快锻液压机
- 格式:wps
- 大小:157.00 KB
- 文档页数:3
第 28 卷 第 5 期 2011 年 10 月邢 台 职 业 技 术 学 院 学 报 Journal of Xingtai Polytechnic CollegeVol.28 No.5 Oct. 2011快锻液压机快锻控制方案设计及仿真研究李 楠,曹世超(邢台职业技术学院 电气工程系,河北 邢台 054035) 摘 要:快锻液压机由于活动横梁运动速度高,主控阀组必须进行频繁、快速的切换,且液压 机运动部分的惯性又相当大,所以往往引起剧烈的液压冲击和机械振动,严重影响液压机的运 行精度和使用寿命。
本文在研究其锻造曲线的基础上对快锻控制工序进行详细的分析,并进行 较全面的快锻 PLC 控制方案设计,利用 PLCSIM V5.4 SP3 软件进行仿真,仿真结果表明 PLC 快 锻控制方案可以达到液压系统的要求。
关键词:快锻液压机;锻造曲线;PLC;仿真 中图分类号:TG315.4 文献标识码:A 文章编号:1008—6129(2011)05—0088—03 一、引言 随着机械工业、国防工业以及航天工业的快 速发展,对优质合金钢、耐热合金钢的需求日益 增长,人们对自由锻件的锻造尺寸精度和生产效 率提出了越来越高的要求,因而对快锻液压机的 锻造速度和压下精度的要求也随之提高[1]。
尤其 是近年来随着信息技术和计算机技术的飞速发 展,人们对锻造液压机的自动化程度和快锻方式 下的控制精度要求越来越高。
这就势必要研制一 套适合快锻液压机的 PLC 控制方案, 使锻件尺寸 精度和锻造速度达到理想要求,从而缩短锻造时 间、节省钢材,获得更好的经济效益。
二、锻造曲线 快锻液压机控制的关键是设计拟合锻压过程 中的锻造曲线,使锻造曲线不因锻造过程负载工 况的不同而出现大的突变点,而且在上、下死点 减速达到平稳过渡。
理想的锻造曲线一般为正弦曲线。
目前,技 术水平最高的是德国潘克公司制造的正弦泵传动 系统,但由于其价格高、维护成本高,国内广泛 应用的是三级插装阀系统和以电液比例插装阀为 主的比例控制系统。
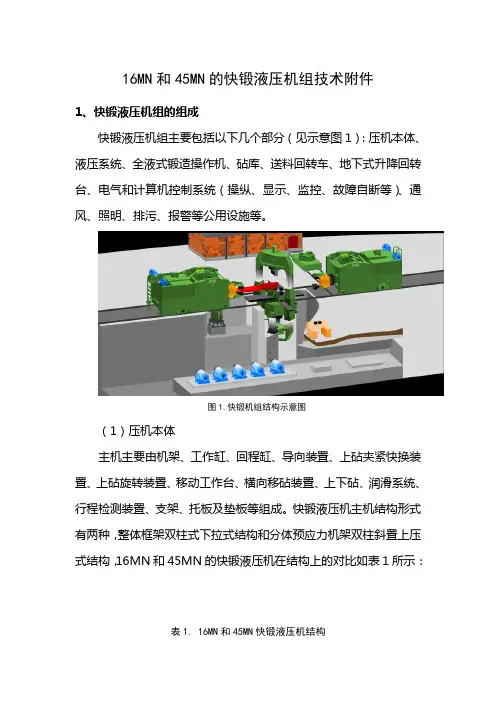
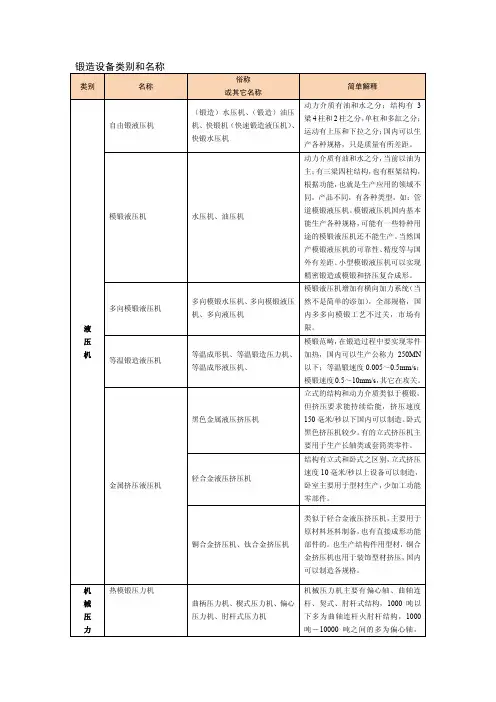
16MN和45MN的快锻液压机组技术附件1、快锻液压机组的组成快锻液压机组主要包括以下几个部分(见示意图1):压机本体、液压系统、全液式锻造操作机、砧库、送料回转车、地下式升降回转台、电气和计算机控制系统(操纵、显示、监控、故障自断等)、通风、照明、排污、报警等公用设施等。
图1.快锻机组结构示意图(1)压机本体主机主要由机架、工作缸、回程缸、导向装置、上砧夹紧快换装置、上砧旋转装置、移动工作台、横向移砧装置、上下砧、润滑系统、行程检测装置、支架、托板及垫板等组成。
快锻液压机主机结构形式有两种,整体框架双柱式下拉式结构和分体预应力机架双柱斜置上压式结构,16MN和45MN的快锻液压机在结构上的对比如表1所示:表1. 16MN和45MN快锻液压机结构(2)液压系统液压系统主要为快锻液压机工作提供动力源,是为压机吨位大,工作环境温度高,高压大流量,工作频次高,控制精度好,而且适应多种锻造程序和工艺需要,优化性能等条件而设计的。
系统采用油泵直接传动,伺服比例阀控方式。
快锻液压机液压系统主要由主泵系统、主控制系统、辅助控制系统、循环系统、控制系统、检测与排污装置等组成。
不同吨位的快段液压机组的液压系统在布置上有所区别,20MN以下,主泵台数较少,液压系统相对简单,全部布置在地面以下;25MN以上,主泵台数较多,液压系统复杂,全部布置在地面。
表2为16MN和45MN 快段液压机液压系统的基本组成及功能。
表2. 16MN和45MN快段液压机液压系统基本组成及功能(3)全液式锻造操作机全液式锻造操作机是配合主机完成锻造过程的主要辅助设备,主要通过其机械手夹钳所锻铸件,配合主机锻造。
全液式锻造操作机主要有无轨和有轨两种。
目前,国内尚无技术成熟的无轨锻造操作机,主要依靠进口。
国内主要是有轨锻造操作机。
无轨锻造操作机相对于有轨锻造操作机具有占地面机小、操作灵活的特点。
目前,无轨锻造操作机是兰州兰石重工新技术有限公司技术攻关项目。
电液锤、液压机、快锻机和精锻机各自的特点1 电液锤传统蒸汽锤、空气锤能源消耗大,据统计能源利用率不到2%。
为解决蒸汽锤、空气锤存在的问题,国外锻锤设计制造商加快了电液锤的研制步代,取得显著成效。
德国 Lasco公司是世界著名的锻锤制造商。
从电液锤发展历史来看,液压锤经历了从放油打击单动落锤(KH型,称为第1代产品)到放油打击双动落锤(KHK型,称为第2代产品)再到现在的全液压双动落锤(KGH,称为第3代产品)。
全液压双动落锤的打击能量是通过控制油量多少来实现的,打击阀的关闭时间可不受锤头位置的限制,操作十分灵活可靠,彻底根除了放油打击电液锤的许多弊病。
因此,近年来这种电液锤得到较快的发展。
该公司的电液锤已经实现了程序化控制,即打击能量和打击次数都可实现程序控制。
锤的传动效率高达65%,为蒸汽锤和空气锻锤的30倍。
此外,德国Beche公司还研制了全液压锤。
近10年来,我国在电液锤研制方面也取得很大发展,主要表现在传统蒸汽锤、空气锤换头改造上,即采用电液传动装置了代原有锻锤的气缸及动力站,保留原有机架、砧座。
安阳锻压机械公司利用这种技术为数十家企业改造1-3t传统蒸汽锤和空气锤10余台,取得了较好效果,能源利用率由2%提高到20%-60%。
除换头外,电液锤整机的研制仍处于发展阶段,居于德国lasco 公司第2代产品发展水平上,属于液气锤。
全液压锤研究和制造正在起步。
2 液压机液压机的结构特真使其易于获得较大的工作压力、行程和空间;工作压力和工作速度可根据需要进行调整,且平稳,无冲击。
其不足之处是生产效率比较低,活动横梁下死点不易控制准确。
由于液压机具有变形速度低的特点,有利于合金的塑性变形。
因此,比较适用于高合金铸锭锻造。
国外制造液压机技术比较成熟。
俄罗斯重型锻压设备制造公司是生产锻压设备的主导公司,可生产800t,125t,2000t,3150t,6300t液压机,其载重量为5-30t,负载力矩为118-785kN"m,是轨道式锻造操作机。
40MN快锻压机组性能、价格对比目前40MN快锻压机采用油泵直传方式的基本上是上传动型式,三梁两柱结构,立柱截面均为矩形。
下面将进口压机与国产压机的性能价格作一对比:1、进口压机技术参数与性能:[以上钢五厂进口SPS(德国)与抚顺特钢进口mer(德国)为例]2、价格:2.1德国mer公司价格:40MN快锻压机配40T×80T.m操作车设计、制造、安装调试费:9110.6万元人民币其中液压系统、电控、操作机,安装调试等费用为680万美元,主机由国内制造,费用为1800万人民币。
费用总计:680×8.27×1.3+1800=9110.6万元人民币2.2兰石新技术公司价格:设计、制造费:3250万人民币主机本体(含移动工作台,横向移砧装置,上砧更换装置)710吨, 2130万。
液压系统(含力士乐快速锻造阀块:主分配器和卸载分配器,价格比较贵;12台力士乐A2F500主泵,流量7100L/min,不含供液和辅助系统29个德国,美国,意大利的阀组。
)105吨,810万。
电控系统(含高压电机,高压控制柜)310万装机容量 3975KW冷确水量 200吨/小时3、我公司具备研制开发40MN快锻压机的能力我公司与华中科技大学研制开发的16MN快锻压机已于2004年7月30日正式投入生产使用。
机组的调试结果表明,16MN快锻压机的性能完全达到设计要求。
在热负荷试车过程中,压机运行平稳,常锻次数在20~45次/分,快锻次数达到85次,控制精度达到±1㎜。
16MN快锻压机主机采用下拉式整体框架结构,活动部份的质量(即液压系统的控制质量)达到115吨。
这证明了我公司已具备研制较大活动质量压机的能力。
40MN快锻压机采用上压型式,活动部份的质量约130吨,与16MN快锻压机活动部份质量基本相当,略大一点。
通过16MN快锻压机的制造实践,我们已完全具备了制造40MN快锻压机的能力。
兰石重工新技术有限公司刘崇民 2004-10-10。
快锻液压机泵阀复合控制系统节能性研究翟富刚1 李雪冰2 姚 静1,2周 芳2 孔祥东1,21.先进锻压成形技术与科学教育部重点实验室(燕山大学),秦皇岛,0660042.燕山大学河北省重型机械流体动力传输与控制实验室,秦皇岛,066004摘要:为了从快锻液压机的能量源头出发降低系统的溢流损失和压力损失,提出了一种快锻液压机泵阀复合控制系统,通过相关理论对泵阀复合控制系统的节能机理进行了定性分析,通过实验定量研究了泵阀复合控制系统的能耗㊂实验结果表明:快锻液压机泵阀复合控制系统的能量利用率达到了31.9%,与电液比例阀控系统相比提高了近5倍,同时泵阀复合控制系统的输入功率仅为电液比例控制系统的18.4%㊂研究结果对提高快锻液压机的能量利用率并降低系统能耗具有重要意义㊂关键词:快锻液压机;泵阀复合控制;能量利用率;节能中图分类号:T H 137.7 D O I :10.3969/j.i s s n .1004132X.2015.16.005S t u d y o nE n e r g y S a v i n g C h a r a c t e r i s t i c s o fV a l v e a n dP u m pC o m p o u n dC o n t r o l S y s t e mo f F a s t F o r g i n g H y d r a u l i cP r e s s Z h a i F u g a n g 1 L iX u e b i n g 2 Y a o J i n g 1,2 Z h o uF a n g 2 K o n g X i a n g d o n g1,21.K e y L a b o r a t o r y o fA d v a n c e dF o r g i n g &S t a m p i n g T e c h n o l o g ya n dS c i e n c e (Y a n s h a nU n i v e r s i t y ),M i n i s t r y o fE d u c a t i o no fC h i n a ,Q i n h u a n gd a o ,He b e i ,0660042.H e b e i P r o v i n c i a lK e y L a b o r a t o r y o fH e a v y M a c h i n e r y Fl u i dP o w e rT r a n s m i s s i o na n dC o n t r o l ,Y a n s h a nU n i v e r s i t y ,Q i n h u a n gd a o ,He b e i ,066004A b s t r a c t :C o n s i d e r i n g t h e e n e r g y s o u r c e of f a s t f o rg i n gh y d r a u li c p r e s s ,ak i n do f v a l v e a n d p u m pc o m p o u n dc o n t r o l s y s t e mo n f a s t f o r g i n g h yd r a u l i c p re s sw a s p r o p o s e d t o r e d u c e t h e o v e rf l o w l o s s a n d p r e s s u r e l o s s o f t h e s y s t e m.T h e e n e rg y ‐s a v i n g m e ch a ni s mo f v a l v e a n d p u m p c o m p o u n dc o n t r o l s y s -t e m w a s q u a l i t a t i v e l y a n a l y z e dt h e o r e t i c a l l y ,a n dt h es y s t e m e n e r g y c o n s u m p t i o n w a s q u a n t i t a t i v e l ys t u d i e db y e x p e r i m e n t s .T h e e x p e r i m e n t a l r e s u l t s s h o wt h a t e n e r g y u t i l i z a t i o n r a t e o f v a l v e a n d p u m p c o m p o u n d c o n t r o l s y s t e mr e a c h e s 31.9%,a n d i m p r o v e s n e a r l y 5t i m e s c o m p a r e dw i t h e l e c t r o ‐h y d r a u -l i c p r o p o r t i o n a l v a l v e c o n t r o l s y s t e m.A t t h e s a m e t i m e ,t h e i n p u t p o w e r o f v a l v e a n d p u m p c o m po u n d c o n t r o l s y s t e mi s o n l y 18.4%o f t h e p r o p o r t i o n a l v a l v e c o n t r o l s y s t e m.T h e s t u d y r e s u l t s h a v e i m p o r -t a n t s i g n i f i c a n c e t o i m p r o v e e n e r g y u t i l i z a t i o na n dr e d u c e t h ee n e r g y c o n s u m p t i o no f t h e f a s t f o r g i n g h yd r a u l i c p re s s .K e y wo r d s :f a s t f o r g i n g h y d r a u l i c p r e s s ;v a l v e a n d p u m p c o m p o u n d c o n t r o l ;e n e r g y u t i l i z a t i o n r a t e ;e n e r g y s a v i n g收稿日期:20150404基金项目:河北省自然科学基金青年科学基金资助项目(E 2014203247);燕山大学重型机械协同创新计划课题(Z X 01‐20140400‐01);燕山大学青年教师自主研究计划课题(14L G A 006)0 引言快锻液压机具有运行平稳㊁速度快㊁精度好㊁自动化程度高等诸多优点,目前在自由锻造设备领域被认为是发展的主要方向之一[1]㊂相对于泵控液压系统来说,电液比例阀控系统具有响应快㊁成本低的特点,为快锻液压机所普遍采用,但同时阀控系统存在着能量利用率低㊁能耗高等一系列问题[2‐4]㊂随着 中国制造2025”的实施和推进,社会对节能降耗日趋重视,绿色节能将成为未来快锻液压机发展的主要方向㊂因此,针对快锻液压机液压系统,探寻新的节能原理或节能方式具有重要的现实意义㊂逄振旭等[5]研究了快锻工况P I D 控制器参数对系统能耗影响;管成[6]提出了机械液压复合式节能控制系统,利用机械飞轮和蓄能器配合达到液压机常锻工况节能的目的;姚静等[7]提出了采用蓄能器的液压机新型节能快锻回路㊂上述方法虽然在一定程度上降低了系统的能耗,但仍未从根本上解决快锻液压机能量利用率低的问题㊂近年来,变频技术的发展为液压系统的节能提供了一种新方法,即采用变频电机驱动定量泵实现泵的流量调节,从源头上减少系统的能量损失㊂文献显示,日本三菱公司最早将变频液压技术用于液压电梯,并实现了市场化,获得了良好的节能效果[8];徐兵等[9‐10]通过全变频驱动液压电梯控制系统与阀控系统的对比研究发现,前者比后者节能40%㊂变频技术已成为液压系统节能㊃4512㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.的一种发展趋势,但低响应性能制约了其在高动态特性要求系统中的应用㊂1 泵阀复合控制原理基于变频调节的快锻液压机泵阀复合控制系统原理如图1所示,主要由变频动力源单元和独立节流口阀控缸单元组成㊂其中,变频动力源单元主要由变频器1㊁电机2㊁定量泵3㊁安全阀4和单向阀5组成,通过调整变频器的输入频率实现定量泵3输出流量的无级调节㊂独立节流口阀控缸单元由主缸进液阀6㊁主缸排液阀7㊁回程缸进液阀8㊁回程缸排液阀9㊁主缸10和回程缸11组成㊂活动横梁12下行时,主缸进液阀6㊁回程缸排液阀9工作,位移传感器13采集的活动横梁的实际位移与给定位移比较,通过控制器15构成位置闭环控制主缸进液阀和回程缸排液阀的阀芯位移,进而控制活动横梁位置㊂同时,变频动力源单元通过压力传感器14检测主缸压力㊁回程缸压力和泵口压力,通过控制器构成压力闭环调节变频器频率来控制电机的转速,进而改变定量泵的输出流量,实现泵口压力跟随负载压力的变化且压差保持恒定㊂快锻回程时,回程缸进液阀8㊁主缸排液阀7工作,控制原理与压下过程一样,在此不再赘述㊂1.变频器 2.电机 3.定量泵 4.安全阀 5.单向阀6.主缸进液阀 7.主缸排液阀 8.回程缸进液阀9.回程缸排液阀 10.主缸 11.回程缸 12.活动横梁13.位移传感器 14.压力传感器 15.控制器图1 快锻液压机泵阀复合控制系统原理示意图快锻液压机泵阀复合控制方框图见图2,本文实验采用P I D 控制器对快锻液压机位置闭环和压力闭环进行控制㊂图2 快锻液压机泵阀复合控制方框图2 泵阀复合控制节能机理2.1 电液比例阀控系统功率2.1.1 下行时系统功率快锻液压机压下时,活动横梁下行,主缸进液阀和回程缸排液阀的流量Q 1㊁Q 4分别为Q 1=C d ωx v 12ρ(p s 1-p 1)≈A 1y ㊃(1)Q 4=C d ωx v 42ρ(p 2-p t )≈A 2y ㊃(2)式中,x v 1㊁x v 4分别为主缸进液阀和回程缸排液阀的阀芯位移;ω为阀口面积梯度;C d 为流量系数;ρ为油液的密度;p s 1为下行时泵口压力;p t 为油箱压力;p 1㊁p 2分别为主缸和回程缸的压力;A 1为主缸面积;A 2为回程缸面积;y 为活动横梁的位移(即液压缸运动的位移)㊂定义主缸面积A 1与回程缸面积A 2的比值γ=A 1/A 2,主缸进液阀与回程缸排液阀阀芯位移㊃5512㊃快锻液压机泵阀复合控制系统节能性研究翟富刚 李雪冰 姚 静等Copyright ©博看网. All Rights Reserved.比为α1=x v1/x v4㊂假定p t=0,由式(1)㊁式(2)可得p s1=p1+(γα1)2p2(3)下行时,活动横梁的力平衡方程为A1p1-A2p2+m g=m y¨+B p y㊃+F L+F f(4)式中,m为活动横梁的质量;B p为阻尼系数;F f为摩擦阻力;F L为负载力㊂由式(3)㊁式(4)得泵口压力为p s1=[1γ+(γα1)2]p2+1γA2(m y¨+B p y㊃+F L+F f-m g)(5)电液比例快锻系统的液压泵为定流量输出,设泵的输出流量为Q s1,则下行时输出功率为p s1Q s1={[1γ+(γα1)2]p2+1γA2(m y¨+B p y㊃+F L+F f-m g)}Q s1(6)2.1.2 上行时系统功率快锻液压机回程时,活动横梁上行,主缸排液阀和回程缸进液阀的流量Q2㊁Q3分别为Q2=C dωx v22ρ(p1-p t)≈A1y㊃(7)Q3=C dωx v32ρ(p s2-p2)≈A2y㊃(8)式中,x v2和x v3主缸排液阀和回程缸进液阀的阀芯位移; p s2为上行时泵口压力㊂定义主缸排液阀和回程缸进液阀阀芯位移之比为α2=x v2/x v3㊂假定p t=0,由式(7)㊁式(8)可得p s2=(α2γ)2p1+p2(9)上行时,活动横梁的力平衡方程为A2p2-A1p1-m g=m y¨+B p y㊃+F f(10)由式(9)㊁式(10)得泵出口压力p s2为p s2=[γ+(α2γ)2]p1+1A2(m y¨+B p y㊃+F f+m g)(11)电液比例快锻系统定量泵的输出流量为Q s2,则上行时输出功率为p s2Q s2={[γ+(α2γ)2]p1+1A2(m y¨+B p y㊃+F f+m g)}Q s2(12) 2.2 泵阀复合控制系统功率2.2.1 下行时系统功率根据泵阀复合控制原理可知,活动横梁下行时压力闭环控制泵口压力p's1跟踪主缸压力p'1,且使主缸进液阀两端压差Δp恒定,即p's1=p'1+Δp(13)下行时,活动横梁的力平衡方程为A1p'1-A2p'2+m g=m y¨+B p y㊃+F L+F f(14)式中,p'2为泵阀复合控制的回程缸压力㊂由式(13)㊁式(14)可得p's1=1γp'2+1γA2(m y¨+B p y㊃+F L+F f-m g)+Δp(15)泵阀复合控制系统工作时无溢流,泵的出口流量Q's1等于主缸流量Q1,即Q's1=Q1=πA1f S c o s2πf t(16)式中,f为压机的快锻频率;S为快锻行程;t为时间㊂由式(15)㊁式(16)得下行时泵的输出功率为p's1Q's1=[1γp'2+1γA2(m y¨+B p y㊃+F L+F f-m g)+Δp]Q's1(17)2.2.2 上行时系统功率泵阀复合控制系统活动横梁上行时,压力闭环控制使泵口压力p's2跟踪回程缸压力p'2,且使回程缸进液阀两端压差Δp恒定,即p's2=p'2+Δp(18)上行时,活动横梁的力平衡方程为A2p'2-A1p'1-m g=m y¨+B p y㊃+F f(19)由式(18)㊁式(19)可得p's2=γp'1+1A2(m y¨+B p y㊃+F f+m g)+Δp(20)泵阀复合控制系统上行时,泵的出口流量Q's2等于回程缸的流量Q3,则Q's2=Q3=πA2f S c o s2πf t(21)由式(20)㊁式(21)得上行时泵的输出功率为p's2Q's2=[γp'1+1A2(m y¨+B p y㊃+F f+m g)+Δp]Q's2(22) 2.3 两种系统的功率比较2.3.1 下行时系统功率对比活动横梁下行时,电液比例阀控系统与泵阀复合控制系统泵消耗功率差ΔP1为ΔP1=p s1Q s1-p's1Q's1(23)由于p2=p'2,Q's1=Q1,将式(6)和式(17)代入式(23),整理可得ΔP1=(γα1)2p2Q s1-Δp Q1+1r p2(Q s1-Q1)+ 1γA2(m y¨+B p y㊃+F L+F f-m g)(Q s1-Q1)(24)假设Q s1=Q1,即系统无溢流,Q1取最大值πA1f S,得ΔP1=πA1f S[(γα1)2p2-Δp](25)以0.6MN中试液压机的基本参数(表1)为例,Δp=2M P a,α1的取值范围为0.2≤α1≤0.7,p2的取值范围为2M P a≤p2≤6M P a㊂以α1㊁p2为横坐标轴,绘制下行时两系统功率差ΔP1曲面,如图3所示㊂可以看出,随着p2的增大系统功率差ΔP1增大,且阀芯位移比α1越大,ΔP1越小㊂功率㊃6512㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.差ΔP 1所描绘的曲面全部在零平面之上,即ΔP 1>,表明下行时,电液比例阀控系统泵的输出功率大于泵阀复合控制系统泵的输出功率㊂表1 中试快锻液压机主要参数参数名称参数值参数名称参数值主缸面积(m2)2.36×10-2电机额定转矩(N ㊃m )191回程缸面积(m2)3.18×10-3快锻阀1㊁2额定流量(L /m i n )100液压泵排量(m L /r )63快锻阀3㊁4额定流量(L /m i n)40电机额定功率(k W )30活动横梁质量(k g)230图3 下行时两系统功率差2.3.2 上行时系统功率对比同理,由式(12)和式(22)整理可得活动横梁上行时,电液比例阀控系统与泵阀复合控制系统泵消耗功率差ΔP 2为ΔP 2=p s 2Q s 2-p 's 2Q 's 2=πA 2f S [(α2γ)2p 1-Δp ](26)以0.6MN 中试液压机的基本参数(表1)为例绘制上行时两系统功率差ΔP 2曲面,如图4表示㊂可以看出,随着p 1的增大系统功率差ΔP 2增大,且阀芯位移比α2越大,ΔP 2越大㊂功率差ΔP 2所描绘的曲面全部在零平面之上,即ΔP 2>0,表明上行时,电液比例阀控系统泵的输出功率大于泵阀复合控制系统泵的输出功率㊂图4 上行时两系统功率差综上,在整个工作行程内,电液比例阀控系统的输出功率均大于泵阀复合控制系统的输出功率㊂对于同一负载,压机推动活动横梁所消耗的有用功是相同的,因此系统的输出功率越小,系统的能量利用率也就越高,系统也就越节能㊂3 实验研究3.1 0.6M N 中试快锻液压机实验平台实验依托于燕山大学河北省重型机械流体动力传输与控制实验室的0.6M N 中试快锻液压机实验平台,如图5所示㊂该平台液压系统原理见图1㊂图5 中试快锻液压机实验平台为了增加实验结果的可比性,电液比例阀控系统和泵阀复合控制系统两个实验均在0.6M N 中试快锻液压机实验平台上完成㊂电液比例阀控系统实验时通过变频器调定电机转速恒定为750r /m i n,其他实验条件与泵阀复合控制实验保持一致㊂0.6M N 中试快锻液压机主要参数如表1所示㊂3.2 电液比例阀控系统能耗实验分析实验给定位移为正弦曲线,锻造频率为1H z ,幅值15mm ,系统压力为10M P a ,电液比例阀控系统各部分功率曲线如图6所示㊂可以看出,系统输入功率曲线基本恒定,压机上行时,由于回程缸面积较小,溢流损失功率较大;而下行时系统给主缸供液,溢流损失的功率相对较小㊂根据图6曲线计算3s 内快锻液压机的能耗,如表2所示,表中W 1为负载消耗的能量,W 2为回程缸油路节流损失能量,W 3为主缸油路节流损失能量,W 4为溢流损失能量,W 5为系统输入能量㊂可以看出,负载消耗的能量仅占系统输入能量的5.5%,而溢流损失的能量占比59.3%,3s 内溢流能耗高达13.18k J,这是由于电液比例㊃7512㊃快锻液压机泵阀复合控制系统节能性研究翟富刚 李雪冰 姚 静等Copyright ©博看网. All Rights Reserved.(a)功率曲线(b)一个周期内功率曲线1.系统输入功率曲线2.溢流损失功率曲线3.主缸油路节流损失功率曲线4.回程缸油路节流损失功率曲线图6 电液比例阀控系统功率实验曲线阀控系统为了满足液压机快速响应的要求, 定量泵+溢流阀”构成的动力源长期处于高压溢流状态产生的能耗损失㊂另外,系统节流损失消耗的能量也是相当巨大的,主缸油路和回程缸油路节流损失的能量分别是2.07k J和5.76k J,两者总能耗相加占比达到36.2%,这部分能耗是高压油流经比例阀液阻产生的压力损失㊂表2 快锻液压机电液比例阀控系统能耗表名称W1W2W3W4W5能耗(k J)1.232.075.7613.1822.24能耗占系统输入能量的比例(%)5.59.325.959.31003.3 泵阀复合控制系统能耗实验分析压差Δp是泵阀复合控制系统压力闭环控制的目标,前面理论分析可知其值对泵阀复合控制系统的特性具有重要的影响㊂图7所示为压差Δp不同时泵阀复合控制系统的功率实验曲线,可以看出,随着Δp的增大,系统输入功率㊁回程缸油路节流损失功率和主缸油路的节流损失功率均增大㊂因此,从能耗角度,Δp越小越好㊂上述压差Δp对应的活动横梁位移实验曲线如图8所示㊂可以看出,随着Δp的增大,位移跟随性变好;在Δp=1M P a时,活动横梁的位移准确性较差,压下和回程均不能达到给定的位置,且相位滞后约0.2s,不能满足快锻压机位置精度要求;当Δp=3M P a时,系统出现了超调现象,且活(a)系统输入功率(b)回程缸油路节流损失功率(c)主缸油路节流损失功率图7 Δp不同时泵阀复合控制系统功率实验曲线动横梁振动明显增强,稳定性变差;当Δp=2M P a 时,系统兼顾稳定性和准确性,快速性也较好㊂综合考虑系统的稳定性㊁快速性㊁准确性以及系统能耗,本文选取Δp=2M P a进行实验㊂泵阀复合控制系统各部分的功率实验曲线如图9所示㊂可以看出,系统输入功率曲线不再保持恒定,而是随着压机的上行/下行循环变化㊂根据图9曲线计算3s内快锻液压机的能耗,如表3所示,可以看出,系统的溢流损失为零,虽然主缸油路和回程缸油路节流损失的能量占比依然很大,但其量值与负载消耗的能量愈加接近,负载消耗的能量达到系统输入能量的31.9%,系统能量利用率是电液比例阀控系统的5倍多㊂根据表2㊁表3的快锻液压机电液比例阀控系统与泵阀复合控制液压系统的能耗对比,可以看出,在负载消耗有效能基本相同的实验条件下,相对于电液比例阀控系统来说,泵阀复合控制系㊃8512㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.(a )Δp =1M Pa (b )Δp =2M Pa (c )Δp =3M Pa 1.给定曲线 2.实际位移曲线图8 不同Δp时快锻压机的位移实验曲线(a)功率曲线(b)一个周期内功率曲线1.系统输入功率曲线 2.溢流损失功率曲线3.主缸油路节流损失功率曲线 4.回程缸油路节流损失功率曲线图9 泵阀复合控制系统功率实验曲线表3 快锻液压机泵阀复合控制系统能耗表名称W 1W 2W 3W 4W 5能耗(k J)1.301.001.7804.08能耗占系统输入能量的比例(%)31.924.543.6100统在主缸回路和回程缸回路节流损失的能量更小,加之系统的溢流损失为零,使得泵阀复合控制系统的装机功率大幅度降低,泵阀复合控制系统的输入能量仅为电液比例阀控系统输入能量的18.4%,装机功率下降的同时,快锻液压机系统初投入成本也将大幅度降低㊂综上所述,与电液比例阀控系统相比,快锻液压机泵阀复合控制系统具有良好的节能性㊂4 结论(1)提出了快锻液压机泵阀复合控制系统原理,主要从能量源头出发来降低系统的溢流损失和节流损失,同时分析了快锻液压机泵阀复合控制系统位置压力双闭环控制方法㊂(2)理论上定性地分析了快锻液压机泵阀复合控制系统的节能机理㊂分析结果表明,在快锻液压机整个工作行程内,泵阀复合控制系统相比电液比例控制系统具有更低的系统输入功率㊂(3)通过实验定量研究了快锻液压机泵阀复合控制系统的节能效果㊂研究结果表明,相同工况下,快锻液压机泵阀复合控制系统的能量利用率达到31.9%,与电液比例阀控系统的5.5%相比提高了近5倍,同时泵阀复合控制系统的输入功率仅为电液比例控制系统的18.4%,节能效果明显㊂参考文献:[1] 高俊峰.我国快锻液压机的发展与现状[J ].锻压技术,2008,33(6):1‐5.G a o J u n f e n g .R e s e n t S t a t u s a n dD e v e l o p m e n t o fH i g h ‐s p e e dF o r g i n g H y d r a u l i cP r e s si n O u rC o u n t r y [J ].F o r g i n g &S t a m p i n g T e c h n o l o g y ,2008,33(6):1‐5.[2] 陈柏金,黄树槐,靳龙,等.16MN 快锻液压机控制系统研究[J ].中国机械工程,2008,19(8):990‐992.C h e nB a i j i n ,H u a n g S h u h u a i ,J i nL o n g ,e t a l .D e v e l -o p m e n t o f t h eC o n t r o l S y s t e mf o r 16MNF a s t F o r g -i n g H y d r a u l i cP r e s s [J ].C h i n aM e c h a n i c a l E n g i n e e r -i n g,2008,19(8):990‐992.[3] 艾超,孔祥东,刘胜凯,等.泵控液压机蓄能器快锻回路控制特性影响因素研究[J ].锻压技术,2014,39(2):88‐93.(下转第2178页)㊃9512㊃快锻液压机泵阀复合控制系统节能性研究翟富刚 李雪冰 姚 静等Copyright ©博看网. All Rights Reserved.Y a n g H u,X u F e n g.M u l t i‐o b j e c t i v eP a r t i c l eS a r mO p t i m i z a t i o nA l g o r i t h m B a s e do nC r o w d i n g‐d e n s i-t y.C o m p u t e r E n g i n e e r i n g a n dA p p l i c a t i o n s,2013,49(17):190‐194.[6] 李志强,蔺想红.基于聚类的N S G A‐Ⅱ算法[J].计算机工程,2013,39(12):186‐190.L i Z h i q i a n g,L i nX i a n g h o n g.N o n‐d o m i n a t e dS o r t i n gG e n e t i cA l g o r i t h mI IB a s e do nC l u s t e r i n g[J].C o m-p u t e rE n g i n e e r i n g,2013,39(12):186‐190. [7] 戚玉涛,刘芳,常伟远,等.求解多目标问题的M e m e t i c免疫优化算法[J].软件学报,2013,24(7):1529‐1544.Q iY u t a o,L i uF a n g,C h a n g W e i y u a n,e t a l.M e m e t i cI mm u n eA l g o r i t h m f o r M u l t i‐o b j e c t i v e O p t i m i z a-t i o n[J].J o u r n a lo fS o f t w a r e,2013,24(7):1529‐1544.[8] 贾宁,马寿峰.基于启发式搜索和反馈修正的单路口控制方法[J].系统工程理论与实践,2013,33(2):444‐449.J i a N i n g,M a S h o u f e n g.A T r a f f i c S i g n a l C o n t r o lM e t h o d f o r a n I s o l a t e I n t e r s e c t i o nB a s e do nH e u r i s-t i cS e a r c h a n dF e e d b a c kC o r r e c t i o n[J].S y s t e m sE n-g i n e e r i n g T h e o r y a n d P r a c t i c e,2013,33(2):444‐449.[9] T a n g Q i u h u a,L i J i e,F l o u d a sC A,e ta l.O p t i m i z a-t i o nF r a m e w o r kf o rP r o c e s sS c h e d u l i n g o f O p e r a-t i o n‐d e p e n d e n tA u t o m o b i l eA s s e m b l y L i n e s[J].O p-t i m i z a t i o nL e t t e r s,2012,6(4):797‐824. [10] 郑金华.多目标进化算法及其应用[M].北京:科学出版社,2007.[11] H y u nC h u l j u,K i m Y e o n g h o,K i m Y e o k e u n.A G e-n e t i cA l g o r i t h mf o rM u l t i p l eO b j e c t i v eS e q u e n c i n gP r o b l e m s i n M i x e d M o d e l A s s e m b l y L i n e s[J].C o m p u t e r s&O p e r a t i o n s R e s e a r c h,1998,25(7/8):67.[12] C h u t i m aP,N a r u e m i t w o n g W.AP a r e t oB i o g e o g r a-p h y‐b a s e d O p t i m i s a t i o nf o r M u l t i‐o b j e c t i v eT w o‐s i d e dA s s e m b l y L i n eS e q u e n c i n g P r o b l e m sw i t haL e a r n i n g E f f e c t[J].C o m p u t e r s&I n d u s t r i a lE n g i-n e e r i n g,2014,69:89‐104.[13] R u i zR,M a r o t oC,A l c a r a z J.T w oN e wR o b u s tG e-n e t i c A l g o r i t h m s f o r t h e F l o w s h o p S c h e d u l i n gP r o b l e m[J].O m e g a,2006,34(5):461‐476.[14] C o e l l oC o e l l oCA,P u l i d oGT,L e c h u g aM S.H a n-d l i n g M u l t i p l eO b je c t i v e sw i t hP a r t i c l e S w a r m O p-t i m i z a t i o n[J].I E E E T r a n s.o nE v o l u t i o n a r y C o m-p u t a t i o n,2004,8(3):256‐27.(编辑 苏卫国)作者简介:唐秋华,女,1970年生㊂武汉科技大学机械自动化学院教授㊁博士研究生导师㊂主要研究方向为生产过程与调度㊂胡 进,男,1990年生㊂武汉科技大学机械自动化学院硕士研究生㊂张利平,女,1983年生㊂武汉科技大学机械自动化学院讲师㊂操小军,男,1970年生㊂神龙汽车公司技术中心首席工程师㊂(上接第2159页)A i C h a o,K o n g X i a n g d o n g,L i u S h e n g k a i,e t a l.S t u d y o nt h e I n f l u e n c e F a c t o r s o f C o n t r o l C h a r a t e r i s t i c s o fA c c u-m u l a t e r F a s t F o r g i n g C i r c u i t f o rP u m p‐c o n t r o l l e d H y-d r a u l i cP re s s[J].F o r g i n g&S t a m p i n g T e c h n o l o g y,2014,39(2):88‐93.[4] 窦雪川.22M N快锻液压机快锻系统理论与实验研究[D].秦皇岛:燕山大学,2009.[5] 逄振旭,李从心,倪其民,等.快速锻造液压机的结构与控制[J].上海交通大学学报,2000(10):1399‐1401.P a n g Z h e n x u,L iC o n g x i n,N iQ i m i n,e t a l.S t r u c t u r ea n dC o n t r o lo f H i g h S p e e d F o r g i n g H y d r a u l i cP r e s s[J].J o u r n a lo f S h a n g h a iJ i a o t o n g U n i v e r s i t y,2000(10):1399‐1401.[6] 管成.液压机的机械液压复合式节能液压系统的研究及应用[D].杭州:浙江大学工学,2002. [7] 姚静,孔祥东,权凌霄,等.采用蓄能器的快锻液压机建模仿真与试验研究[J].中国机械工程,2009,20(2):241‐244.Y a o J i n g,K o n g X i a n g d o n g,Q u a nL i n g x i a o,e t a l.S t u d yo nM o d e l i n g S i m u l a t i o na n dT e s to fF a s tF o r g i n g H y-d r a u l i cP re s sU s i n g A c c u l u l a t o r[J].C h i n a M e c h a n i c a lE n g i n e e r i n g,2009,20(2):241‐244.[8] O p d e n b o s c hP,S a d e g h N,B o o k W.L e a r n i n g C o n t r o lA p p l i e dt o E l e c t r o‐H y d r a u l i c P o p p e t V a l v e s[C].P r o e e e d i n g o fI E E E C o n t r o lC o n f e r e n c eo n A u t o m a-t i o n.S e a t t l e,2008:1525‐1532.[9] 徐兵,张斌,林建杰.变频驱动液压电梯系统能耗特性[J].机械工程学报,2006,42(8):137‐141.X uB i n g,Z h a n g B i n,L i n J i a n j i e.C h a r a c t e r i s t i c s o f E n e r-g y C o n s u m p t i o n o f H y d r a u l i c E l e v a t o rS y s t e m w i t hV r i a b l eF r e q u e n c y D r i v e[J].C h i n e s eJ o u r n e lo f M e-c h a n i c a l E n g i n e e r i n g,2006,42(8):137‐141.[10] X uB i n g,L i uY i n g j i e.S i m u l a t i o nS t u d y o f t h eN o v e lV a l v eA r r a n g e m e n tU s e di n H y d r a u l i cC o n t r o lS y s-t e m[C]//T h eS i x t hI n t e r n a t i o n a lF l u i dP o w e rC o n-f e r e n c e.D r e s d e n,2008:139‐146.(编辑 王旻玥)作者简介:翟富刚,男,1979年生㊂燕山大学机械工程学院讲师㊂主要研究方向为机电液一体化㊂发表论文10余篇㊂李雪冰,男, 1991年生㊂燕山大学机械工程学院硕士研究生㊂姚 静(通信作者),女,1978年生㊂燕山大学机械工程学院副教授㊂周 芳,女, 1990年生㊂燕山大学机械工程学院硕士研究生㊂孔祥东,男,1959年生㊂燕山大学机械工程学院教授㊁博士研究生导师,燕山大学副校长㊂㊃8712㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.。
一种快速锻造液压机关键零件设计分析毛春燕【摘要】The structural characteristics of a kind of fast forging hydraulic press have been mainly introduced in the text as well as the establishment of mechanical model of key parts. The simulation has been conducted by use of the large three-D finite element analysis software I-DEAS. As per the analysis of stress and strain fields of beam in different structures, the stress status and its deformation trend of the key parts during forging process have been predicted. The structure of key parts has been optimized via comparison. The geometric size under optimum strength and rigidity has been determined. The material has been distributed properly and made full use.%介绍了一种快速锻造液压机结构特点.建立了关键零件力学模型,并采用大型三维有限元分析软件I-DEAS对其进行模拟.通过对不同结构型式梁的应力、应变场的分析,预测出锻造过程中关键件的应力状态及其变形趋势.经过比较、优化主要零部件的结构,确定其在最佳强度和刚度下的几何尺寸,使材料得到合理分配,充分发挥出所用材料的潜力.【期刊名称】《锻压装备与制造技术》【年(卷),期】2013(048)002【总页数】3页(P36-38)【关键词】机械设计;液压机;快速锻造;力学模型;有限元分析【作者】毛春燕【作者单位】太原重工股份有限公司技术中心,山西太原 030024【正文语种】中文【中图分类】TG315.41 引言随着国内各大钢厂的技术改造,预计钢的产量将上很大一个台阶。
燕山大学本科毕业设计(论文)文献综述课题名称:25MN快锻液压机液压系统设计学院(系):机械工程学院年级专业:06级机电控制(1)班学生姓名:***指导教师:张立杰教授完成日期:2010年3月26日快速锻造液压机设计特点及趋势摘要:锻造液压机在重型零件的加工制造过程中一直占有绝对优势,特别是随着大型水电设备,核电设备,造船工业,石化设备,航空工业需求的拉动,液压机的应用越来越广泛。
开发具有高效率高可靠性的快锻液压机是世界各国研究的热点。
本文概述了现代快锻液压机的设计特点以及控制方法的改进,并探求现代快锻液压机的发展趋势。
关键词:快速锻造液压机设计电液比例控制发展趋势一.快锻液压机简介快锻液压机属于锻压机械,锻压机械包括锤锻,机械压力机,液压机,螺旋压力机和平锻机等成型设备以及开卷机,矫正机,剪切机,锻造操作机等辅助设备。
锻压机广泛应用于电力,船舶。
汽车,航空,电子,家电等工业领域[1]。
随着我国工业的发展以及科学技术的进步,大力发展锻压机械和提升锻压技术迫在眉睫。
大型锻件的生产是制造业的基础,由于锻造过程可以细化金属材料晶粒,大大改善零件的力学性能,因此锻造工艺在电力工业,造船工业,航空工业,重型装备制造业中得到广泛应用[2]。
现代工业对大型锻件的需求也日益增多,这使得锻压机在最近几十年迅猛发展,尤其是以液体传动的液压机。
由于液压系统能够很容易提供几千吨甚至上万吨的力,因此开发具有高效率高可靠性的快锻液压机是十分有意义的。
二十世纪70年代,世界上兴起了研制“快锻液压机”的高潮,我国先后引进了德国,日本等国的20MN快锻机组。
稍后西重所研制成功了6.3MN,8MN,20MN等一系列国产快锻设备。
二十世纪80年代后期,随着市场经济的不断发展,江苏,浙江,山东等地的一些乡镇企业和民营企业逐渐开办了中型和大型的锻造工厂,装备了10MN,20MN,31.5MN,36MN的水压机和油压机[3]。
目前,液压机适用于几乎所有需要压力加工的场合,其主要应用领域有:(1)汽车,家电行业中金属薄板件的冲压拉深成型工艺 (2)金属机械零件的压力成形,包括模压成形,挤压成形,冷热模锻,自由锻造等 (3)粉末制品行业,如粉末冶金,磁性材料等 (4)非金属材料的压制成形 (5)木制品的热压成形 (6) 其他应用:如压装,校正,塑封,压印等工艺[4]。
快锻液压机
锻压速度接近于汽锤的液压机,简称“快锻机”。
压力为500~3000吨,但以1000~2000吨为多。
每分钟锻压次数可达80~120次。
快锻液压机一般采用双柱或四柱下拉式结构,液压系统部件的动作灵敏、快速。
液压机通过计算机控制活动横梁的压下量与行程,同时也将液压机与操作车连锁操纵。
现在已发展到锻压过程控制,生产坯料尺寸精度可达±1~2mm。
我国50年代开始研制快锻液压机。
当时,新型合金材料不断出现,这些材料塑性差,变形抗力大,热加工温度范围窄,要求锻压设备能力大、速度快,这在一般的锻压水压机和汽锤都不能兼具这两个条件,而快锻液压机却能够兼具,因此,在60~70年代得到很大发展,几乎代替了3000吨以下的锻压水压机。
中国从60年代也开始试制了500吨、630吨和2000吨几种快锻液压机。
快锻液压机广泛用于机械制造业,也用于特殊钢及钛合金生产中。
为了扩大品种、提高质量,快锻液压机已成为现代化特殊钢厂的必备装备,对耐热合金、不锈钢、高速钢、模具钢等材料都能加工;它可生产较大规格的方、圆、扁坯锻材和盘件、环件、炮筒、炮尾座及各种自由锻件,宜于多品种小批量的生产;它与精锻机联合作业,还可生产大型管坯、车轴等产品。
快锻液压机的特性
1.快速性主要影响因素:建压时间、卸压时间、返程速度。
这3点和系统所选元件的动态特性有密切关系。
因此,在系统设计和泵站装配时要充分考虑高压泵、主控阀、管道、蓄能器等元件的特性及位置摆放,减小其液容效应,提高系统快速性。
2.冲击震动小:快锻液压机工作于高压大流量状态,流动的液体具有强大液压能,其中一部分能量用来使工件产生塑性变形,另一部分则使工作缸、管道及机架等产生弹性变形,同时由于液压油的液压弹簧效应也储存了大量能量,这部分势能的释放势必导致系统压力、动梁等具有振动特性,所以解决压机的振动冲击问题是高压大流量系统的重中之重。
液压机液压系统的冲击振动一般发生在主缸卸压时。
3.注重节能溢流损失小,系统发热少。
(1)随着工件变形抗力增加,系统压力逐渐升高而速度逐渐减小,当系统压力达到一定值时,系统所需流量很少,利用压力反馈减少泵投入台数使系统溢流达到最小。
(2)流量负载合理匹配。
锻造工艺要求不同时,液压机的工作速度要求不同,如果系统流量和负载不匹配,会造成很大的功率损耗。
因此系统要可在操作过程中,根据需要实时变换泵的投入台数。
另一方面,由于压机动梁压下和返程两个阶段所需流量相差很大,也可通过选定使压下和返程投入泵的台数不一样,从而减小溢流损失,达到节能目的。
(3)能量储存。
传统的快锻回路采用差动形式,系统快速压下时,回程缸背压腔压力不可调造成系统10% ~20%功率损失。
如果在液压机泵口和回程缸回油路上设置蓄能器,压机下降时泵口蓄能器释放能量,回程缸口蓄能器回收能量,快速返程时两蓄能器工作状态相反,这样不仅节省能量,而且减少建压时间,使液压机的动作更加柔和。
(4)镦粗时采用恒功率控制。
液压机镦粗时,可以利用伺服控制新型变量泵,采用容积控制,利用恒功率输入,满足液压机镦粗时压力飞升快而工进速度慢的特点。
(5)辅助系统采用多种控制方式。
辅助系统包括移动工作台、移砧工作台、顶出缸、旋转缸、定位缸等。
移动工作台和移砧工作台需要压力高、流量大,而顶出缸、旋转缸和定位缸需要的压力低、流量小。
可以利用变量泵,通过设定不同的恒流输入曲线,减少节流损失同时满足系统速度需要。
4.控制精度好:采用电液比例控制技术,锻造液压机液压控制系统庞大,系统的固有频率不高,快速性和高精度控制难以协调。
且快锻效果受外负载———锻件的物理特性影响很大。
快锻次数低时容易超程,快锻次数高时快锻行程不到位。