低碳调质钢的焊接
- 格式:doc
- 大小:37.50 KB
- 文档页数:6
摘要本文介绍了金属焊接性以及焊接裂纹的概念,主要介绍冷裂纹的形成与影响因素、金属焊接性的试验研究方法,论述了低碳调质钢的焊接性及焊接工艺特点。
在总结大量资料和焊接实验的基础上,通过低碳调质钢18MnMoNb钢斜Y型焊接裂纹试验,即小铁研试验、18MnMoNb焊接热影响区组织性能试验、18MnMoNb 焊接裂纹断口的扫描电镜分析,分析低碳调质钢的焊接性及产生冷裂纹的原因,并讨论了预热对焊接冷裂纹倾向的减小作用;并对18MnMoNb焊接热影响区组织进行了金相分析和性能研究,最后对18MnMoNb焊接热影响区的显微硬度进行了测试。
完成了低碳调质钢18MnMoNb钢的可焊性研究。
关键词:可焊性;焊接接头;热影响区;焊接裂纹AbstractThis paper introduces the concepts of metal welding and welding cracks,mainly on the formation and cold crack factors,and experimental methods of metal weldable capability,discussed the welding and welding technology features of low-carbon-quality steel.On the base of investigation and weld experiments,through low-carbon-quality steel of 18MnMoNb Y-Silt Type Cracking Test,structure and performance test of 18MnMoNb weld heat affected zone,the scanning electron microscope analysis of 18MnMoNb welding crack fracture,and analysis the welding of low-carbon-quality steel and the reasons of the cold crack and summarize the influence of preheat on cold cracking;and the study completed Metallographic analysis and properties of the metal materials 18MnMoNb weld heat affected zone.Finally,micro-rigidity of 18MnMoNb weld heat affected zone was tested.The metal weldable capability of 18MnMoNb was completed.Key words:weldable;welding joint;HAZ;welding crack目录第1章焊接技术概述 (1)第2章低碳调质钢的焊接基础理论 (3)2.1 焊接冶金过程特点 (3)2.2 焊接接头的组织与性能 (4)2.3 低碳调质钢热影响区的组织分析 (7)2.4 低碳调质钢的焊接性理论分析 (7)2.5 低碳调质钢常用焊接方法 (12)第3章低碳调质钢焊接性能研究试验基础 (14)3.1 低碳调质钢常用焊接工艺 (14)3.2 低碳调质钢的焊接工艺特点研究 (17)3.3 低碳调质钢焊接性试验及分类 (19)3.4 斜Y形坡口焊接裂纹试验法 (20)3.5 渗透探伤法在焊接检测中的应用 (22)3.6 焊接接头金相试样的制备 (23)3.7 焊接裂纹的断裂形式及断口形态 (24)第4章18MnMoNb钢的焊接性试验及分析 (25)4.1 焊接试验准备 (25)4.2 低碳调质钢18MnMoNb斜Y型焊接裂纹试验 (26)4.3 低碳调质钢18MnMoNb焊接裂纹断口扫描电子显微镜分析 (30)4.4 18MnMoNb焊接热影响区组织及性能试验 (31)4.5 18MnMoNb焊接接头的硬度试验 (32)结论 (35)参考文献 (36)致谢 (37)第1章焊接技术概述焊接技术,又称连接工程,是一种重要的材料加工工艺。
图9 非等边焊缝通过对非等边焊缝和等边焊缝的试验研究发热加工2021年 第5期 热加工83表1 母材化学成分(质量分数) (%)材料C Mn Si P S Ni Cr Mo V Cu A5720.23 1.350.40.030.030.003~0.015——0.06—A5140.10~0.200.60~1.000.15~0.350.030.030.70~1.000.40~0.650.40~0.600.03~0.080.15~0.50注:表中单个值均为最大值。
表2 母材力学性能材料屈服强度/MPa抗拉强度/MPa伸长率(%)A57234545018A514690760~89518注:表中单个值均为最小值。
2.2 焊接性焊接性指金属是否适应焊接加工而形成完整的、具备一定使用性能的焊接接头的特性。
钢材的化学成分对焊接HAZ 的淬硬及冷裂有直接影响,C 对冷裂敏感性影响最显著,可以将各种元素都按相当于若干C 含量折合叠加起来求得碳当量,进而估计材料冷裂倾向的大小。
采用国际焊接学会推荐的碳当量计算公式,得出A572的最大碳当量为0.48%;A514的最大碳当量为0.73%。
一般认为碳当量≤0.4%时,钢材在焊接时无淬硬倾向,焊接性良好。
当碳当量为0.4%~0.6%时,钢的淬硬倾向逐步增加。
故A572有一定淬硬倾向,而A514碳当量远高于焊接性良好的判定标准。
综上可知,A572与A514异种钢熔焊焊接性较差。
对于正火钢与高强度调质钢的焊接,主要存在以下问题。
(1)冷裂倾向 A572为低合金高强钢,热处理状态为正火。
其C 含量较低,而Mn 含量较高,Mn/S 高,具有较好的抗热裂性能,正常情况下焊缝中不会出现热裂纹。
因为A572最大碳当量不超过0.5%,所以淬硬倾向不严重,焊接性尚可,但随板厚增加往往需要采取预热措施。
A514为低碳调质钢,其C 含量较低,Mn 含量较高,而且对S 、P 杂质的控制也较严,因此热裂倾向较小。
第二章1、简述焊接电弧的引燃方法。
(一)接触引弧应用场合:焊条电弧焊熔化极气体保护焊(二)非接触引弧应用场合:钨极氩弧焊和等离子弧焊。
2、说明焊接电弧的结构,说明焊接电弧的静特性及影响电弧静特性的因素并举例说明焊接电弧静特性的应用。
结构:三个区域:阳极区阴极区弧柱区焊接电弧静特性: 在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流和电弧电压变化的关系,又称伏安特性。
影响电弧静特性的因素:主要有:电弧长度、周围气体种类焊接电弧静特性的应用对于不同的焊接方法,应用的电弧静特性曲线段、有所不同。
静特性下降段电弧燃烧不稳定而很少采用。
焊条电弧焊、埋弧焊多半工作在静特性水平段。
焊条电弧焊、埋弧焊多半工作在静特性水平段。
熔化极气体保护焊、微束等离子弧焊、等离子弧焊也多半工作在水平段,当焊接电流很大时才工作在上升段。
熔化极气体保护焊和水下焊接基本上工作在上升段。
3、简述交流电弧连续燃烧的条件。
二、交流电弧连续燃烧的条件纯电阻电路电感性电路4、简述影响交流电弧稳定燃烧的因素和提高电弧稳定性的措施。
(一)影响交流电弧稳定燃烧的因素1.空载电压愈高,电弧就愈稳定。
2.引燃电压所需的愈高,电弧愈不稳定,引燃愈困难。
3.电路参数增大电感L或减小电阻R可使电弧趋向稳定地连续燃烧。
4.电弧电流电弧电流愈大,电离程度愈高,电弧的稳定性愈高。
5.电源频率f提高有利于提高电弧的稳定性。
6.电极的热物理性能和尺寸发射电子的能力,尖端形状等;如钨极。
(二)提高交流电弧稳定性的措施1.提高弧焊电源频率2.提高电源的空载电压3.改善电弧电流的波形4.叠加高压电5、简述空载电压的选用原则,常用的弧焊电源空载电压规定。
空载电压含义:当弧焊电源接通电网而焊接回路为开路时,弧焊电源输出端电压选择原则:为保证引弧容易,则需要较高的空载电压。
为保证焊工人身安全,空载电压低些为好。
降低制造成本,空载电压不宜高。
空载电压要适当,一般不大于100V.6、焊接时,对弧焊电源的基本要求是什么?对弧焊电源的具体要求是:①引弧容易。
《熔焊原理及金属材料焊接》教案一、教材《熔焊原理及金属材料焊接》二、教学对象新高职焊接专业的学生三、教案试讲内容:第七章第三节《低碳调质钢的焊接》中的(二)低碳调质钢的焊接性分析本节课主要内容:详细分析了低碳调质钢的焊接性,为制定该钢种的焊接工艺提供了依据。
四、本节课的教学目的及要求:1.掌握该钢种焊接接头对各种焊接缺陷的敏感性和防止措施;2.掌握该钢种焊接热影响区性能下降的原因和防止措施。
五、本节课的重点、难点:重点:冷裂纹产生原因及防止措施,热影响区脆化机理及防止措施。
难点:热影响区脆化机理及防止措施。
六、本节课的教学时间:30分钟七、教学方法:讲授法八、教学过程:(一)复习旧课:提问:什么是焊接性答案(略)(二)导入新课:三峡工程压力钢管下平段及蜗壳的焊接安装选用日本NKK 公司生产的NK一HITEN610U2低碳调质钢板,日方要求该钢种焊接施工的线能量按≤40kJ/cm控制,这意味着超过这一参数,接头的性能将不能保证,从焊接工艺要求引出新课。
(三)讲授新课1.焊接性分析规律:高强度钢是通过一定的化学成分再配合相应的热处理来保证其力学性能的,焊接过程由于存在着热和应力的不平衡,会导致焊接缺陷的产生,不同化学成分的钢种对各种焊接缺陷的敏感性也不一样;焊接热作用也会破坏母材焊前的热处理效果,导致焊接热影响区性能下降而不能满足使用要求。
本次课我们将结合低碳调质钢的化学成分特点(含碳量低,Wc≤%,合金元素种类较多)和热处理状态(调质即淬火+回火)来分析它的焊接性,为制定该钢种的焊接工艺提供理论依据。
2.低碳调质钢的焊接性分析(学生阅读课文,老师讲解)(1)焊接缺陷的敏感性①.结晶裂纹由于含碳量低,对硫、磷杂质控制严格,所以这类钢焊接时不会出现结晶裂纹。
②.热影响区液化裂纹高镍低锰一类的的低碳调质钢较易出现此类裂纹,原因是热影响区的过热区出现重熔。
防止措施是减少焊接线能量;调整熔池的形状,避免出现蘑菇状熔池。
低碳低合金焊高强度钢(调制钢)焊接简要工艺方案1范围本焊接工艺方案规定了XXXXX您司钢制结构件生产现场组装及焊接的基本规则和要求;本焊接工艺方案适用丁XXXXX松司碳素结构钢、普通低合金结构钢、低合金调质钢的焊接;本通用焊接工艺方案适用丁XXXXX松司各产品零部件的焊条电弧焊、气体保护焊、氯弧焊。
2引用标准下歹0方案所包含的条文,通过在本标准中的引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准的最新版本的可能性。
JB-T 9186 二氧化碳气体保护焊工艺规程GB/T324 焊接符号的表示方法GB/T 324 焊缝符号表示法GB/T 985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸GB/T 8110 碳钢、低合金钢气体保护焊焊丝GB9448 焊接与切割安全3基本要求3.1对操作者的要求3.1.1焊工必须经过焊接理论学习和实作培训,经考核合格取得相应证书后方可上岗从事相应的焊接工作。
严禁实习生对产品进行焊接操作。
3.1.2操作者应按照工艺文件的要求进行操作,同时操作者应熟知自己所施焊的工件材料、焊接材料及焊接规范。
32对焊接设备及附属装置的要求—3.2.1对焊机及附届设备进行日常检查,应确保电路、水路、气路及机械装置的正常运行。
3.2.2对焊接机要求:1、逆变全数字式焊机2、拥有稳定可靠的焊接性3、焊接条件调节范围宽广、高速焊接性优良、飞溅发生量少4、拥有焊接参数存储功能(推荐OTCCPVM-500/XDS-500 焊机)3.2.3焊接设备仪表装置应准确可靠,应定期进行检修及维护;当设备出现异常时应立即停机,禁止使用,同时通知设备维修人员进行维修。
3.2.4对保温桶的使用要求:烘干后的低氢碱性焊条须放置在保温桶中,随取随用;取出焊条后,应将保温桶盖盖好,并通电保温。
3.3对焊接材料及原材料的要求3.3.1焊接材料包括焊条、焊丝和保护气体。

第十章压力容器的焊接技术随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。
压力容器的焊接成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。
第一节碳钢、低合金高强钢压力容器的焊接一、压力容器用碳钢的焊接碳钢以铁为基础,以碳为合金元素,含量一般不超过1.0%。
此外,含锰量不超过1.2%,含硅量不超过0.5%,Si、Mn皆不作为合金元素。
而其他元素,如Ni、Cr、Cu等,控制在残余量限度内,更不是合金元素。
S、P、O、N等作为杂质元素,根据钢材品种和等级,也都有严格限制。
碳钢根据含碳量的不同,分为低碳钢(C≤0.30%)、中碳钢(C= 0.30%~ 0.60%)、高碳钢(C≥0.60%)。
压力容器主要受压元件用碳钢,主要限于低碳钢。
在《容规》中规定:“用于焊接结构压力容器主要受压元件的碳素钢和低合金钢,其含碳量不应大于0.25%。
在特殊条件下,如选用含碳量超过0.25%的钢材,应限定碳当量不大于0.45%,由制造单位征得用户同意,并经制造单位压力容器技术总负责人批准,并按相关规定办理批准手续”。
常用的压力容器用碳钢牌号有Q235-B、Q235-C、10、20、20R等。
(一)低碳钢焊接特点低碳钢含碳量低,锰、硅含量少,在通常情况下不会因焊接而引起严重组织硬化或出现淬火组织。
这种钢的塑性和冲击韧性优良,其焊接接头的塑性、韧性也极其良好。
焊接时一般不需预热和后热,不需采取特殊的工艺措施,即可获得质量满意的焊接接头,故低碳钢钢具有优良的焊接性能,是所有钢材中焊接性能最好的钢种。
(二)低碳钢焊接要点(1)埋弧焊时若焊接线能量过大,会使热影响区粗晶区的晶粒过于粗大,甚至会产生魏氏组织,从而使该区的冲击韧性和弯曲性能降低,导致冲击韧性和弯曲性能不合格。
故在使用埋弧焊焊接,尤其是焊接厚板时,应严格按经焊接工艺评定合格的焊接线能量施焊。
(2)在现场低温条件下焊接、焊接厚度或刚性较大的焊缝时,由于焊接接头冷却速度较快,冷裂纹的倾向增大。
角钢焊接规范篇一:角钢焊接参数的选择角钢焊接参数的选择重庆角钢的特点是碳含量低,基体组织是强度和韧性都较高的低碳马氏体+下贝氏体,这对焊接有利。
但是,调质状态下的钢材,只要加热温度超过它的回火温度,性能就会发生变化。
焊接时由于热的作用使热影响区强度和韧性的下降几乎是不可避免的。
因此,低碳调质钢焊接时要注意两个基本问题:(1)要求马氏体转变时的冷却速度不能太快,使马氏体有一“自回火”作用,以防止冷裂纹的产生;(2)要求在800~500%之间的冷却速度大于产生脆性混合组织的临界速度。
这两个问题是制定低碳调质钢焊接参数的主要依据。
此外,在选择焊接材料和确定焊接参数时,应考虑焊缝及热影响区组织状态对焊接接头强韧性的影响。
’不预热条件下焊接低碳调质钢,焊接工艺对热影响区组织性能影响很大,其中控制焊接热输入是保证焊接质量的关键,应给予足够的重视。
篇二:型材对接工艺(角钢、槽钢、T型钢、工字钢)篇三:钢筋焊接及规范1 总则1.0.1为了在钢筋焊接施工中采用合理的焊接工艺和统一质量验收标准,做到技术先进,确保质量,制订本规程。
1.0.2本规程适用于建筑工程混凝土结构中的钢筋焊接施工及质量检验与验收。
1.0.3从事钢筋焊接施工的焊工必须持有焊工考试合格证书,才能上岗操作。
1.0.4在进行钢筋焊接施工及质量检验与验收时,除按本规程规定执行外,尚应符合国家现行有关强制性标准的规定。
2 术语2.0.1钢筋电阻点焊resistance spot welding of reinforcing steel bar将两钢筋安放成交叉叠接形式,压紧于两电极之间,利用电阻热熔化母材金属,加压形成焊点的一种压焊方法。
2.0.2钢筋闪光对焊flash butt welding of reinforcing steel bar将两钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法2.0.3钢筋电弧焊arc welding of reinforcing steel bar以焊条作为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
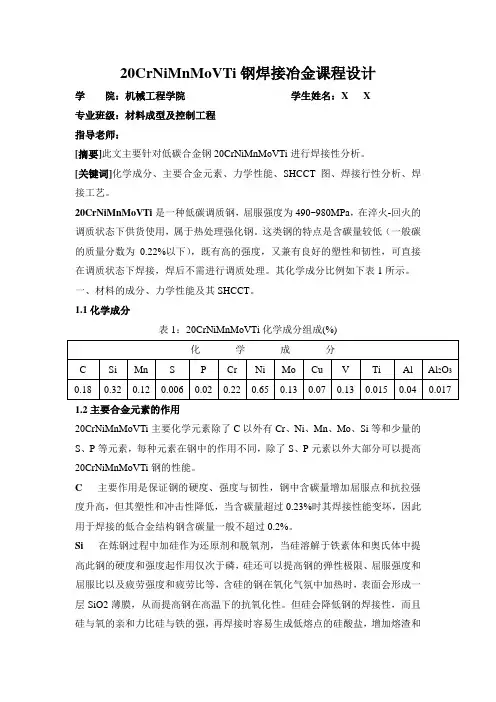
20CrNiMnMoVTi钢焊接冶金课程设计学院:机械工程学院学生姓名:X X专业班级:材料成型及控制工程指导老师:[摘要]此文主要针对低碳合金钢20CrNiMnMoVTi进行焊接性分析。
[关键词]化学成分、主要合金元素、力学性能、SHCCT图、焊接行性分析、焊接工艺。
20CrNiMnMoVTi是一种低碳调质钢,屈服强度为490~980MPa,在淬火-回火的调质状态下供货使用,属于热处理强化钢。
这类钢的特点是含碳量较低(一般碳的质量分数为0.22%以下),既有高的强度,又兼有良好的塑性和韧性,可直接在调质状态下焊接,焊后不需进行调质处理。
其化学成分比例如下表1所示。
一、材料的成分、力学性能及其SHCCT。
1.1化学成分表1:20CrNiMnMoVTi化学成分组成(%)1.2主要合金元素的作用20CrNiMnMoVTi主要化学元素除了C以外有Cr、Ni、Mn、Mo、Si等和少量的S、P等元素,每种元素在钢中的作用不同,除了S、P元素以外大部分可以提高20CrNiMnMoVTi钢的性能。
C 主要作用是保证钢的硬度、强度与韧性,钢中含碳量增加屈服点和抗拉强度升高,但其塑性和冲击性降低,当含碳量超过0.23%时其焊接性能变坏,因此用于焊接的低合金结构钢含碳量一般不超过0.2%。
Si 在炼钢过程中加硅作为还原剂和脱氧剂,当硅溶解于铁素体和奥氏体中提高此钢的硬度和强度起作用仅次于磷,硅还可以提高钢的弹性极限、屈服强度和屈服比以及疲劳强度和疲劳比等,含硅的钢在氧化气氛中加热时,表面会形成一层SiO2薄膜,从而提高钢在高温下的抗氧化性。
但硅会降低钢的焊接性,而且硅与氧的亲和力比硅与铁的强,再焊接时容易生成低熔点的硅酸盐,增加熔渣和融化金属的流动性,引起喷溅,影响焊接质量。
所以硅在此钢中的含量在0.3%左右。
Mn 在炼钢中锰是很好的脱氧剂和脱硫剂,能消除和减弱由于硫引起的热脆性,提高钢的淬性,改善20CrNiMnMoVT钢的热加工性能。
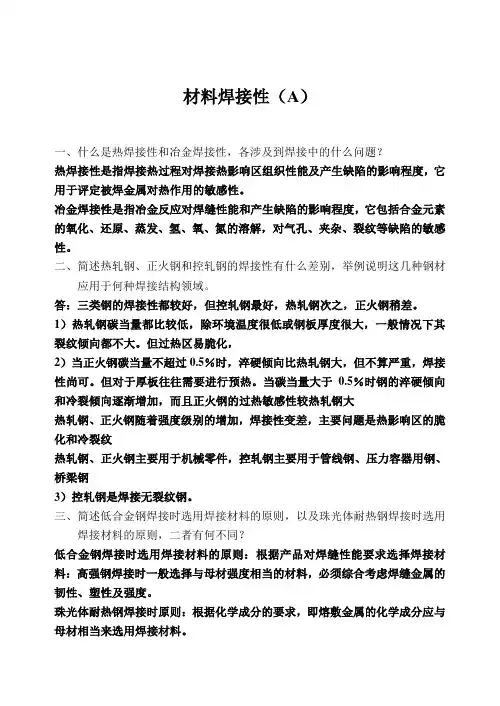
材料焊接性(A)一、什么是热焊接性和冶金焊接性,各涉及到焊接中的什么问题?热焊接性是指焊接热过程对焊接热影响区组织性能及产生缺陷的影响程度,它用于评定被焊金属对热作用的敏感性。
冶金焊接性是指冶金反应对焊缝性能和产生缺陷的影响程度,它包括合金元素的氧化、还原、蒸发、氢、氧、氮的溶解,对气孔、夹杂、裂纹等缺陷的敏感性。
二、简述热轧钢、正火钢和控轧钢的焊接性有什么差别,举例说明这几种钢材应用于何种焊接结构领域。
答:三类钢的焊接性都较好,但控轧钢最好,热轧钢次之,正火钢稍差。
1)热轧钢碳当量都比较低,除环境温度很低或钢板厚度很大,一般情况下其裂纹倾向都不大。
但过热区易脆化,2)当正火钢碳当量不超过0.5%时,淬硬倾向比热轧钢大,但不算严重,焊接性尚可。
但对于厚板往往需要进行预热。
当碳当量大于0.5%时钢的淬硬倾向和冷裂倾向逐渐增加,而且正火钢的过热敏感性较热轧钢大热轧钢、正火钢随着强度级别的增加,焊接性变差,主要问题是热影响区的脆化和冷裂纹热轧钢、正火钢主要用于机械零件,控轧钢主要用于管线钢、压力容器用钢、桥梁钢3)控轧钢是焊接无裂纹钢。
三、简述低合金钢焊接时选用焊接材料的原则,以及珠光体耐热钢焊接时选用焊接材料的原则,二者有何不同?低合金钢焊接时选用焊接材料的原则:根据产品对焊缝性能要求选择焊接材料:高强钢焊接时一般选择与母材强度相当的材料,必须综合考虑焊缝金属的韧性、塑性及强度。
珠光体耐热钢焊接时原则:根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
四、任举出一种低碳调质钢的牌号,说明低碳调质钢焊接中容易出现什么问题。
指出低碳调质钢焊接时采用那2种典型的焊接工艺?怎样能够保证焊接接头性能,为什么?牌号:HY-80低碳调质钢焊接时主要问题:是在焊接接头热影响区出现脆化外和软化问题。
典型的焊接工艺:低碳调质钢的组织为低碳马氏体+下贝氏体,强度和韧性都较高。
这在一般电弧焊条件下就可获得与母材相近的热影响区。
低碳调质钢的焊接一、低碳调质钢典型钢种成分及性能热扎和正火条件下,钢中通过增加合金元素的含量来提高强度,其结果是塑性和韧性降低,而且随着强度提高越多,塑性和韧性降低越多。
当钢中合金元素含量超过一定范围后会出现韧性的大幅度下降。
因此,抗拉强度大于600MPa的高强钢一般都需要调质处理。
因此低碳调质钢提高强度不单纯通过合金强化,还要通过热处理——调质强化处理。
钢中一般加入Mn、Cr、Ni、Mo、V、Nb、B、Ti等元素,目的是保证足够的淬透性和马氏体回火稳定性,使珠光体和贝氏体转变推迟,使马氏体转变的临界冷却速度下降大。
常用的低碳调质钢为了获得良好的综合性能和焊接性,一般含碳量不大于0.18%,这样通过淬火和回火(即调质处理)得到回火索氏体和回火马氏体组织,使之具有较高的强度和良好的塑性。
另外,除了取决于化学成分外,还要执行正确的热处理制度。
一般为奥氏体化—淬火—回火,也有少数钢采用奥氏体化—正火—回火。
低碳调质钢的特性是具有较高的强度(屈服强度490~980MPa),并有良好的塑性、韧性和耐磨性。
钢中强度级别不同加入的合金元素及其含量也不同。
成分:抗拉强度σb:1.600Mpa Si-Mn 和Si-Mn基础上加少量Cr、Ni、Mo、V2.700Mpa Si-Mn-Cr-Ni-Mo加少量V,合金元素加入量较600高具有较好的冲击韧性,用于低温服役的焊接结构,露天煤矿大型挖掘机3.800Mpa Si-Mn-Cr-Ni-Mo-Cu-V系并加入一定的B工程机械、矿山机械。
推土机、工程起重机、重型汽车4.1000Mpa同800Mpa合金加入较多,为保证韧性加入Ni较多工程机械高耐磨件,核动力装置、航空航天装备上二、低碳调质钢的可悍性分析低碳调质钢含碳量低,合金成分的确定也都考虑了材料的可焊性,其工艺要求基本与正火钢相似.差别是这类钢通过调质强化,故在焊接接头热影响区除了脆化外还有软化问题。
(一)热裂纹低碳调质钢中S、P杂质控制严,含C量低、含Mn量较高.因此热裂纹倾向较小。
低碳调质钢的焊接
一、低碳调质钢典型钢种成分及性能
热扎和正火条件下,钢中通过增加合金元素的含量来提高强度,其结果是塑性和韧性降低,而且随着强度提高越多,塑性和韧性降低越多。
当钢中合金元素含量超过一定范围后会出现韧性的大幅度下降。
因此,抗拉强度大于600MPa的高强钢一般都需要调质处理。
因此低碳调质钢提高强度不单纯通过合金强化,还要通过热处理——调质强化处理。
钢中一般加入Mn、Cr、Ni、Mo、V、Nb、B、Ti等元素,目的是保证足够的淬透性和马氏体回火稳定性,使珠光体和贝氏体转变推迟,使马氏体转变的临界冷却速度下降大。
常用的低碳调质钢为了获得良好的综合性能和焊接性,一般含碳量不大于0.18%,这样通过淬火和回火(即调质处理)得到回火索氏体和回火马氏体组织,使之具有较高的强度和良好的塑性。
另外,除了取决于化学成分外,还要执行正确的热处理制度。
一般为奥氏体化—淬火—回火,也有少数钢采用奥氏体化—正火—回火。
低碳调质钢的特性是具有较高的强度(屈服强度490~980MPa),并有良好的塑性、韧性和耐磨性。
钢中强度级别不同加入的合金元素及其含量也不同。
成分:
抗拉强度σb:1.600Mpa Si-Mn 和Si-Mn基础上加少量Cr、Ni、Mo、V
2.700Mpa Si-Mn-Cr-Ni-Mo加少量V,合金元素加入量较600高
具有较好的冲击韧性,用于低温服役的焊接结构,露天煤矿大型挖掘机
3.800Mpa Si-Mn-Cr-Ni-Mo-Cu-V系并加入一定的B
工程机械、矿山机械。
推土机、工程起重机、重型汽车
4.1000Mpa同800Mpa合金加入较多,为保证韧性加入Ni较多
工程机械高耐磨件,核动力装置、航空航天装备上
二、低碳调质钢的可悍性分析
低碳调质钢含碳量低,合金成分的确定也都考虑了材料的可焊性,其工艺要求基本与正
火钢相似.差别是这类钢通过调质强化,故在焊接接头热影响区除了脆化外还有软化问题。
(一)热裂纹
低碳调质钢中S、P杂质控制严,含C量低、含Mn量较高.因此热裂纹倾向较小。
对一些高Ni低Mn型低合金高强调质钢(HY80),焊缝中的含Mn量可通过焊接材料加以调整,焊接热裂纹是不会产生的。
(一)热影响区的液化裂纹
液化裂纹主要发生在高Ni低Mn的低合金高强钢中.这是因为含Mn量低,对脱S不利,焊缝金属中的S和Ni、Fe形成低熔点共晶,低熔点共晶处于晶界上而产生液化裂纹。
液化裂纹产生倾向与含C量及Mn/s有关,含C量越高,要求Mn/S也较高。
如当W(C)<0.2%,W(Mn)/W(s)>30时,液化裂纹敏感性较小。
因此,避免液化裂纹的关键在于控制C和S 含量,保证高数值的W(Mn)/W(S)。
例如HY-80 含Ni量较高Mn/s =0.40/0.025=16 易裂
HY-130 含Ni量高于HY-80 Mn/s =0.90/0.01=90 对裂纹不敏感
此外,焊接线能量越大,金属晶粒长得越大.晶界熔化得越严重.液态晶间层存在的时间越长,液化裂纹产生的倾向越大。
(二)冷裂纹
低碳调质钢是通过加入提高淬透性的合金元素,保证获得强度高、塑性和韧性好的低碳马氏体和部分下贝氏体。
由于淬透性增加,使得CCT曲线大大右移,除非冷却速度很缓
慢,高温转变一般不会发生。
但是,这类钢马氏体含碳量很低,马氏体开始转变温度Ms较
高,在该温度下以较慢的速度冷却,形成的马氏体还能来得及进行一次“自回火”处理,所以实际上冷裂倾向并不一定很大。
若马氏体转变时冷却速度较快,得不到“自回火”效果,冷裂倾向就会增大。
例如HT-80:冷却速度小F+P、中速B+M、快冷M
马氏体开始转变温度Ms较高,大于400℃,在该温度下,以较慢的速度冷却,形成的马氏体还能来得及进行一次“自回火”处理。
(三)再热裂纹
从合金系统来说,为加强其淬透性和提高抗回火性能,加入的合金元素Cr、Mo、V、Ti、Nb、B等,大多数都能引起再热裂纹.其中V的影响最大,Mo的影响次之。
一般认为,M o-V钢、(Cr-Mo-V钢对再热裂纹较敏感;Cr-Mo 钢、Mo-B钢有一定的再热裂纹倾向,焊接时都应该注意再热裂纹问题。
多元化钢HT-80 Si-Mn-Cr-Ni-Mo-Cu-V-B含有多种促使再热裂纹的元素。
500~650℃加热2小时就出现再热裂纹。
14MnMoNbB对再热裂纹也敏感。
(五)层状撕裂
低碳调质钢的生产控制较严,其杂质含量低,纯净度高,层状撕裂的敏感性低,到目前尚
来见这方面报导。
(六)热影响区性能的变化
l、过热区的脆化
低碳调质钢的合金化是通过合金元素的作用提高其淬透性,保证获得高强度、高塑性和韧性的低碳马氏体和下贝氏体。
凡是不利形成低碳马氏体+下贝氏的原因都会引起组织塑
性和韧性下降——脆化,如由于过热造成奥氏体晶粒粗化引起的脆化;形成上贝氏体引起的脆化;由于合金化程度增加提高了奥氏体的稳定性,在贝氏体中的铁素体之间形成M-A
组元引起的脆化等。
这类钢焊接时各自都有一个韧性最佳的t8-5(800~500℃冷却时间),在这时得到
低碳马氏体+(10~30%)贝氏体,韧性最好。
冷却时间小于该值时可得到100%低碳马氏体,韧性虽较好,但不如前者。
例如:对于HT100(B)HT100(A)HT80
t8/5有个最佳值
HT100(B)t8/5大约为90S时,组织为M+B下;大于90时B上+B下;继续增加B上HT100(A)t8/5大约为25S,组织为M+B下;大于25时B上+B下;继续增加B上;小于25为M
HT80 t8/5大约为12S,组织为M+B下;大于12时B上+B下;继续增加B上;小于12为M
随着t8/5增加,引起粗晶脆化外,主要原因还有B上和M-A组元。
2、焊接热影响区的软化
调质钢是经过淬火+高温回火热处理,获得回火索氏体组织,渗碳体为球状。
焊接时,焊接接头热影响区受到不同热循环的影响,组织发生了相应变化(变化程度和区域与焊接方法及工艺参数有关),致使焊接接头热影响区综合机械性能低于母材(也就是说焊接调质钢,焊接接头热影响区为焊接结构强度的薄弱处),这种影响对焊后不再进行调质处理的低碳调质钢优其显著,焊接时必须考虑到这一问题。
三、低碳调质钢的焊接工艺
低碳调质钢的组织为低碳马氏体+下贝氏体,强度和韧性都较高。
这在一般电弧焊条件下就可获得与母材相近的热影响区。
但是,为了保证焊接接头的性能制定低碳调质钢焊接工艺的主要依据一是要求在马氏体转变时冷速不能太快,以免产生冷裂;二是要求在800℃~5
00℃之间的冷却速度大于产生脆性混合组织的临界温度。
至于热影响区的软化问题在采用小线能量的焊接后就可基本解决。
(一)焊接工艺方法和焊接材料的选择
1.焊接工艺方法
调质钢只要加热温度超过其回火温度,它的性能(综合机械性能)就会降低,问题随调质钢强度级别的提高而变得更加显著。
通常解决办法是焊后重新调质处理,尽量限制焊接过程中的热量输入。
焊接σS>980MPa的调质钢(如HP-9-4-20,10Ni-Cr-Mo-Co等调质钢)时.
必须采用钨极氩弧焊或电子束焊之类的焊接方法。
对于σS<980MPa的凋质钢,手工电弧焊、埋弧自动焊、熔化极气体保护焊和钨极氩弧焊都可以采用(但对σS>686MPa的调质钢,熔化极气体保护焊是最适宜的自动焊法)。
对于输入热量多、冷却速度慢的多丝埋弧焊或电渣焊,如果必须采用就要进行焊后调质处理。
2.焊接材料
低碳调质钢焊后—般不再进行热处理,要求焊缝金属在焊接状态具有与母材近似相等
的机械性能。
特殊情况(结构刚度很大),为避免裂纹可选择比母材强度稍低些的焊接材料。
几种调质钢的焊接材料见表
(二)焊接工艺参数的选择
主要考虑冷裂纹和脆化两方面。
防止冷裂纹要求冷却速度慢些,脆化则要求冷却速度要快些为好(M+B下)见图P41 HT-80钢冷速上限不产生冷裂纹,下限保证HAZ不产生脆化的混合组织,见阴影部分,E应该保证过热区的冷却速度刚好在该区内。
但对于大厚板,即使采用大线能量,冷速也很大,要预热来解决。
1.焊接线能量
在保证不出裂纹,满足热影响区塑性、韧性的条件下,线能量应该尽可能选择大些。
几种钢材的最大线能量见表
2.预热温度
当线能量的数值达到了最大允许值时还不能避免裂纹的发生,必须采取预热措施。
预
热主要是为了防止冷裂,但从800℃~500℃区间的冷却速度来看,由于预热减缓了该区域内的冷却速度,获得上贝氏体的可能性增加,热影响区的塑性和韧性会受到不利的影响,预热温度一般低于200℃。
几种低碳调质钢的最低预热温度和层间温度见表
3.焊后热处理
低碳马氏体+下贝氏体组织的低碳调质钢能保证其焊接热影响区在快速冷却时获得高强度及塑性和韧性,为了防止焊件脆断的消除应力退火就没有必要。
消除应力退火处理只用于要求耐应力腐蚀的焊件,为了保证材料的性能,消除应力退火的温度应比该钢材调质时的回火温度低30℃左右。