J013_车门内护板设计规范标准
- 格式:doc
- 大小:3.99 MB
- 文档页数:15
J013_车门内护板设计规范标准Q/XRFxxxxx公司Q/XRF-J013-2015xxxx车门内护板设计规范编制:日期:校对:日期:审核:日期:批准:日期:2015-03-15发布2015-03-15实施xxxxx公司发布前言随着汽车工业的日新月异,人们对汽车内饰的追求也在不断提高。
作为汽车内饰重要的组成部分—车门内饰板,舒适性、可靠性、美观性越来越成为人们追求的目标。
对车门内护板的正确设计,将会给试制、批量生产、整车商品性带来事半功倍的效果。
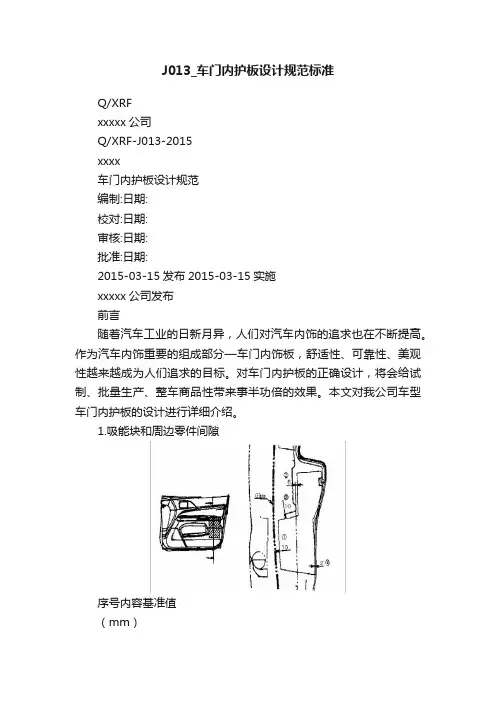
本文对我公司车型车门内护板的设计进行详细介绍。
1.吸能块和周边零件间隙序号内容基准值(mm)1 与车窗玻璃的间隙102 与车门内板便面的间隙 53 与车门内板孔的间隙104 与车门内饰的间隙 22.内扣手的设定标准3.M/W 调节器手柄设定标准序号内容基准值(mm )参考 1 I/S 扣手长度<685 最大限度760mm 2 从OPONING 开始的位置>480 最小限度420mm3 竖立把手开始位置 120~1404 扣手盖板周围间隙(前后方向)2 5 扣手盖板周围搭接量 1 6 扣手盖板周围间隙(上下方向)3 7扣手盖板周围间隙(上下方向)24.电动控制钮的设定标准序号内容基准值(mm )参考 1 调节器手柄的长度<670 2 从乘坐参考点开始到扣手中心高度>1303 与车门储物盒的距离>1604 与肘靠的距离>90 4与肘靠的距离>60应用参考手册表面高度 5 与仪表板的距离>1306从坐姿的距离参照左图5.肘靠的设定标准序号内容基准值(mm )参考1 对应室内冲击必要条件的场合>2 in 纵面倾斜15°以内 2对应室内内部突出物必要条件的场合>R3.5适合范围清参考上图*1 推荐高度=(0.6+30)+SEAT BACK ANGLE修正值±10上限高度=0.6d+50 下限高度=0.6d1 电动控制钮的长度 625~7252 从把手开始的距离>1403 从把手开始的角度<18 4 前后倾斜角0~10° 前面提升至10° 5左右倾斜角0~5° ARM 表面高度6与内饰表面的距离≥25序号内容基准值(mm)参考1 肘靠上面的高度(H)根据*1计算式从SRP(JM50%)开始2 肘靠长度(SRP的前侧)170±20 SRP(JM50%)3 同上(SRP的后侧)110±20 同上4 ARMREST上面的前后倾斜5~6度5 ARMREST上面的左右倾斜0~5度6 ARMREST上面的宽度>707 室内冲击吸收方式侧面宽度15 θ3<15°6.缝隙间的设定标准序号内容基准值(mm)参考1 与仪表板的缝隙 52 视觉补正上图参考3 与SASH的缝隙 24 与UPPER和LOWER的搭接尺上图参考寸序号内容基准值(mm)参考1 车门内饰与B柱装饰件的间隙 5 水平方向2 车门内饰与B柱装饰件的间隙 5 车副方向3 抽取倾斜角10度54 车门内板的突出部分与内饰的间隔注意:2.从OPNING的缝隙不应该看见车体的颜色7.操作性的设定标准序号内容基准值1 拖拽把盒水平把手区域:R1 <5002 拖拽把盒水平把手区域:R2 >4003 拖拽把盒水平把手区域:R3 <4004 拖拽把盒水平把手区域:R4 <10005 纵把手区域:R1 <5206 纵把手区域:R2 400~5007 纵把手区域:R3 <10008 纵把手高度:H 200~270 9 纵把手区域:R3 68~78度序号内容基准值(mm)参考1 车门内饰与座椅坐垫的缝隙>60 极限值50mm2 车门内饰与储物盒之间的缝西>55 极限值40mm3 门在打开情况下的乘降空间>3004 座椅靠背与扶手的间隙>255 座椅操作杆操作空间>408.扬声器网格的设定标准序号内容基准值(mm)参考1 网格部位的开口率40%2 网格部位的开口率(TWEETER)50% 高音用9.踏板照明的设定标准序号内容基准值(mm)参考1 开启门的可视角度15度2 脚下的可视性(着地点亮光度)3L3 脚下的可视范围上图参考10.乘车性的设定标准序号内容基准值(mm)参考1 从SRP到前车门内饰的距离310~360 极限值290mm2 从SRP到后车门内饰的距离330~380 极限值310mm3 玻璃升降器摇把与膝盖的关系上图参照11.拖拽把手的设定标准序号内容基准值(mm)参考1 把手部位的长度100~1202 把手部位的宽度30~403 手抠(BOX)部位的深度>554 把手部位的粗度:h 25~354 把手部位的粗度:b 20~255 手抠(BOX)部位的角度-8度极限值13度6 拖拽把手的位置50~1507 把手部位的刚性6kg12.纵把手的设定标准序号内容基准值(mm)参考1 从SRP到把手的距离350±502 角度60~70度3 把手部位的粗度20~254 有效长度>1105 到玻璃升降器摇把的距>90 离6 P/W控制钮间隔的距离>807 从把手区域<52013.储物盒的设定标准序号内容基准值(mm)参考1 宽(尽可能做大)40 地图的厚度+52 高度100 EU:703 长度320 地图长度+104 地图收纳状态上图参照1:加强筋一般布置5~6根,筋厚0.5mm2:在有加强筋区域内可以适当的增加料厚0.3~0.4mmLD DOOR TRIMCOPOLLA DOOR TRIMXD DOOR TRIMRS FACE LIFT DOOR TRIMBL DOOR TRIMGQ DOOR TRIM14.车用密封条操作指南车用3M胶1.概述本操作指南适用于用压敏胶带把橡胶密封条装配到汽车和卡车的操作工艺。
1.1 设计标准1.1.1 相关的标准、规范:(包括不限于此)GB/T 19835-2015 《自限温伴热带》GB03s401 《管道和设备保温、防结露及电伴热》GB502(54-59)-96 《电气装置安装工程施工及验收规范》GB50170-92 《1KV 及以下配线工程施工及验收规范》GB60171-20 《盘柜及二次回路结线施工及验收规范》GB50168-92 《电缆线路施工及验收规范》GB2423 《电工电子产品基本环境试验规程》GB6833 《电子测量仪器电磁兼容性试验规范》IEC—800 《国际电工委员会标准》IEC—62395-1 2013 《工业和商业用电阻式伴热系统第一部分:通用和实验要求》GB311-2012 《高压输变电设备的绝缘配合》GB 14048.2 低压开关设备和控制设备- 低压断路器GB/T 2900.10-2013 《电工术语电缆》GB/T 2900.23-2008 电工术语工业电热装置GB/T 3956-2008 《电缆的导体》GB/T 2951-2008 《电缆和光缆绝缘和护套材料通用试验方法》GB/T 2952-2008 《电缆外护套》GB 14048.1-2012 《低压开关设备和控制设备第1部分:总则》GB 14048.2-2008 《低压开关设备和控制设备第2部分:断路器》GB14048.3-2008 《低压开关设备和控制设备第3部分: 开关、隔离器、隔离开关以及熔断器组合电器》如使用上述以外的标准和规范时,应加以说明。
1.2 管道电伴热设置范围无采暖区域的消防管道和生活给水管道,管道维持温度为 5℃。
1.3 基本要求1.3 . 1电伴热系统供货范围包括发热电缆及附件(不锈钢扎带、高温纤维胶带、温控探头、温度控制器、电源接线盒、两通、三通、尾端等)、并负责安装调试。
投标者应对所投产品的结构、技术特性、制作工艺、相关参数、执行的技术标准给予详细的描述和说明。
T28Q丹阳盛吉瑞汽车配件有限公司企业标准Q/321181 JYJ 001-2013 车门内饰板技术规范2013-06-30发布2013-07-01实施丹阳盛吉瑞汽车配件有限公司发布前言本标准是根据有关国家标准和行业标准制定的。
在确定车门内饰板各项性能时,针对不同产品市场定位及成本控制的需要,进行了差别化确定。
本标准由丹阳盛吉瑞汽车配件有限公司技术部提出;本标准由公司负责起草;本标准主要起草人:吴堂军、顾炳宏、张理想;本标准于2013年06月30日由顾俊批准;本标准于2013年07月01日首次发布;本标准所代替标准的历次版本发布情况。
车门内饰板1 范围本标准规定了汽车车门内饰板的技术要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于汽车车门内饰板。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本下列文件(包括所有的修改单)适用于本文件。
GB8410-2006 《汽车内饰材料的燃烧特性》QC/T15-1992(2005) 《汽车塑料制品通用试验方法》Q/FT A001-2009 《汽车产品车门内饰板技术条件》CL03.189-2006 《技术协议》3 定义和术语3.1 燃烧速度按本标准规定测得的燃烧距离与燃烧此距离所用时间的比值,单位为毫米每分钟(mm/min)4 要求4.1 一般要求产品应符合本标准要求,并按照规定程序批准的图样和技术文件制造。
4.2 外形及安装尺寸产品的外形、安装尺寸符合订货方所同意的图样和技术文件的要求。
4.3 外观质量产品表面应无变形、缩瘪、划伤、斑点、飞边、色差等缺陷;颜色符合色板要求。
4.4 耐温度性能产品经5.3高温与低温试验后,不得有龟裂、剥离、溶胀、变形、松动脱落等现象。
4.5 耐温度交变性能产品经5.4 条款3次冷热循环试验后不得有龟裂、剥离、发粘、开裂等现象。
门内饰板总成设计规范R&D-CS-6102-001-2010门内饰板总成设计规范1 范围1.1 本规范适用于车门内饰板总成设计。
1.2 本规范适用于所有车。
2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB 8410-2006 汽车内饰材料燃烧特性GB 11552-1999 轿车内部凸出物3 术语PP:聚已稀PVC:聚氯乙烯PU:聚氨酯4目标性能4.1门内饰板的主要功能是包覆金属门板,提供优美外观,并满足人机工程、舒适性、功能性和方便性等要求;为满足更多的储物功能,设置地图袋、卡片夹、烟灰盒等;在侧撞时提供适当的吸能保护,对车外噪声提供屏蔽作用;4.2符合GB 8410-2006汽车内材料的燃烧特性;4.3满足GB 11552-1999轿车内部凸出物法规要求5门内饰板总成组成门内饰板本体、上饰板、嵌饰条、储物袋、扶肘、拉手盒(盖)、门脚灯盖板及吸音绵等6 设计方法6.1 结构设计6.1.1门内饰板本体本体又称基板或门饰板骨架,是联接和安装门内饰板系统中其他功能件和装饰件的载体,应设计有定位和紧固系统使整个门饰板安装到钣金上。
本体要有足够的强度和刚度保持门饰板的形状,需有布置合理R&D-CS-6102-001-2010的紧固点位置和设计合理的紧固件使安装时插入力小而拔出力大,还必须留有一定的变形空间起到以达到乘员保护的目的。
6.1.2上饰板有硬质和软质两类。
硬质上饰板可单独分块,无造型或材料特殊要求也可与本体合为一个零件;软质上饰板通常由表皮、发泡层和骨架三部分组成。
上饰板与骨架通过孔销定位,用焊接或螺钉方式连接。
6.1.3嵌饰板嵌饰板用以提供手肘倚靠,以软质为多,分层结构由表皮(面料、革或真皮)、发泡层和骨架三部分组成。
编号代替密级商密×级▲汽车工程研究院设计技术规范车门内饰板设计规范2005-01-22制订 2005-11-22发布前言汽车的自主开发是中国汽车业健康发展的必经之路。
在汽车自主开发设计中,内外饰设计占有及其重要的位置,特别是车门内饰板设计。
在此,特编写此规范——《车门内饰板设计规范》,希望对坚持走自主开发之路的新生力量的快速成长能起到一定帮助,也希望对各位设计人员能有一定帮助。
本规范尚有许多不足之处,需要我们在实际操作中进一步完善和补充,希望大家能给予指正。
本规范由汽车工程研究院车身所负责起草;本规范由汽车工程研究院项目处进行管理和解释;本规范主要起草人员:编制:校核:审定:批准:本规范的版本记录和版本号变动及修订记录车门内饰板设计规范一、适用范围本规范规定了轿车车门内饰板在开发设计过程中应遵守一些要求和标准,规定了车门内饰板开发的一般过程、材料的选择、车门内饰板的分块、结构等。
本规范适用于M1、N1类车辆。
二、专业术语三维坐标系:指汽车制造厂在最初设计阶段确定的由三个正交的基准平面组成的系统。
三个基准平面如下:X基准平面——垂直于Y基准平面的铅垂面,通常规定通过左右前轮中心;Y基准平面——汽车纵向对称平面;Z基准平面——垂直于Y和X基准平面的水平面。
R点:汽车制造厂规定的基准点,该点具有及车辆结构相关的固定的坐标,对应于驾驶员座位在正常的最低及最后位置时的躯干和大腿旋转点(H点)的理论位置,或各座位在车辆制造厂规定的使用位置时的H点理论位置。
三、车门内饰板总成的组成车门内饰板总成通用组成件见表一,根据造形的不同、所开发车的档次不同和所选用的生产工艺的不同等,车门内饰板总成组成会有所不同,车门内饰板总成各部件间主要是采用焊接、螺钉或者卡接结构连接成整体。
表一:下图是以本公司前车门内饰板总成为例介绍门的组成:车门锁止按钮套圈车门内开手柄总成六、车门内饰板总成各部件设计要求 :1、吸能块设计要求此件根据法规要求而设计(法规需要),多采用热熔胶及门板本粘接,一般情况下为、发泡,发泡倍数协商;以下是其设计及周边配合要求: 编号 内 容 基准值 备注① 及车窗玻璃的间隙 10 ② 及车门内板表面的间隙 5 ③ 及车门内板孔的间隙 10 ④及车门内饰的间隙2门内饰杂物盒(包含扬声器孔盖) 车门内拉手(包含车门控制开关)门内饰板主体(包含扶手)门内饰板上部装饰板杂物盒盖板2、内开扳手框的设计要求内开扳手框,是一个覆盖于门板上、套在内开扳手的装饰件,多采用材料加工;它在门板总成上的位置随内开扳手而确定,一般采用螺钉联接及卡挂在内开扳手座上两种方式固定(均需要设计相的卡挂结构及门板本体固定),下表是其设计的边界要求:⑨编号内容基准值备注①扣手度<685最大限度760②从开始的位置>480最小限度420③及竖立把手开始位置120~1402④内开扳手框周围及对手件的间隙(前后方向)⑤内开扳手框周围及对手件的3搭接量(前后方向)⑥内开扳手框周围及对手件的1间隙(上下方向)3、摇窗机手柄设计要求摇窗机手柄总长度一般设计为120左右,多数情况下借用参考车件,需配合升降玻璃扭矩校核;下表是其设计的边界要求:⑦及座椅垫的距离参照图B手柄臂背面及门板距7⑧离0.3手柄臂背面及门板平⑨行度要求4、电动控制钮的布置设计要求编号内容基准值备注625~715①电动控制钮前端布置及人体模型肩部转点要求②从把手开始的距离>140③从把手开始的角度<18°④前后倾斜角0~10°前面提升至10°⑤左右倾斜角0~5°扶手表面⑥及内饰表面的距离≥255、肘靠的设计要求⑴肘靠也叫扶手,分独立加工和及门板本体一体加工两种方式,独立加工件分纯注塑、覆表皮或面料(低压注塑或包覆)、塘塑、聚胺脂发泡等类型;及门板一体成型多采用压制和低压注塑两种成型方式,这两种均需要覆面料或表皮,同时需在肘靠处表皮下增加泡沫垫或成型软垫。
江苏九龙汽车制造有限公司企业标准Q/HKL J203.07-2009车门内护板、立柱技术标准2009-08-10 发布2009-08-16 实施江苏九龙汽车制造有限公司发布前言本标准由江苏九龙汽车制造有限公司提出。
本标准由江苏九龙汽车制造有限公司汽车研究所负责归口管理。
本标准起草单位:江苏九龙汽车制造有限公司技术中心。
本标准主要起草人:欧阳光、董钊志、张行峰、尚勇本标准于2009年8月16日实施。
车门内护板、立柱技术标准1范围本标准适用汽车车门内护板、立柱产品。
2寸法、材料等要求2.1图纸寸法是温度20±2℃、相对湿度65±2%的检测数值。
2.2图纸未指示寸法满足下表(表1)表1寸法区分公差角度公差5 以下±0.15±0.5>5≦20±0.2±1>20≦45±0.3±2>45≦70±0.4±5>70≦100±0.5±7>100≦200±0.7±10>200≦350±1.1±20>350≦500±1.5±30>500≦800±2.2±40>800≦1200±2.7±50>1200≦2000±3.0±100 2.3色差△E(△a, △b, △L)3法规适用(表2)表2法规国家⑴ FMVSS 303项「难燃性」北美、日本⑵ GS 42 项「难燃性」中东⑶ ISO 3795 「难燃性」国际⑷ GB 8410 「难燃性」中国⑸ EEC 78/632 「内部突起」欧州4部品性能(表3)表3项目确认方法判定基准阻燃性※按GB/T 8410-2006要求进行。
≦100mm/min气味性随机准备3块( 50±5) cm2大小的试验样件,把该样本放入一个1升的玻璃烧杯中(80±2)℃;2小时,取出样本后,回冷到实验室温度(60±2)℃,进行鉴定。

Q/XRFxxxxx公司Q/XRF-J013-2015xxxx车门内护板设计规范编制:日期:校对:日期:审核:日期:批准:日期:2015-03-15发布 2015-03-15实施xxxxx公司发布前言随着汽车工业的日新月异,人们对汽车内饰的追求也在不断提高。
作为汽车内饰重要的组成部分—车门内饰板,舒适性、可靠性、美观性越来越成为人们追求的目标。
对车门内护板的正确设计,将会给试制、批量生产、整车商品性带来事半功倍的效果。
本文对我公司车型车门内护板的设计进行详细介绍。
1.吸能块和周边零件间隙序号内容基准值(mm)1 与车窗玻璃的间隙102 与车门内板便面的间隙 53 与车门内板孔的间隙104 与车门内饰的间隙 22.内扣手的设定标准3.M/W 调节器手柄设定标准序号 内容 基准值(mm ) 参考1 I/S 扣手长度 <685 最大限度760mm2 从OPONING 开始的位置 >480最小限度420mm3 竖立把手开始位置120~140 4 扣手盖板周围间隙(前后方向)2 5 扣手盖板周围搭接量1 6 扣手盖板周围间隙(上下方向)3 7扣手盖板周围间隙(上下方向)24.电动控制钮的设定标准序号内容 基准值(mm ) 参考 1 调节器手柄的长度<6702 从乘坐参考点开始到扣手中心高度>1303 与车门储物盒的距离>160 4 与肘靠的距离 >904 与肘靠的距离>60应用参考手册表面高度 5 与仪表板的距离>1306 从坐姿的距离参照左图5.肘靠的设定标准序号 内容基准值(mm ) 参考1 对应室内冲击必要条件的场合>2 in 纵面倾斜15°以内2对应室内内部突出物必要条件的场合>R3.5适合范围清参考上图*1 推荐高度=(0.6+30)+SEAT BACK ANGLE修正值±10上限高度=0.6d+50 下限高度=0.6d1 电动控制钮的长度 625~7252 从把手开始的距离 >1403 从把手开始的角度<184 前后倾斜角 0~10° 前面提升至10°5 左右倾斜角 0~5° ARM 表面高度6 与内饰表面的距离 ≥25序号内容基准值(mm)参考1 肘靠上面的高度(H)根据*1计算式从SRP(JM50%)开始2 肘靠长度(SRP的前侧)170±20 SRP(JM50%)3 同上(SRP的后侧)110±20 同上4 ARMREST上面的前后倾斜5~6度5 ARMREST上面的左右倾斜0~5度6 ARMREST上面的宽度>707 室内冲击吸收方式侧面宽度15 θ3<15°6.缝隙间的设定标准序号内容基准值(mm)参考1 与仪表板的缝隙 52 视觉补正上图参考3 与SASH的缝隙 24 与UPPER和LOWER的搭接尺寸上图参考序号内容基准值(mm)参考1 车门内饰与B柱装饰件的间隙 5 水平方向2 车门内饰与B柱装饰件的间隙 5 车副方向3 抽取倾斜角10度4 车门内板的突出部分与内饰的间5隔注意:2.从OPNING的缝隙不应该看见车体的颜色7.操作性的设定标准序号内容基准值1 拖拽把盒水平把手区域:R1 <5002 拖拽把盒水平把手区域:R2 >4003 拖拽把盒水平把手区域:R3 <4004 拖拽把盒水平把手区域:R4 <10005 纵把手区域:R1 <5206 纵把手区域:R2 400~5007 纵把手区域:R3 <10008 纵把手高度:H 200~2709 纵把手区域:R3 68~78度序号内容基准值(mm)参考1 车门内饰与座椅坐垫的缝隙>60 极限值50mm2 车门内饰与储物盒之间的缝西>55 极限值40mm3 门在打开情况下的乘降空间>3004 座椅靠背与扶手的间隙>255 座椅操作杆操作空间>408.扬声器网格的设定标准序号内容基准值(mm)参考1 网格部位的开口率40%2 网格部位的开口率(TWEETER)50% 高音用9.踏板照明的设定标准序号内容基准值(mm)参考1 开启门的可视角度15度2 脚下的可视性(着地点亮光度)3L3 脚下的可视范围上图参考10.乘车性的设定标准序号内容基准值(mm)参考1 从SRP到前车门内饰的距离310~360 极限值290mm2 从SRP到后车门内饰的距离330~380 极限值310mm3 玻璃升降器摇把与膝盖的关系上图参照11.拖拽把手的设定标准序号内容基准值(mm)参考1 把手部位的长度100~1202 把手部位的宽度30~403 手抠(BOX)部位的深度>554 把手部位的粗度:h 25~354 把手部位的粗度:b 20~255 手抠(BOX)部位的角度-8度极限值13度6 拖拽把手的位置50~1507 把手部位的刚性6kg12.纵把手的设定标准序号内容基准值(mm)参考1 从SRP到把手的距离350±502 角度60~70度3 把手部位的粗度20~254 有效长度>1105 到玻璃升降器摇把的距>90离6 P/W控制钮间隔的距离>807 从把手区域<52013.储物盒的设定标准序号内容基准值(mm)参考1 宽(尽可能做大)40 地图的厚度+52 高度100 EU:703 长度320 地图长度+104 地图收纳状态上图参照1:加强筋一般布置5~6根,筋厚0.5mm2:在有加强筋区域内可以适当的增加料厚0.3~0.4mmLD DOOR TRIMCOPOLLA DOOR TRIMXD DOOR TRIMRS FACE LIFT DOOR TRIMBL DOOR TRIMGQ DOOR TRIM14.车用密封条操作指南车用3M胶1.概述本操作指南适用于用压敏胶带把橡胶密封条装配到汽车和卡车的操作工艺。
可编辑修改精选全文完整版目录一、简要说明21.1.该局部综述21.2. 设计该产品的目的21.3.使用X围31.4.零件构成图3二、设计设想〔思想、理念〕42.2开展方向42.3 开发周期42.4 数据制作52.4.1 CAS阶段.52.4.1.1法规要求52.4.1.1.1内部凸出物要求52.4.1.1.2 燃烧特性要求62.4.1.2 人机工程的校核及功能件的布置62.4.1.2.1 INSIDE HANDLE 布置62.4.1.3 ARM REST布置72.4.1.4 WINDOW CRANK ASSY布置82.4.1.5 MAP POCKET布置82.4.1.6GRIP HANDLE布置82.4.1.7 REGULATOR HANDLE布置82.4.2 MATERIAL阶段.102.4.3 SECTION阶段.112.4.3.1 脱模方向的定义112.4.3.2 截面线位置的定义112.4.3.3 主截面线112.4.3.4 内开拉手的配合142.4.3.5 与内挡水条的配合152.4.3.6 与仪表板的配合182.4.3.7与立柱的配合182.4.3.8 与三角块的配合192.4.3.9 与保险手柄座的配合202.4.3工程面的制作202.4.3.1工程面的根本要求202.4.3.1工程面的运动校核212.4.4 FRAME阶段.222.5 失效问题库:25三各种加工工艺及优缺点的比照253.1 加工工艺253.1.1高压注塑工艺263.1.1低压注塑工艺263.1.2 吸塑273.1.2 .1阳模吸塑成型工艺273.1.2.2阴模吸塑成型工艺283.1.3聚氨酯〔PU喷涂〕283.1.4发泡与切割工艺293.1.5搪塑293.2各种表皮成型工艺和本钱综合比拟303.2.1价格比拟303.2.2阳模吸塑、阴模吸塑、搪塑综合比拟303.2.3 各成型工艺比拟313.2.4搪塑与PU喷涂工艺和本钱比拟31一、简要说明1.1.该局部综述该局部主要介绍门护板系统的设计开发流程、设计开发过程中应该注意的问题以及与其他相关零部件的关联性等,尤其是在门护板对整车内饰造型效果的影响程度方面,并介绍在设计中的一般设计概念的分析和确定。
汽车门内护板设计汽车车身内饰件大体可分为仪表板和副仪表板、地板护面、侧围护面、车门内饰、顶棚、后围护面、行李箱护面、座椅总成等几大部分。
门内护板则是车门内饰的主要结构件,主要有以下几大功能:1、它的立体艺术造型提高了汽车室内造型效果,给人以美感;2、使车门开关方便、支承肘腕,隔音、吸音、防尘、防水;3、采用触感好的非金属材料,提高乘坐舒适性,车辆冲撞时能吸收大量的碰撞能量,有效保护驾驶员和乘员的安全;4、结合其立体造型,还可设置杂物斗,为烟灰盒、门锁内手开手柄等功能部件提供固定条件。
一.车门内饰板简介§1.1分类和构成1.1.1 分类车门内饰板的分类,按不同诸元区划有不同的分类方法,按其自身结构、功能、适用的车型、档次等因素综合起来可分为:简单经济型、普通型、中高档型。
1.1.2结构1.1.2.1简单经济型这类门内饰板的特点是:结构简单,造型简洁,基本上是呈平面型,材料价格与制造工艺成本低廉,主要用于货车、客车、吉普车等车型。
其构成由:芯材、衬垫、蒙皮三部分,根据整车的具体配置要求,有芯材、芯材上加蒙皮或芯材与蒙皮之间夹一层衬垫等,组合使用。
(图3-7-12)芯材的材料:主要有纤维板、硬纸板、胶合板、塑料板、压延钢板等。
衬垫的材料:主要有聚氯乙烯无纺布、氯乙烯泡沫等。
蒙皮的材料:主要有聚氯乙烯革。
1.1.2.2普通型这类门内饰板的特点是:结构比较复杂,造型比较注重人体工程因素,选材比较讲究,加工设备比较复杂,总体上比较美观,主要用于普通型、中低档轿车。
其结构主要有:芯材、蒙皮、局部衬垫和装饰条等构成,这类车门内饰板有时下部还设有防护板,以提高饰板使用寿命和方便清洁芯材的材料:主要有注塑件、聚丙烯加填充料板材等。
蒙皮的材料:主要有织物、聚氯乙烯针泡革。
衬垫的材料:主要有海绵、较厚的聚氯乙烯无纺布、半硬质聚氨酯主要用于搁手部委。
饰条的材料:主要有聚氯乙烯、ABS、热融薄膜构成的复合材料。
1.1.2.3中高档型这类车门内饰板的特点是:结构复杂,造型与配置上充分考虑到舒适、安全、人体工程等因素,功能齐全,选材讲究,加工设备与制造工艺复杂,总体上美观中呈豪华。
汽车门护板产品设计要求及成型工艺摘要:当今中国的汽车产业日新月异,发展迅速,各企业间的竞争也越来越激烈,在汽车的设计中,汽车内部装潢品质成功地影响到一个汽车品牌的市场竞争力,消费者对于汽车内部装饰的需求也越来越大。
相对于外国的汽车设计而言,国内的汽车设计界还处在一个起步的时期,面对着不同的市场的需要。
越来越多的顾客对内部工艺精细的重视,例如;内饰间隙设计,面差设计,成型工艺的运用,也是各个公司的核心竞争力,各个环节都要追求精益求精,汽车门护板作为汽车重要组件之一,它的设计及其工艺发展也尤为关键。
关键词:面差、门护板、成形技术汽车门护板组件是安装在车门内侧面板上,起到遮盖车门内部金属的作用,为乘客带来便利;乘坐舒适的内部装配部件,当侧撞时,车门内部的合理的构造和形状可以降低乘客受伤。
除了门板主体之外,门内饰面板组件本身也组装了很多部件,其中主要有:中饰板、扶手板、车窗控制面板、拉手盒、内扣手总成、地图袋、扬声器罩、吸能块、吸音棉,与之相配的零件,包括:仪表板、车门钣金、车窗水切条等,因为门护板总成是一个集成化较高、装配工序较多,工艺多样的功能件和其舱内装饰外观件,其表面的皮纹和软包的颜色、触感都要符合设计要求,因此 CMF的定义尤为关键。
一、设计过程首先按整车工厂板材工艺和工艺规范的要求,根据汽车车型及其内部功能需要确定汽车门护板型号、颜色及其材料的选择。
再结合车门工程学设计要求,利用计算机辅助工程技术和数字化构建技术进行人机布局、展开并产生其相关的基本资料。
进而对产品的工程结构进行剖析,并将其与模具的分析、制造过程相联系,比如:搭接式结构布置与模具注射成型角度、分型线、包覆工艺等,使其具有可生产性、可装配性、合理性等特点。
进而进行软装部件的设计制造:基于产品的设计资料,研制用于非模具研发之前的快速校验方案,结合车辆外观整体设计理念、审核方案构造、装配及外观的合理性、可行性。
在此基础上可进行工装样件的研制,制作模具及其型芯、型腔。
Q/XRF
xxxxx公司
Q/XRF-J013-2015
xxxx
车门内护板设计规范
编制:日期:
校对:日期:
审核:日期:
批准:日期:
2015-03-15发布2015-03-15实施
xxxxx公司发布
前言
随着汽车工业的日新月异,人们对汽车内饰的追求也在不断提高。
作为汽车内饰重要的组成部分—车门内饰板,舒适性、可靠性、美观性越来越成为人们追求的目标。
对车门内护板的正确设计,将会给试制、批量生产、整车商品性带来事半功倍的效果。
本文对我公司车型车门内护板的设计进行详细介绍。
1.吸能块和周边零件间隙
序号内容基准值
(mm)
1 与车窗玻璃的间隙10
2 与车门内板便面的间隙 5
3 与车门内板孔的间隙10
4 与车门内饰的间隙 2
2.内扣手的设定标准
3.M/W 调节器手柄设定标准
序号 内容 基准值(mm )
参考 1 I/S 扣手长度 <685 最大限度760mm 2 从OPONING 开始的位置
>480 最小限度420mm
3 竖立把手开始位置 120~140
4 扣手盖板周围间隙(前后方向)
2 5 扣手盖板周围搭接量 1 6 扣手盖板周围间隙(上下方向)
3 7
扣手盖板周围间隙(上下方向)
2
4.电动控制钮的设定标准
序号 内容 基准值
(mm ) 参考 1 调节器手柄的长度 <670 2
从乘坐参考点开始到扣手中心高度 >130
3 与车门储物盒的距离 >160
4 与肘靠的距离 >90 4
与肘靠的距离
>60
应用参考手册表面高度 5 与仪表板的距离
>130
6
从坐姿的距离
参照左图
5.肘靠的设定标准
序号 内容
基准值(mm ) 参考
1 对应室内冲击必要条
件的场合 >2 in 纵面倾斜15°以内 2
对应室内内部突出物必要条件的场合
>R3.5
适合范围清参考上图
*1 推荐高度=(0.6+30)+SEAT BACK ANGLE
修正值±10
上限高度=0.6d+50 下限高度=0.6d
1 电动控制钮的长度 625~725
2 从把手开始的距离 >140
3 从把手开始的角度
<18 4 前后倾斜角 0~10° 前面提升至10° 5 左右倾斜角 0~5° ARM 表面高度
6
与内饰表面的距离
≥25
序号内容基准值(mm)参考
1 肘靠上面的高度(H)根据*1计算式从SRP(JM50%)开
始
2 肘靠长度(SRP的前侧)170±20 SRP(JM50%)
3 同上(SRP的后侧)110±20 同上
4 ARMREST上面的前后倾斜5~6度
5 ARMREST上面的左右倾斜0~5度
6 ARMREST上面的宽度>70
7 室内冲击吸收方式侧面宽度15 θ3<15°6.缝隙间的设定标准
序号内容基准值(mm)参考
1 与仪表板的缝隙 5
2 视觉补正上图参考
3 与SASH的缝隙 2
4 与UPPER和LOWER的搭接尺
上图参考
寸
序号内容基准值(mm)参考
1 车门内饰与B柱装饰件的间隙 5 水平方向
2 车门内饰与B柱装饰件的间隙 5 车副方向
3 抽取倾斜角10度
5
4 车门内板的突出部分与内饰的间
隔
注意:
2.从OPNING的缝隙不应该看见车体的颜色
7.操作性的设定标准
序号内容基准值
1 拖拽把盒水平把手区域:R1 <500
2 拖拽把盒水平把手区域:R2 >400
3 拖拽把盒水平把手区域:R3 <400
4 拖拽把盒水平把手区域:R4 <1000
5 纵把手区域:R1 <520
6 纵把手区域:R2 400~5
00
7 纵把手区域:R3 <1000
8 纵把手高度:H 200~2
70 9 纵把手区域:R3 68~78
度
序号内容基准值(mm)参考
1 车门内饰与座椅坐垫的缝隙>60 极限值
50mm
2 车门内饰与储物盒之间的缝西>55 极限值
40mm
3 门在打开情况下的乘降空间>300
4 座椅靠背与扶手的间隙>25
5 座椅操作杆操作空间>40
8.扬声器网格的设定标准
序号内容基准值(mm)参考
1 网格部位的开口率40%
2 网格部位的开口率(TWEETER)50% 高音用9.踏板照明的设定标准
序号内容基准值(mm)参考
1 开启门的可视角度15度
2 脚下的可视性(着地点亮光度)3L
3 脚下的可视范围上图参考
10.乘车性的设定标准
序号内容基准值(mm)参考
1 从SRP到前车门内饰的距离310~360 极限值
290mm
2 从SRP到后车门内饰的距离330~380 极限值
310mm
3 玻璃升降器摇把与膝盖的关系上图参照
11.拖拽把手的设定标准
序号内容基准值(mm)参考
1 把手部位的长度100~120
2 把手部位的宽度30~40
3 手抠(BOX)部位的深度>55
4 把手部位的粗度:h 25~35
4 把手部位的粗度:b 20~25
5 手抠(BOX)部位的角度-8度极限值13
度
6 拖拽把手的位置50~150
7 把手部位的刚性6kg
12.纵把手的设定标准
序号内容基准值(mm)参考
1 从SRP到把手的距离350±50
2 角度60~70度
3 把手部位的粗度20~25
4 有效长度>110
5 到玻璃升降器摇把的距>90
离
6 P/W控制钮间隔的距离>80
7 从把手区域<520
13.储物盒的设定标准
序号内容基准值(mm)参考
1 宽(尽可能做大)40 地图的厚度+5
2 高度100 EU:70
3 长度320 地图长度+10
4 地图收纳状态上图参照
1:加强筋一般布置5~6根,筋厚0.5mm
2:在有加强筋区域内可以适当的增加料厚0.3~0.4mm
LD DOOR TRIM
COPOLLA DOOR TRIM
XD DOOR TRIM
RS FACE LIFT DOOR TRIM
BL DOOR TRIM
GQ DOOR TRIM
14.车用密封条操作指南
车用3M胶
1.概述
本操作指南适用于用压敏胶带把橡胶密封条装配到汽车和卡车的操作工艺。
2.操作环境
操作环境应该比较清洁。
润滑油,空气中的尘埃,机油等可能污染密封条或是胶带的胶面,降低粘结的强度。
橡胶密封条应先于车门和车体配件之前在装配线上安装。
这样可以减少气动工具和操作人员手上的润滑油和机油污染。
3.车体表面
车体表面应用适当的溶剂清除污物,不留残余物。
通常使用50%的异丙醇水溶液清洁表面,溶液浓度不应低于50%,浓度越高越可以使表面清洁,水分挥发的越快。
注意:
1)使用无纤维脱落的干净无纺布来清洁表面,每小时更换一次。
2)使用过的抹布不要重复使用,因为可能沾上污物。
3)在清洁和装配密封条的两个工位之间,避免污染车体表面。
4)车身应完全干燥,可以用抹布擦干车身。
5)车身温度应该在23℃左右,低于16℃(60°F)不建议操作。
4.密封条的预处理
密封条的温度是关键问题,提高温度可以使操作更加容易。
1)加热后的密封条会很柔软、柔顺,使胶更容易浸润。
2)使用3M压敏胶的密封条不要求加热,提高温度可以使初粘力增大,去除附在表面的水分。
3)3M压敏胶的使用温度为16℃-43℃(60°F-110°F)。
5.密封条的装配
在剥离胶带的隔离纸后,立即装配密封条。
避免操作人员手上的机油,衣服上的纤维,空气中的灰尘污染,在操作中,避免手指接触胶带的胶面。
为了得到最佳的粘结强度,保证胶带对车体表面的完全浸润是重要的。
必须提供足够的压力,一般为2kg/c㎡(30psi)。
最有效和可靠的方法是同时完成粘贴和施压,可以减少操作失误,提高粘结的连续性。