涂油刀梁,使刀梁和作为接地板的铝板之间产生高压静电场。
当油雾进入静电场时,它会被带上负电荷。
由于铝带接地,相对于油雾颗粒处于正电位。
根据静电原理,同性相斥,异性相吸。
带有负电荷的油液在高压静电场中雾化并被吸附在铝板表面上,形成匀薄的油膜。
2 .涂油效果的影响因素2.1 电压对涂油效果的影响和选择带电油滴在静电场中主要是受电场力的作用而运动。
WJ14S静电涂油机使用说明书1.说明町14S型静电涂油机是根据酸洗机组的工艺要求设计•和制造的钢卷静电涂油设备。
2.技术性能1.涂油工作宽度:1400 米,22.单面涂油量:0.5, 2. 5克/米,连续可调,3.可单面涂油〜亦可双面涂油,4.机组带钢运行速度:15, 120米/分,5.机组速度变化时〜预设定的涂油量可以保持不变,6.工作电压:直流50, 80KV〜连续可调,7.总功率消耗不超过15KW,8.高压供电系统具有闪烁保护、短路保护功能,9.可使用国产钢板防锈油,3、设备组成及功能静电涂油机山涂油室、供油及加热系统、高压电源系统、电控系统及操作台四大部分组成。
3. 1涂油室涂油室为钢板制作的箱体〜在传动侧和操作侧各有一个门〜门上镶有供观察用的有机玻璃窗。
为便于穿带〜在带钢进入涂油室处〜设有气动的活动导板机构。
涂油室内有绝缘材料制作的上下导板〜用来保护涂油刀梁不受带钢头尾的损伤。
涂油室内可安装2根涂油刀梁,上下各1根,。
刀口宽度1400,,〜刀梁内部有加热装置〜用热循环油加热刀梁。
刀梁上接有负高压〜与作为接地级的带钢形成高压电场〜当防锈油从刀梁的刀口狭缝中流出时〜即被微粒化〜吸附在钢板上。
上下刀梁均设有大油量冲洗装置〜用于清洁刀口。
刀梁安装于绝缘材料制作的刀梁悬挂装置上〜其高度可调节。
两套刀梁移出机构可以方便地将刀梁移出涂油室〜进行维修或更换。
刀梁和钢板之间装有油液雾化装置〜可促进油液雾化过程〜降低直流丄作电压。
二套高压电缆快速联接装置使高压电缆和刀梁的联接既快捷乂可黑。
二套高压闪烁火花限制装置可有效地限制涂油刀梁对带钢或机壳之间出现的高压闪烁电流〜确保设备安全。
上刀梁的下方有接油槽〜山气缸操作。
不涂油时接油槽将自动移到上刀梁下方〜防止上刀梁中剩余的油滴落到钢板上。
涂油室内装有照明灯〜侧门边上有照明灯开关〜每按开关一次〜照明三分钟。
涂油室顶上装有高压工作指示灯〜红灯表示高压接通。
侧门的旁边设有接地棒〜打开侧门后〜高压电源将自动切断〜但仍应使用接地棒使高压系统放电〜以确保人身安全。

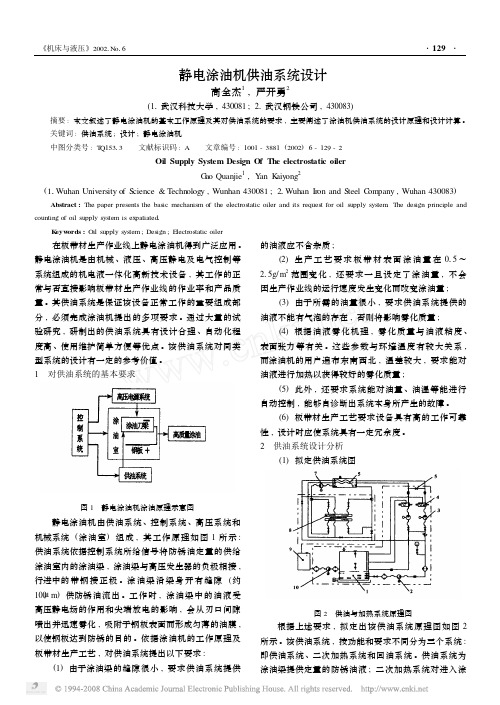
静电涂油机供油系统设计高全杰1,严开勇2(11武汉科技大学,430081;21武汉钢铁公司,430083)摘要:本文叙述了静电涂油机的基本工作原理及其对供油系统的要求,主要阐述了涂油机供油系统的设计原理和设计计算。
关键词:供油系统;设计;静电涂油机中图分类号:T Q15313 文献标识码:A 文章编号:1001-3881(2002)6-129-2Oil Supply System Design Of The electrostatic oilerG ao Quanjie 1,Y an K aiy ong 2(11Wuhan University of Science &T echnology ,Wunhan 430081;21Wuhan Iron and Steel C om pany ,Wuhan 430083)Abstract :The paper presents the basic mechanism of the electrostatic oiler and its request for oil supply system 1The design principle and counting of oil supply system is expatiated 1K eyw ords :Oil supply system ;Design ;E lectrostatic oiler 在板带材生产作业线上静电涂油机得到广泛应用。
静电涂油机是由机械、液压、高压静电及电气控制等系统组成的机电液一体化高新技术设备,其工作的正常与否直接影响板带材生产作业线的作业率和产品质量。
其供油系统是保证该设备正常工作的重要组成部分,必须完成涂油机提出的多项要求。
通过大量的试验研究,研制出的供油系统具有设计合理、自动化程度高、使用维护简单方便等优点。
该供油系统对同类型系统的设计有一定的参考价值。
1 对供油系统的基本要求图1 静电涂油机涂油原理示意图静电涂油机由供油系统、控制系统、高压系统和机械系统(涂油室)组成,其工作原理如图1所示:供油系统依据控制系统所给信号将防锈油定量的供给涂油室内的涂油梁,涂油梁与高压发生器的负极相接,行进中的带钢接正极。

立式静电涂油机工作原理立式静电涂油机----是我司创新发展的多极雾化技术,本技术采用独特的喷嘴油雾雾化方式,经多种方式,多级化雾化手段,使立式静电涂油机具有精密的可控性能,使涂油量均匀的达到2mg/m^2,广泛的应用于马口铁,铝箔板,钢板及汽车工业行业。
输入电压: 380V带速: 20-420m/min油重范围:2mg ~200 mg/m^m2涂油精度:± 20%整机重量:1,500 kg压缩空气:≥0.5mpa 4 cubic meters/min at 2 bar,带宽:500mm~2200mm(不同规格定制)基本工作原理:高压静电涂油机由:涂油室、雾化系统、供油系统、高压电源系统和PLC 智能控制系统组成。
钢带从涂油室自由通过。
测速系统实时检测机组生产速度,并将信息反馈给供油系统,供油系统向雾化系统提供定量防锈油(DOS油)。
高压电源输出10万伏负值高压静电,并输送到高压电极上,使得带钢与电极间产生静电场,带负电荷的油液在高压静电场中雾化并被吸附在钢板表面上,同时在偏置电极和带钢之间的静电场作用下,更使完全雾化的微粒,在带钢表面形成一层非常均匀超薄的油层吸附在带钢表面。
低压电控系统由PLC和直流调速系统组成,后者通过对计量泵转速的调节,可以在机组速度任意变化的条件下,保证钢板涂油量不变。
静电涂油机系统组成:1、雾化系统:选用进口高精密精细雾化喷头,液滴的平均颗粒直径只有20微米,雾化能力强不易堵塞,原油雾再次经过独特的多极次雾化处理,使雾微粒达到悬浮稳定状态。
2、供油系统:采用直流调速系统组成,优点:容易调节、调节精度高、最实用、故障率低。
3、涂油室:开放式涂油,内置偏置电极。
4、机组速度检测系统:采用编码器检测,不乱码不丢步,数据准确。
5、低压电控系统:控制中心PLC控制,人机界面触摸屏操作,设备运行更稳定,喷油量随产线速度自动调整,先进而易学。
6、高压电源:公司自主研发生产,具有专利产权,高压闪烁或临界放电自动断高压保护功能,安全可靠,技术水平国内领先。