高温合金零件电解加工工装设计
- 格式:doc
- 大小:300.50 KB
- 文档页数:21
高温合金材料电解加工参数的选取
高温合金材料电解加工参数的选取
【摘要】电解加工具有加工一致性好,效率高等特点,其加工参数的选取也是电解加工的难点之一,选取合理的加工参数,可有效的缩短电解加工准备调试时间,提高生产效率。
【关键词】高温合金;电解加工;参数
1.电解加工原理:
电解加工是利用金属在电解液中,通过高压力、高流速条件下进行的电化学反应,发生阳极溶解的原理,将零件加工成型的。
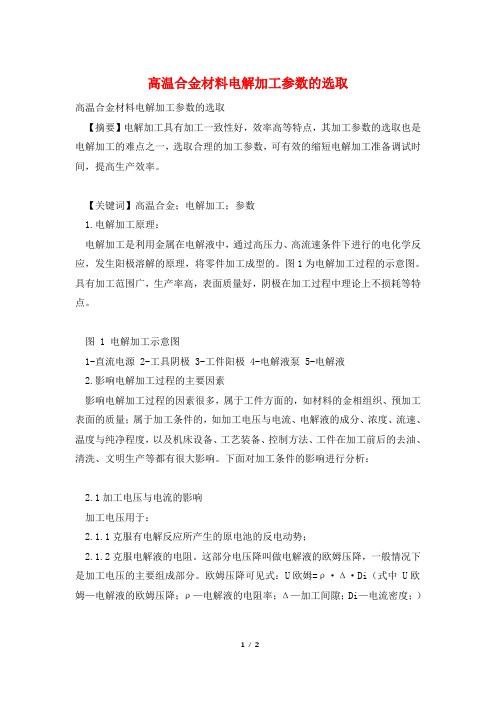
图1为电解加工过程的示意图。
具有加工范围广,生产率高,表面质量好,阴极在加工过程中理论上不损耗等特点。
图 1 电解加工示意图
1-直流电源 2-工具阴极 3-工件阳极 4-电解液泵 5-电解液
2.影响电解加工过程的主要因素
影响电解加工过程的因素很多,属于工件方面的,如材料的金相组织、预加工表面的质量;属于加工条件的,如加工电压与电流、电解液的成分、浓度、流速、温度与纯净程度,以及机床设备、工艺装备、控制方法、工件在加工前后的去油、清洗、文明生产等都有很大影响。
下面对加工条件的影响进行分析:
2.1加工电压与电流的影响
加工电压用于:
2.1.1克服有电解反应所产生的原电池的反电动势;
2.1.2克服电解液的电阻。
这部分电压降叫做电解液的欧姆压降,一般情况下是加工电压的主要组成部分。
欧姆压降可见式:U欧姆=ρ·Δ·Di(式中 U欧姆—电解液的欧姆压降;ρ—电解液的电阻率;Δ—加工间隙;Di—电流密度;)
加工电压宜低,其最高值以不击穿加工间隙为限,一般情况下位5~25V。
2.2 电解液的压力与流速的影响
电解液的压力主要用于:
2.2.1克服加工区域对液流的阻力;。

毕业设计(论文)开题报告题目: 航空锻件的热锻模及其电解加工工装设计图3.1 变速叉的二维图图3.2 变速叉的三维图4 进度安排第1~2周:熟悉课题,完成关于电解加工文献综述。
第3周:确定航空锻件的热锻模设计及其电解加工工装方案,绘制其结构草图,准备开题答辩。
第4~5周:进行航空锻件的热锻模设计。
第6~7周:电解加工阴极设计计算。
第8~9周:翻译外文资料。
第10~11周:进行航空锻件的热锻模电解加工工装设计。
第12~13周:包括导电,供电方式和流场设计,准备中期答辩。
第14~15周:完善整个电解加工工装设计。
参考文献[1] 范植坚,王天成.电解加工技术及其研究方法[M].北京:国防工业出版社,2004.[2] 王建业,徐家文.电解加工原理与应用[M].北京:国防工业出版社,2001.[3] 沈健,朱树敏,陈远龙.锻模电解加工新技术[J].电加工,1998,76(01):35-37.[4] 沈健,张海岩.锻模电解加工工具电极的反拷和修正方法[J].电加工与模具,2001,32(4):13-15.[5] 王以华.锻模设计技术及实例[M].北京:机械工业出版社,2009.[6] 洪慎章,金龙建.实用热锻模设计与制造[M].北京:机械工业出版社,2011.[7] 朱树敏,沈光祖.锻模的脉冲电流电解加工[J].电加工,1990,64(01):45-48.[8] 李春,李毅.磨具型腔的数控铣削法电解加工[J].电加工与模具,2004,32(04):50-52.[9] 姚泽坤.锻造工艺学与模具设计[M].西安:西北工业大学出版社,2001.[10] 成巨强,刘志学.金属锻造加工基础[M].北京:化学工业出版社,2012.[11] 朱获.国外电解加工的研究进展[J].电加工与模,2000,45(01):15-18.[12] 徐家文,王建业,田继安.21世纪初电解加工的发展和应用[J].电加工与模具,2001,27(06):32-34.[13] 赵雪松,苏学满,张明.模具钢电解机械复合抛光工艺研究[J].中国机械工程,2003,82(12):21-24.[14] 崔柏伟.发动机连杆模锻工艺及模具[J].机械工程师,2007,10(12):52-53.[15] 刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2003.[16] Rajurkar K P,Zhu D.Improvement of Electrochemical Machining Accuracy by UingOrbitalElectrodeMovement.CIRP Annals-ManufacturingTechnology,1999:139-142.[17]RolfSchuster,ViolaKirchner,Philippe,etall.ElectrochemicalMicromachining.Science Vol 289,2000:98-101.[18] Wilson J.Practice and Theory of Electrochemical Machining.Scienve Vol 30,2002:125-135.继续阅读。

摘要电解加工是利用金属在电解液中发生电化学阳极溶解的原理将工件加工成型的一种特种加工方法。
其材料的减少过程以离子的形式进行,由于金属离子的尺寸非常微小,因此这种微溶解去除方式使得电解加工技术在制造领域有着很大的发展潜力。
特别是对于难切削加工材料、形状复杂或薄壁零件的加工具有显著优势,在航空、航天推进器以及兵器制造上得到广泛的应用,成为国防工业生产中的关键制造技术。
根据研究对象油箱盖热锻模,设计一套加工该热锻模的电解加工工装,包括:(1)油箱盖热锻模电解加工阴极;(2)装夹热锻模加工阴极和工件的夹具装置;(3)运用Pro/E、UG等软件画出油箱盖热锻模电解加工工装三维装配图。
电解加工装置除了应保证工件装夹和定位外,还应考虑导电、供液、流场分布,非加工面的保护,工件和工具(即正负极、阴阳极)之间的绝缘等问题。
关键词:电解加工,油箱盖锻模,工装设计Forging die and its oil electrochemical machining toolingAbstractElectrochemical machining is based on the principle of metal electrochemical anodic dissolution in the electrolyte will be a special processing method for workpiece processing. The material reduction process to ionic form, due to the tiny size of metal ion, has great potential of development so that the micro dissolve and remove makes electrochemical machining technology in micro manufacturing field. In particular has significant advantages for processing hard machining materials, complex shape or thin-walled parts, widely used in aviation, aerospace propulsion and the manufacture of weapons, become the key manufacturing technology of national defense in industrial production.According to the research object coupling ring of hot forging die, electrolytic processing to design a set of processing the hot forging die, including: ( 1 ) connecting the ECM cathode ring hot forging die; ( 2 ) fixture clamping device of hot forging die machining cathode and workpiece; ( 3 ) the use of Pro/E, UG and other software to draw a connection ring of hot forging die electrochemical machining tooling 3D assembly drawing. Electrolytic processing apparatus should not only ensure the workpiece clamping and positioning, but also should consider conducting, fluid, flow field distribution, not processing surface protection, workpiece and tool (i.e., positive and negative, yin and Yang ) insulation problem between.`Key Words:Electrochemical machining, a connecting ring forging die, fixture design目录摘要 (I)Abstract............................................................................... .. (II)1绪论 (1)1.1电解加工基本原理 (1)1.2电解加工的工艺特点 (6)1.3 电解加工的应用 (8)1.4 电解加工技术的研究现状 (8)1.5 课题研究内容 (9)2 油箱盖热锻模电解加工阴极设计 (12)2.1 阴极材料的选择 (16)2.2 阴极的尺寸设计 (16)3 油箱盖热锻模电解加工工装夹具设计................................ . (19)3.1油箱盖热锻模夹具定位设计 (19)3.2 油箱盖热锻模夹具装夹设计 (20)3.3 底座设计 (23)3.4 油箱盖热锻模导电方式 (23)3.5 油箱盖热锻模供液方式 (25)3.6 油箱盖电解流场的设计 (25)3.7工装的绝缘密封 (27)3.8 工装总体设计图 (27)4 油箱盖热锻模电解加工工装工作原理 (29)总结 (30)参考文献 (31)致谢 (33)毕业设计(论文)知识产权声明……………………………………………错误!未定义书签。

1 序言高温合金材料在非常高的温度下仍然具有良好的力学性能和综合强度,因此被广泛应用于航空、航天领域。
这种材料在机械加工中属于典型的难加工材料,加工时切削抗力大,切削温度高,刀具磨损严重。
如果是狭窄、深且口部小、里面大的封闭类内型腔加工,则难度更大,使用常规的刀具会与工件发生干涉,根本无法加工。
传统切削方法容易夹刀,切削抗力大,数控机床自带的固定循环指令编程(即切削方法)不利于散热和分散切削抗力,刀具磨损快且容易打刀。
下面通过实例介绍该类零件的加工解决方案。
2 零件结构及加工难点分析图1所示零件材质为GH4169高温合金,最大外形尺寸为φ200mm×110mm。
零件内部有一半封闭型腔加工区域如图2所示,其加工难点为:①型腔口部小、里面大(口部宽17.1mm,里面宽28.2mm),而且径向深度达28.2mm,形成了半封闭形状,常规刀具无法加工,必须经过改制。
②材料为高温合金,属典型的难加工材料。
零件型腔径向深度很大,必须减小切削抗力、降低切削温度,解决散热问题,需要一种良好的切削方法和合理的切削参数相结合。
图1零件图2半封闭型腔加工区域3 刀具设计根据零件形状选用通用类刀具进行改制,刀具分为切槽刀、左车刀、右车刀和转接杆。
切槽刀(见图3)选用刀体高度为12mm、切宽为5mm,切削刃长度大于型腔径向深度的外圆槽刀,根据零件内孔尺寸和型腔径向尺寸截取总长,保证能进入工件预加工好的内孔且与内孔壁不干涉,刀头下方磨成圆弧状,防止与型腔底圆弧面干涉。
图3切槽刀左车刀选用主偏角为140°、刀尖角为35°、刀体高为12mm的外圆精车刀(具体根据零件形状大小选用,以改动较少为原则),根据型腔的径向深度尺寸把刀杆长度截短,保证刀具能进入内孔,并且足够加工型腔径向深度。
根据型腔开口宽度尺寸,把刀杆沿宽度方向铣掉一块,确保刀具能进入型腔内部切削而不与型腔内壁干涉,刀头下方棱边磨成圆弧状,防止与型腔底圆弧面干涉。

高温合金的设计和制备高温合金是指在高温条件下具有良好机械和化学性能的合金材料。
它们通常用于制造航空发动机、化工设备、核反应堆等高温环境下的零部件。
高温合金的设计和制备对于保障高温零部件的可靠性和寿命至关重要。
一、高温合金设计高温合金设计的关键在于确定合金材料所需要的机械性能和化学性能。
常见的机械性能指标包括强度、塑性、硬度、韧性等;常见的化学性能指标包括抗腐蚀性、高温氧化性、热膨胀系数等。
确定这些指标的方法主要包括实验测试和计算模拟。
实验测试通常包括拉伸试验、压缩试验等机械性能测试和高温氧化试验、腐蚀试验等化学性能测试。
计算模拟主要包括有限元方法、分子动力学模拟等。
设计出合适的机械和化学性能指标之后,需要针对目标应用环境确定合金材料的化学组成和加工工艺。
化学组成的确定需要考虑诸如强度-塑性平衡、高温氧化性、抗腐蚀性等因素。
加工工艺的确定需要考虑诸如热处理、变形工艺、表面处理等因素。
二、高温合金制备高温合金的制备涉及到许多工艺和材料方面的问题。
以航空发动机叶片材料IN718为例,介绍高温合金的制备过程。
(一)材料选择IN718是一种镍基高温合金,通常由如下元素组成:Ni(50-55%)、Cr(18-22%)、Fe(17-21%)、Nb(4.75-5.5%)、Mo (2.8-3.3%)、Ti(0.65-1.15%)、Al(0.2-0.8%)、C(0.008%或更少),余量为杂质元素。
这种合金的主要特点是具有高强度、高韧性、高耐蚀性和较好的高温氧化性能。
(二)熔炼高温合金的制备通常采用真空感应熔炼或真空电弧熔炼等方法。
在熔炼过程中,要求材料的温度和环境必须控制好,否则会影响材料的成分和性能。
(三)热处理热处理是高温合金制备过程中必不可少的环节。
常用的热处理方法包括时效处理、再结晶退火等。
不同的热处理方式可以使高温合金获得不同的性能。
(四)成型加工高温合金的成型加工通常采用冷态锻造或热态锻造等方式。
这些工艺可以提高合金的密度、强度和塑性,从而提高合金的整体性能。
异型结构零件高效电解加工工艺杨一明;陈济轮;范会玉;马宁;王华宾【摘要】This paper introduces the process scheme of the special shaped structure of the aerospace engine high temperature alloy ,and analyses the results of the experiment. Through the reasonable design of the tool cathode and the suitable electrolytic machining process parameters ,it can be used to realize the high efficiency electrolytic machining of the special shaped structure parts.%介绍了航天发动机高温合金异型结构零件的电解加工工艺方案,并分析了试验结果.通过合理设计工具阴极和选用合适的电解加工工艺参数,可实现异型结构零件的高效电解加工.【期刊名称】《电加工与模具》【年(卷),期】2017(000)0z1【总页数】2页(P62-63)【关键词】发动机;凸台;电解加工;高效加工【作者】杨一明;陈济轮;范会玉;马宁;王华宾【作者单位】首都航天机械公司,北京 100076;首都航天机械公司,北京 100076;首都航天机械公司,北京 100076;首都航天机械公司,北京 100076;首都航天机械公司,北京 100076【正文语种】中文【中图分类】TG662航天发动机的重要核心零部件大量采用高温合金等难加工材料制成,这些材料硬度高、导热性差,机械加工时硬化严重、切削力大,不仅严重磨损刀具,还给加工制造带来极大的困难。
电解加工技术是实现该类零部件高效加工的重要技术途径之一。
GH4169高温合金表面电解辅助微铣削工艺研究
李棒;何亚峰;朱延松;汪思鹏
【期刊名称】《菏泽学院学报》
【年(卷),期】2024(46)2
【摘要】由于GH4169高温合金热导率低、在高温下能保持很高的强度,导致铣削加工过程中切削温度高、切削力大.为此,采用可转位双刀片-双阴极铣刀,对
GH4169高温合金表面进行电解辅助微铣削加工,探究在不同加工参数下电解辅助微铣削表面质量的变化规律,并对传统铣削和电解辅助微铣削试验结果进行对比.结果表明,电解辅助微铣削可以去除传统铣削表面的刀痕、点蚀和碎屑等缺陷,同时出现了腐蚀凹坑和晶界腐蚀缺陷;相较于传统铣削,电解辅助微铣削可以显著提高加工表面质量;电解辅助微铣削表面粗糙度和表面残余应力随加工电压的增大而减小,为获得较好的加工表面质量,应选择较大的加工电压水平.
【总页数】10页(P55-64)
【作者】李棒;何亚峰;朱延松;汪思鹏
【作者单位】安徽理工大学机电工程学院;常州工学院航空与机械工程学院;合肥综合性国家科学中心能源研究院(安徽省能源实验室)
【正文语种】中文
【中图分类】TG662
【相关文献】
1.不同冷却润滑条件下铣削镍基高温合金GH4169的表面粗糙度试验研究
2.硬质合金立铣刀铣削镍基高温合金GH4169的铣削振动试验研究
3.微铣削高温合金GH4169表面残余应力分析与预测优化
4.高温合金GH4169球头刀铣削表面完整性测试实验研究
5.高温合金GH4169高速铣削表面粗糙度研究
因版权原因,仅展示原文概要,查看原文内容请购买。
毕业设计(论文)中期报告
题目:航天锻件的热锻模及其电解加工
工装设计
2
2
2
mm 0944
24
.
506 5.
706 3544
2.
11
5.
17
6.
27
2.
11
15
14
.3
7.
45
-
9.
57
14
.3
+
+
⨯
+
⨯
+
⨯
+
⨯)(图2.1 变速叉锻件图
确定分模位置
变速叉的形状是上下对称,选择正投影面积最大的面作为分模位置。
锻件变速叉的基本参数计算
锻件在分模面上的投影面积
2
图6.1 电解加工工装图
通过所绘制的零件图的特点,分别从阴极设计、流场设计及导电三个方面研究加工该锻件的工装方案,同时查阅相关电解加工工装设计知识,完善整个草图,应用计算公式等方面把其尺寸定制下来。
注:1)正文:宋体小四号字,行距20磅,单面打印;其他格式要求与毕业论文相同。
2)中期报告由各系集中归档保存,不装订入册。
本科毕业设计(论文) 题目:高温合金零件电解加工工装设计2013年05月高温合金零件电解加工工装设计摘要电解加工又称电化学加工,是金属工件在电解液中发生阳极溶解的一种加工过程。
电解加工对难加工材料可以以柔克刚,对形状复杂的零件可以一次成型,并以表面质量好、生产率高、无工具损耗、无切削应力等优点,在制造业中发挥着重要作用。
论文通过对高温合金零件进行分析,设计出一套电解加工工装。
电解加工工装包括阴极的设计计算、流场的设计计算以及零件的定位等。
阴极的设计采用等间隙分布的原则,在零件原有尺寸上缩小一定的间隙,来设计阴极。
根据不同的加工方式可以有不同的加工间隙,这里取加工间隙为0.5mm。
对于流场的设计,根据零件的特点采用侧流式加工,在流场设计时还要确定电解液流速和进口压力。
另外,流场的设计要均匀,均匀性是指加工面上各处流量充足、均匀,不发生流线相交和其他流场缺陷——如空穴现象、分离现象等。
另外,工装的设计要保证良好的密封性。
通过设计电解加工工装加工高温合金零件比机械切削加工省时省力,与机械切削加工相比电解加工的表面质量好,且加工范围广,没有切削应力。
关键词:电解加工;阴极设计;流场;工装High temperature alloy parts electrochemical machiningtooling designAbstractElectrochemical machining is also called electrochemical machining, metal wor- kpiece in the electrolyte is an anodic dissolution process. Electrochemical machining of difficult-to-machine materials can, with parts of complex shape can be a forming, and with good surface quality, high productivity, tool wear, cutting stress, plays an important role in manufacturing. Paper through the analysis of high temperature alloy parts, design a set of electrochemical machining tools. Electrochemical machining fixtures including the design of the cathode flow field calculation, design calculation and the positioning parts. Cathode design based on the principle of distribution of intermittent, reduced a certain gap on the parts in the original size, to design the cat- hode. According to the different processing methods can have different process- sing clearance, here take machining gap is 0.5 mm. To the design of the flow field, accor- ding to the characteristics of the parts with side flow processing, even when in the flow field design to determine the electrolyte flow rate and inlet pressure. In addition, the design of the flow field to uniform and adequate flow throughout uniformity refers to processing surface, uniform, not line intersect and other defects, such as cavitation flow field and separation phenomenon, etc. In addition, the tooling design to ensure good sealing. Through electrochemical machining tooling design than mechanical machining time, high temperature alloy parts compared with mechanical machining electrolytic machining surface quality is good, and the processing range is wide, no cutting stress.Key Words: Electrochemical machining; The cathode design; The flow field; tooling目录1绪论 (1)1.1 电解加工的原理 (1)1.2 电解加工的特点及分类 (3)1.3 电解加工的应用及研究现状 (5)1.4本课题主要研究的目的、意义以及重点和难点 (6)1.5电解加工的研究方法以及电解加工新技术 (8)1.6 电解加工的设备以及工艺发展 (8)2 高温合金零件电解加工阴极的设计与计算 (10)2.1 电解加工成型规律的研究 (10)2.2 电解加工阴极设计的方法 (10)2.3 高温合金零件阴极的设计与计算 (12)2.4 阴极设计的二维图与三维图 (15)3 高温合金零件电解加工的流场设计 (17)3.1电解液的流动形式 (17)3.2 电解液流速和进口压力的确定 (18)3.2.1 电解液流速的确定 (18)3.2.2电解液压力的确定 (20)3.3 流场均匀性的设计 (21)4 高温合金零件电解加工工装的设计以及总体工装夹具 (23)4.1电解加工工装的功能及特殊要求 (23)4.2高温合金零件阴极的定位与连接 (24)4.3高温合金零件电解加工底座的设计 (24)4.4 阴极连接杆的设计 (25)4.5 电解加工工装的特殊技术要求 (26)4.6 电解加工的导流和导电方式 (26)4.7 高温合金零件电解加工的总体设计及工作过程 (27)5 结论 (30)5.1 总结 (30)5.2 体会 (31)参考文献 (32)致谢 (33)如需要完整文档及cad图等其他文件,请加球球:一九八五六三九七五五1 绪论1 绪论1.1 电解加工的原理电解加工(Electrochemical machining,ECM)作为机械加工的的补充手段走过了半个世纪。
电解加工的基本原理是电化学阳极溶解,而这一电化学过程又是建立在电解加工间隙中特定的电场、流场分布的基础上的,故电场理论、流场理论以及电化学阳极溶解理论构成了研究电解加工工艺的三大基础理论。
[2]电解加工以其在难切削材料、复杂形状的零件加工中体现出的特殊优点,较好的适应了军事工业中若干重要关键产品的特殊需要,首先成为军工生产中不可缺少的重要手段和关键技术,在工业发达国家中获得了较好的应用效果,而我国则是世界上应用电解加工最多的国家只一。
电解加工又称电化学加工,是金属工件在电解液中发生阳极溶解的一种加工过程。
电解加工是利用金属在电解液中的电化学阳极溶解原理,目的是获得具有一定尺寸精度的零件。
电解加工是一种在高压力、高流速条件下进行的电化学过程。
电解加工区别于一般电化学加工的关键就在于电解液的高速流动,加工时,工件接电源的正负,工具接电源的负极,按照一般电化学过程,在电解液不流动或流速也很小时,电流也很小,只有当极简距小于0.05mm~1.0mm,在高速流动(流速大于5m/s)的电解液中电流才会随间隙的减小显著增加。
[1]电解加工的基本原理是电化学阳极溶解,如图1.1所示。
此种加工技术要求被加工的工件必须为导电材料,工具通常为紫铜、黄铜或不锈钢材料。
加工时,(a)加工开始(b)加工终了1—电解加工电源;2—工具阴极;3—工件阳极;4—电解液图1.1 电解加工原理简图工件接电源正极,工具接电源负极,电源电压通常为5V~20V,加工电流密度为10A/cm2~500A/cm2。
工具电极向工件低速进给,使阴极和阳极之间保持较小的加工间隙0.05~1.0mm,同时,使具有一定压力0.5MP~2.5MPa的电解液从间隙中流过,这时阳极工件的金属材料被逐渐溶解,电解产物被高速流动的电解液带走,从而将工件加工成型。
[1]电解加工作为一种加工工艺方法,我们不仅要关心其加工原理,而且在实践上更关心其加工过程中工件尺寸、形状以及被加工表面质量的变化规律。
而既能够定性分析、又能够定量计算,可以深刻揭示电解加工工艺规律的基本定律就是法拉第定律。
法拉第定律包含以下两项内容:(1)在电极的两项界面处(如金属/溶液界面上)发生电化学反应的物质质量与通过其界面上的电量成正比。
此称法拉第第一定律。
(2)在电极上溶解或析出一克当量任何物质所需的电量是一样的,与该物质的本性无关。
此称法拉第第二定律。
根据电极上溶解或析出一克当量物质在两相界面上电子得失量的计算,对任何物质这一特定的电量均视为常数,称为法拉第常数,记为F。
F≈96500(A·s/mol)≈1608.3(A·min/mol)对于电解加工如果阳极只发生确定原子价的金属溶解而没有其他物质析出。
则根据法拉第第一定律,阳极溶解的金属质量为M=kQ=klt (1.1)式中M—阳极溶解的金属质量(g);K—单位电量溶解的元素质量,称为元素的质量电化当量(g/A·s或g/A·min)Q—通过两相界面的电量(A·s或A·min);I—电流强度(A);t—电流通过的时间(s或min)。
电解加工的成型过程及相关要求:基于电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形状和尺寸加工成型的一种工艺方法称为电解加工。
其加工系统如图1.2所示,基本够成与电解池相同。
但为了能实现尺寸、形状加工,还必须具备下列特定工艺条件:(1)工件阳极和工具阴极(大多为成型工具阴极)间保持很小的间隙(称作加工间隙),一般在0.1~1mm范围内。