焊条型号用途对照表
- 格式:docx
- 大小:36.78 KB
- 文档页数:2

常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
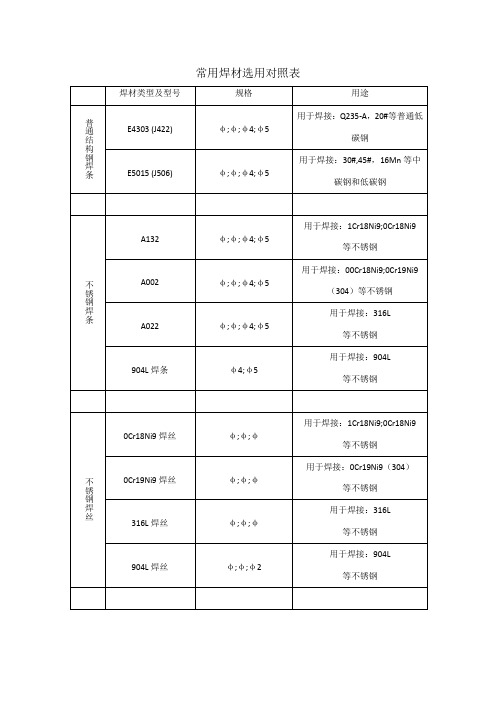
表12.4 常用焊条型号和牌号对照表1名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种2类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
3项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
4用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。


焊条牌号标准型号GB/T5117AWS.A5.1主要用途及特点熔敷金属化学成分(%)及力学性能J422CuCrNi E4303 耐候钢专用焊条,用于09CrP、09CuPRe09CuCrNi等耐候钢焊接,具有良好的耐大气腐蚀性能C≤0.12Mn 0.40Si 0.20S≤0.035P≤0.040Cr≤0.60Cu 0.40Ni≤0.5σb≥420MPaσs≥330MPaδ5≥22%AKV≥27J(0℃)J423 E4301 可焊接较重要的低碳钢结构C≤0.12Mn 0.40Si 0.16S≤0.035P≤0.040σb≥420MPaσs≥330MPaδ5≥22%AKV≥47J(0℃)J425 E4311 用于低碳钢薄板结构的立向下焊专用焊条C≤0.20Mn 0.40Si 0.25S≤0.03P≤0.040σb≥420MPaσs≥330MPaδ5≥22%AKV≥27J(-30℃)J426 E4316 用于重要的低碳钢和低合金钢的结构焊接,如09Mn2等。
可交直流两用C≤0.12Mn 1.25Si≤0.90S≤0.035P≤0.040σb≥420MPaσs≥330MPaδ5≥22%AKV≥47J(-30℃)J427 E4315 用于重要的低碳钢和低合金钢的结构焊接,如09Mn2等,仅限用直流施焊C≤0.12Mn≤1.25Si≤0.90S≤0.035P≤0.040σb≥420MPaσs≥330MPaδ5≥22%AKV≥47J(-30℃)J502 E5003 钛钙型药皮的碳钢焊条,可交直流两用,主要用于16Mn等低合金钢结构的焊接C≤0.12Mn 0.70Si 0.25S≤0.035P≤0.040σb≥490MPaσs≥410MPaδ5≥20%AKV≥27J(0℃)J50216 E5023 焊接16Mn等相应强度的低合金钢结构C≤0.12Mn 0.80Si 0.25S≤0.035P≤0.040σb≥490MPaσs≥410MPaδ5≥22%AKV≥27J(0℃)J505 E5011 用于碳钢和低合金钢结构的立向下焊接C≤0.12Mn 0.50Si 0.18S≤0.035P≤0.040σb≥490MPaσs≥410MPaδ5≥22%AKV≥27J(-30℃)J506 E5016 用于中碳和低合金重要结构的焊接,可交直流两用C≤0.12Mn 1.2Si 0.40S≤0.035P≤0.040σb≥490MPaσs≥410MPaδ5≥22%AKV≥47J(-30℃)J506Fe E5018 熔敷效率≥130%,用于中碳和低合金重要结构的焊接C≤0.12Mn 1.3Si 0.40S≤0.035P≤0.040σb≥490MPaσs≥410MPaδ5≥22%AKV≥47J(-30℃)。

焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
焊条型号用途对照表焊条是一种常见的焊接材料,具有广泛的用途。
根据不同的焊接需求,有各种不同型号的焊条可供选择。
下面是一份焊条型号与用途对照表,可以提供一些参考。
1.E6010:此型号焊条属于碱性焊条,具有良好的焊接性能和抗飞溅能力。
适用于焊接石油、天然气管道、压力容器等高要求的工程结构。
2.E6011:此型号焊条也属于碱性焊条,具有良好的焊接性能和高强度。
适用于焊接结构钢、汽车制造、建筑工程等领域。
3.E6013:此型号焊条是一种全能焊条,具有良好的焊接性能和操作性能。
适用于焊接车辆、船舶、容器等低碳钢结构。
4.E7016:此型号焊条是一种低氢焊条,具有良好的焊接性能和抗裂性能。
适用于焊接高强度结构钢、船体、桥梁等。
5.E7018:此型号焊条也是一种低氢焊条,具有良好的焊接性能和抗脆性能。
适用于焊接钢结构、压力容器、海洋平台等。
6.E7024:此型号焊条是一种镍铁焊条,具有良好的焊接性能和抗腐蚀性能。
适用于焊接铸铁、镍合金等。
7.E308L:此型号焊条是一种不锈钢焊条,具有良好的焊接性能和抗腐蚀性能。
适用于焊接不锈钢结构、食品设备等。
8.E309L:此型号焊条是一种低碳铬镍焊条,具有良好的焊接性能和高温抗氧化性能。
适用于焊接不锈钢和高温设备。
9.E6016:此型号焊条是一种特种焊条,具有良好的焊接性能和脆性能。
适用于焊接冷轧钢、低合金钢等。
10.E6019:此型号焊条是一种高效焊条,具有快速焊接速度和高强度。
适用于焊接高碳钢、高强度结构等。
上述提到的焊条型号和用途只是一部分,真正适用于不同工程的万千焊条类型数量更多。
因此,在选择焊条时,需要根据具体的焊接要求、材料和环境条件来选择最适合的焊条类型。
有时候,还需要结合焊接工艺和经验来做出最佳选择。
常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
牌号AWS规格GB规格用途A172 E307-16 E307-16 18Cr-8Ni-4Mn刚用,用于需要无磁性的特殊场合,也用于难焊且易裂的异种钢材A102 E308-16 E308-16 18C-8Ni刚用,用于石油化工,机械、化肥等行业,如1Cr18Ni9(SUS304)A002 E308L-16E308L-16低C-18Cr-8Ni,用于石油化工,机械,化肥等行业。
A002Mo E308LMo E308MoL 主要成分低C-18Cr-8Ni-2Mo,用于304及ASTM CF3M铸件焊接。
A302 E309-16 E309-16 22Cr-12Ni,适异材焊接,应用于石油化工,火力电站等行业。
A062 E309L-16E309L-16低C-22Cr-12Ni刚用,用于碳钢与不锈钢异材焊。
石油化工行业,C含量低,抗裂性佳。
A302 E309-16 E309-16 红色药皮,22Cr-12Ni刚用,用于碳钢和不锈钢的异材焊接或应用于韧性较差的马氏体、铁素体不锈钢的焊接。
A312 E309Mo-16E309Mo-1622Cr-12Ni-Mo刚用,含Mo抗裂性优良。
用于韧性较差的钢材焊接,也可用于铸钢。
A042 E309LMo-16E309MoL-16低C-22Cr-12Ni-Mo刚用,抗裂性及其优良,用于异材焊接或韧性极差的马氏体,铁素体不锈钢等焊接。
A402 E310-16 E310-16 25Cr-20Ni刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
A412 E310Mo-16E310Mo-1625Cr-20Ni-Mo刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
E312-16 E312-1629Cr-9Ni刚用,用于难焊且易开裂或易发生气孔的钢铁材料,硬化性合金钢等。
A202 E316-16 E316-16 18Cr-12Ni-2Mo钢用,用于化肥、尿素、石油化工生产或储备设备,如0Cr17Ni12Mo(SUS316L)。
焊条型号用途对照表
焊条是一种常用的焊接材料,广泛应用于各种钢结构和金属制品
的生产加工中。
不同类型的焊条有不同的用途,因此在选择和使用焊
条时,必须了解其型号及用途。
下面是焊条型号用途对照表:
一、碳钢焊条型号及用途:
1. E6010:主要用于直流电焊接各类碳钢构件,尤其适用于薄板焊接。
2. E6011:适用于AC和DC电焊的焊接钢板、角钢、管道等。
3. E6012:适用于焊接薄板、轻型钢结构以及轻负荷机械设备。
4. E6013:广泛用于焊接碳钢材料,适用于电焊机和车间普通焊接。
5. E7018:适用于重型板、钢结构和压力容器等高强度焊接。
二、低合金钢焊条型号及用途:
1. E6016:适用于双极性或直流极性的焊接,主要用于低合金结构钢
焊接。
2. E7016:适用于双极性或直流极性的焊接,主要用于低合金结构钢
焊接。
3. E7018:适用于超低温钢、中低温压力容器、钾钙强化板及高强度
钢结构的焊接。
4. E8018:适用于高强度低合金钢的焊接,如桥梁、钢管等。
5. E9018:适用于高强度结构钢及球墨铸铁的焊接。
三、不锈钢焊条型号及用途:
1. E308:适用于焊接不锈钢及其复合材料,如耐热钢的焊接。
2. E309:适用于焊接低合金钢、铸铁及不锈钢复合结构的焊接。
3. E316:适用于焊接耐热、耐腐蚀不锈钢及其复合材料的焊接。
4. E385:适用于焊接奥氏体耐热钢及其复合材料的焊接。
5. E2209:适用于焊接烟囱、波纹管等薄壁不锈钢的焊接。
不同型号的焊条具有不同的组织结构和性能特点,因此在选择和
使用焊条时,必须根据具体的焊接对象和要求选择合适的焊条型号,
以保证焊接质量和稳定性。
同时,为保证焊接安全,操作过程中需注意防护措施,避免产生有害的烟尘和气体。