CNC刀具介绍
- 格式:ppt
- 大小:3.27 MB
- 文档页数:73

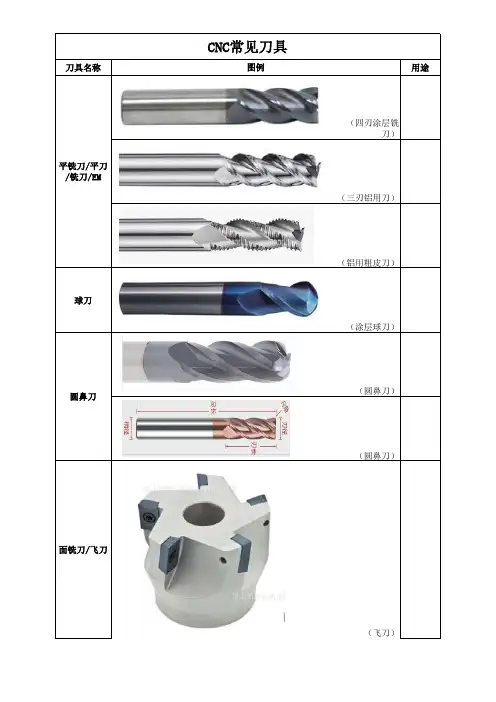
刀具名称用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)CNC常见刀具
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀图例(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)倒角刀
T型刀/槽铣刀
锥度铣刀
燕尾刀(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀/R刀(内R刀)钻头/Drill
中心钻(直槽丝攻)(螺旋丝攻)(先端丝攻)(挤压丝攻)
(雕刻刀)右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀

cnc刀具工艺知识点总结
在CNC加工过程中,刀具是非常重要的一环。刀具的选择、使用和维护对加工质量和效率有着关键的影响。本文将就CNC刀具工艺的一些知识点进行总结,包括刀具材料、刀具类型、刀具几何参数、刀具涂层、刀具的选择和刀具的维护等方面的内容。
一、刀具材料
刀具材料的选择直接影响到刀具的使用寿命和加工效率。常见的刀具材料有高速钢、硬质合金、陶瓷刀具等。
1. 高速钢刀具
高速钢是一种适用于切削金属材料的经典刀具材料。它具有良好的耐磨性和切削性能,适用于一般的金属加工。然而,高速钢的耐热性较差,不适用于高速切削等要求较高的加工场合。
2. 硬质合金刀具
硬质合金刀具是由硬质合金刀片和刀具体连接部分组成的。硬质合金刀片具有优秀的硬度和耐热性能,因此适用于高速切削和深孔加工等工艺。硬质合金刀具是现代CNC加工中使用最广泛的一种刀具。
3. 陶瓷刀具
陶瓷刀具主要由氧化物和碳化物等材料制成,具有高硬度、优异的热稳定性和耐磨性,适用于高速切削和高温加工等要求较高的加工情况。
二、刀具类型
根据刀具的结构和用途,可以将刀具分为整体刀具和复合刀具、车削刀具、钻削刀具、铣削刀具、切槽刀具等多种类型。下面将分别介绍一些常见的刀具类型。
1. 整体刀具
整体刀具是将刀杆和刀片整体制造成型的刀具,一般用于一般的车削、铣削、镗削等加工。
2. 复合刀具
复合刀具是将不同种类的刀片整合在一起的刀具,一般用于复杂的加工情况,如加工轮毂等。
3. 车削刀具
车削刀具是专门用于车削加工的刀具,主要包括外圆刀具、内圆刀具、切螺纹刀具等。 4. 钻削刀具
钻削刀具是专门用于钻孔加工的刀具,主要包括中心钻、旋转钻、铰刀等。
5. 铣削刀具
铣削刀具是专门用于铣削加工的刀具,主要包括立铣刀、面铣刀、滚齿刨刀等。
6. 切槽刀具
切槽刀具是专门用于切槽加工的刀具,主要包括立式切槽刀、侧面切槽刀等。
三、刀具几何参数
刀具的几何参数是刀具设计的关键要素,直接影响着刀具的切削性能和加工质量。主要包括刀尖半径、刀身倾角、主偏角、切削刃倾角等。
CNC刀具
数控工具系统
1.数控加工常用刀具的种类及特点
数控加工刀具必须适应敦控机床毫速、高效和自动化程度高的特点,一般应包括通用刀
具、通用连接刀柄及少量专用刀柄。刀柄要连接刀具并装在机床动力头上,因此已逐渐标准
化和系列化。
2.数控加工刀具的分类
数控加工刀具按不同的分类方法可分成以下几类。
(l)按刀具结构分类
1)整体式 由整块材料磨制而成。使用时根据不同用途将切削部分磨成所需形状。其
优点是结构简单,使用方便、可靠,更换迅速。
2)镶嵌式 分为焊接式和机夹式。机夹式又可根据刀体结构的不同,分为不转位刀具
a)整体式刀具 b)焊刃式钨钢铣刀 c)减振式刀具 d)机夹式刀具
e)内冷合金钻头 f)复合孔加工刀具 g)复合饺刀
3)减振式 当刀具的工作长度与直径比大于4时,为了减小刀具的振动,提高加工精
度,应该采用特殊结构的刀具。这种刀具主要应用在镗孔加工上。
4)内冷式 刀具的切削液通过机床主轴或刀盘流到刀体内部,并从喷孔喷射到刀具切
削刃部位。
5)特殊式 特殊型刀具有可逆攻螺纹刀具、复合刀具等。
现代数控机床的刀具主要采用整体硬质合金或不重磨机夹可转位刀具。
(2)按制造材料分类
1)高速钢刀具 高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和热硬性
较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。高速钢刀具使用
前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。
2)硬质合金刀具 硬质合金刀片切削性能优异,在数控车削中被广泛使用。硬质合金
刀片有标准规格系列产品,具体技术参数和切削性能
由刀具生产厂家提供。
硬质合金刀片按国际标准分为三大类:P类,M类,K类。
P类——适于加工钢、长属可锻铸铁(相当于我国的YT类)。
M类——适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的
Y W类)。

端部直径刀柄直径最大刀长最大有效最大总长刀具形状常用转速常用进给刀间距最深每层刀具形状常用转速常用进给刀间距最深每层总长刀具形状常用转速常用进给刀间距
¢1d42250E130001000.050.05R0.530001000.050.05D1R0.230001000.05
¢1.5d43350E1.529002000.060.075R0.7530002000.060.075D1.5R0.330002000.06
¢2d47750E228003000.070.1R130003000.070.1D2R0.230005000.07
¢2.5d47750E2.527004000.080.15R1.2530004000.080.150.08
¢3d49950E326005000.10.2R1.530005000.10.2D3R0.530007000.1
¢4d4121250E425006000.120.3R230006000.120.3D4R0.530008000.12
¢5d6151550E524008000.130.4R2.530008000.130.40.13
¢6d6151550E6220010000.150.5R3300010000.150.5D6R0.5300010000.15
¢8d8202060E8200015000.20.5R4300012000.20.5D8R0.5300015000.2
¢10d1025<55>75<155>75<155>E10150012000.250.5R5300015000.250.5D10R0.5300015000.25
¢12d1230<55>75<155>75<155>E1212008000.30.5R6300016000.30.5D12R0.4300015000.3
¢16d1640<65>95<130>95<130>E164002000.41R8300018000.40.4150D16R0.4300015000.4