百分表式卡规校准方法
- 格式:doc
- 大小:45.55 KB
- 文档页数:4


百分表对中方法及控制百分表对中方法及其控制百分表法是旋转机械对中最常用的对中手段,但存在表架固定不牢、表针卡涩、量程设置不当、表架挠度偏差等各种误差因素,它们对百分表的测量读数精度将产生严重影响。
本文就力图通过百分表对中的各种误差因素的分析与控制阐述,以助于提高大型风机、机泵等旋转机械对中精度和安装质量。
1转动机械对中的意义和测量方法旋转机械对中就是把要联接的两台或多台设备的主轴位置,调整到能保证设备轴系在正常运行工况下的两轴轴线处于同轴状态的工艺过程。
对中偏差就是转动机械最常用的问题之一。
根据有关工业统计说明,少于50%的设备损毁可以归结为对中偏差和对中错误[1]。
因过小对中偏差引发上述的主轴密封、轴承、联轴器以及主轴损毁后的更换费用、额外能耗费用和停工损失对任何单位和企业、甚至公共环境都就是不可忽视的。
对中偏差通常分同心度偏差、角向度偏差以及它们的组合偏差。
为了便于工程测量和设备调整,对中组合偏差一般分解成垂直和水平两个方向上的同心度偏差和角向度偏差两个分量,即水平同心度偏差、垂直同心度偏差、水平角向度偏差及垂直角向度偏差。
对中方法以及对中质量就是和科技发展密切有关的。
先后存有直尺塞尺对中法、百分表对中法、激光对中等方法。
总体上谈,上述任何一种对中方法均可达至足够多的精度,可以达至0.001~0.01mm,主要依赖于仪器精密度和对中操作方式人员的技能水平。
现在,广泛使用的对中方法存有百分表对中法和激光对中仪法。
激光对中仪完全是基于百分表对中的理论,结合采用先进精确的光学、电子技术,把百分表对中法中容易出现的各种误差因素降到最低限度,大大消除了百分表对中法的测量器具产生的误差。
同时自动完成大量的计算工作,使对中操作简单、既快又准,但该类设备价格昂贵,以及电子仪控元件一些固有的误差,一定程度上限制了它的推广。
所以,目前在工程上大量采用的还是百分表对中法。
笔者主要以百分表对中法为对象,分析其主要的误差因素及控制方法。

百分表检定规范具体内容:
本规定适用于本司新购的、使用中的数显和指针式的百分表的检定。
一、技术要求
1.1 外观:
指针式的:其表面应完好无损、刻度清晰,指针转动灵活,且在不工作时指针与刻度线对准。
数显式的:其表面应完好无损,当数显按钮按下时有数字显示,并各功能正确。
1.2示值误差:被检测的百分表的读数值与标准量块的标准数值的比对偏差应在+0.01MM 范围内。
1.3示值变动性:不超过0.01mm。
二、检定条件
2.1 在室温条件下。
三、检定方法
3.1 外观:用目力观察,应符合1.1条要求。
3.2用标准量块进行检定。
量程为0-12.7mm用标准量块的5.12、10进行测量,量程为0-25mm用标准量块5.12、15.36、25 进行测量,每点测量三次取平均值,其平均值与标准的对比偏差不应超过1.2的技术要求;每点三次读数中最大值与最小值之差即为示值变动性,应符合1.3条的要求。
检定时数据记录在“--检定记录”CAL-F001上。
四、检定用标准器
标准量块L2-01 、L2-02
五、检定结果处理与检定周期
5.1 经检定符合规范要求的百分表可投入使用,入台帐,贴合格标签,经检定不符合规范要求的贴禁用标签,无法修理则报废处理。
5.2 使用中的百分表检定周期,可根据具体使用情况确定,一般定为一年。
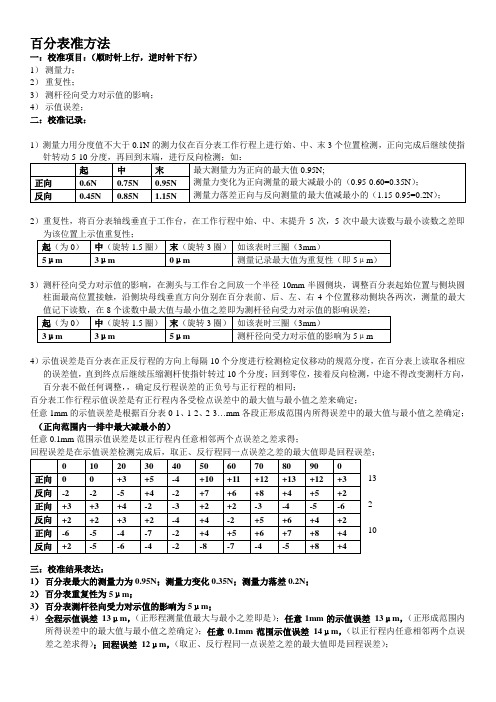
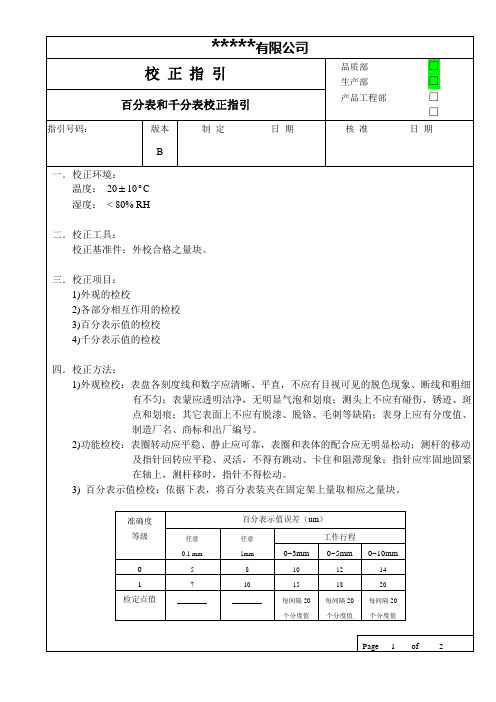
百分表准方法一:校准项目:(顺时针上行,逆时针下行)1) 测量力;2) 重复性;3) 测杆径向受力对示值的影响;4) 示值误差;二:校准记录:1)测量力用分度值不大于0.1N 的测力仪在百分表工作行程上进行始、中、末3个位置检测,正向完成后继续使指2)重复性,将百分表轴线垂直于工作台,在工作行程中始、中、末提升5次,5次中最大读数与最小读数之差即3)测杆径向受力对示值的影响,在测头与工作台之间放一个半径10mm 半圆侧块,调整百分表起始位置与侧块圆柱面最高位置接触,沿侧块母线垂直方向分别在百分表前、后、左、右4个位置移动侧块各两次,测量的最大4)示值误差是百分表在正反行程的方向上每隔10个分度进行检测检定仪移动的规范分度,在百分表上读取各相应的误差值,直到终点后继续压缩测杆使指针转过10个分度;回到零位,接着反向检测,中途不得改变测杆方向,百分表不做任何调整,,确定反行程误差的正负号与正行程的相同;百分表工作行程示值误差是有正行程内各受检点误差中的最大值与最小值之差来确定;任意1mm 的示值误差是根据百分表0-1、1-2、2-3…mm 各段正形成范围内所得误差中的最大值与最小值之差确定; (正向范围内一排中最大减最小的)任意0.1mm 范围示值误差是以正行程内任意相邻两个点误差之差求得;回程误差是在示值误差检测完成后,取正、反行程同一点误差之差的最大值即是回程误差;13 2 10三:校准结果表达:1) 百分表最大的测量力为0.95N ;测量力变化0.35N ;测量力落差0.2N ;2) 百分表重复性为5μm ;3) 百分表测杆径向受力对示值的影响为5μm ;4) 全程示值误差 13μm ,(正形程测量值最大与最小之差即是);任意1mm 的示值误差 13μm ,(正形成范围内所得误差中的最大值与最小值之差确定);任意0.1mm 范围示值误差 14μm ,(以正行程内任意相邻两个点误差之差求得);回程误差 12μm ,(取正、反行程同一点误差之差的最大值即是回程误差);。
百分表使用方法由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验.百分表和千分表按其制造精度,可分为0级、1级、2级三种,0级精度较高.使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的精度等级和测量范围.使用百分表和千分表时,必须注意以下几点;1、使用前,应检查测量杆活动的灵活性.即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
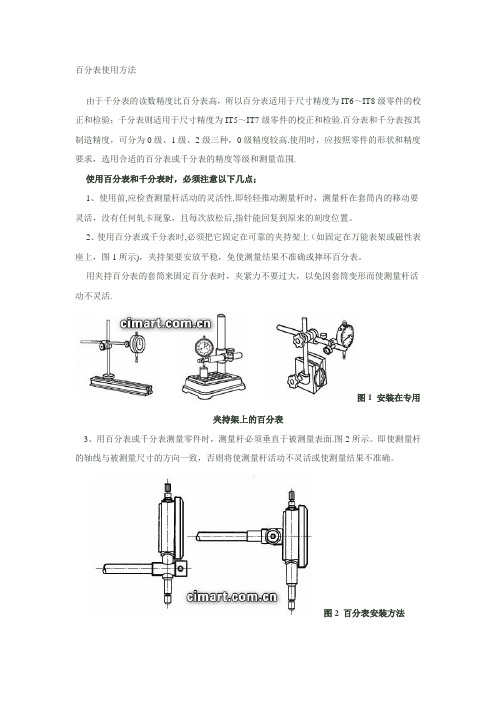
2、使用百分表或千分表时,必须把它固定在可靠的夹持架上(如固定在万能表架或磁性表座上,图1所示),夹持架要安放平稳,免使测量结果不准确或摔坏百分表。
用夹持百分表的套筒来固定百分表时,夹紧力不要过大,以免因套筒变形而使测量杆活动不灵活.图1 安装在专用夹持架上的百分表3、用百分表或千分表测量零件时,测量杆必须垂直于被测量表面.图2所示。
即使测量杆的轴线与被测量尺寸的方向一致,否则将使测量杆活动不灵活或使测量结果不准确。
图2 百分表安装方法4、测量时,不要使测量杆的行程超过它的测量范围;不要使测量头突然撞在零件上;不要使百分表和千分表受到剧烈的振动和撞击,亦不要把零件强迫推入测量头下,免得损坏百分表和千分表的机件而失去精度。
因此,用百分表测量表面粗糙或有显著凹凸不平的零件是错误的。
5、用百分表校正或测量零件时,如图3所示.应当使测量杆有一定的初始测力.即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量(千分表可小一点,有0。
1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。
轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变.当指针的零位稳定后,再开始测量或校正零件的工作.如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
百分表的使用方法百分表是一种常用的测量和校准工具,它通过量度物体的长度或直径的变化来实现。
百分表通过调节和读取表盘上的刻度来确定物体长度的增加或减少量,精确度一般为0.01毫米。
下面是百分表的使用方法:1. 准备工作:首先,要确保百分表和被测物体都是干净的,无异物或污渍。
如果有污渍,应该先清洁干净,以免影响测量的准确性。
2. 安置被测物体:将被测物体放置在百分表的测量工作台上,确保被测物体稳定且平行于刻度盘。
使用夹具或夹持装置使其固定不动。
3. 归零:将百分表两脚合并,然后旋转刻度盘上的调整螺杆,使指针指向零刻度。
这一步骤称为“归零”,确保百分表的零点与脚的位置一致。
4. 对齐并夹紧:调整百分表脚的位置,使其与被测物体的表面平行,并将脚夹紧以保持稳定。
5. 读取测量值:观察百分表刻度盘上的刻度,记录指针指向的数值。
一般来说,读数是由刻度盘上的主刻度和圆盘上的副刻度组成的。
主刻度用于表示整数部分,而副刻度则用于表示小数部分。
因此,读数是主刻度和副刻度的结合。
6. 计算测量误差:如果需要计算测量误差,可以将测量值与已知准确值进行比较,并计算它们之间的差值。
7. 取下被测物体:完成测量后,可以取下被测物体,并将百分表调整回初始状态,以备下一次测量。
需要注意的是,百分表在测量时应避免施加过大的力,以免损坏脚或被测物体。
此外,百分表也应避免过多的震动和碰撞,以保持其准确性和稳定性。
总之,百分表是一种精确测量工具,适用于测量物体长度或直径的变化。
使用百分表时,需要进行准备工作、归零、对齐、读取测量值和计算测量误差等步骤,以确保测量的准确性。
同时,还需要注意对百分表的保养和使用注意事项,以延长其使用寿命并保持准确性。
指示表校准方法一、本校准方法适用于新制造、使用中和修理后的测量范围为(0~10)mm的百分表的校准。
二、依据JJG34-1996《指示表(百分表和千分表)检定规程》。
三、校准方法:用检定合格后的编号84230百分表检定仪((0~25)mm 范围内不大于4μm),按《指示表(百分表和千分表)检定规程》进行校准。
测量结果直接使用指示表测量结果不确定度分析报告中的分析方法来评定。
四、实验室环境条件:温度为(20±10)℃,相对湿度小于80%。
五、校准所使用的标准器为百分表检定仪(编号为84230、测量范围为(0~25)mm)。
六、校准周期可根据指示表的使用频率及顾客的意见酌情考虑。
七、参考文件:1、JJG34-1996《指示表(百分表和千分表)检定规程2、百分表示值误差测量结果不确定度分析报告百分表示值误差测量结果不确定度评定1. 概述⑴测量方法:依据JJG34-1996《指示表检定规程》。
⑵环境条件:温度(20±10)℃,相对湿度85≤% 。
⑶测量标准:百分表检定仪,最大允许示值误差为4.0μm 。
⑷测量对象:分度值为0.01mm ,行程为10mm 的百分表,其最大允许示值误差为20μm 。
⑸测量过程:先将检定仪和百分表分别对好零位,百分表示值误差是在正行程的方向上每隔20个分度进行校准的。
检定器移动规定分度后,在百分表上读取各点相应的误差值,直到工作行程的终点。
由正行程校准得到的最大误差与最小误差之差值为百分表的示值误差。
⑹评定结果的使用:在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
⒉数学模型min max ∆-∆=e (1) 式中: e --百分表示值误差;max ∆--百分表正行程上最大误差;min ∆--百分表正行程上最小误差。
max ∆=s a L L - ; min ∆=s a L L -' (2)式中:a L --百分表示值;s L --百分表检定器的示值。
百分表式卡规校准方法
受控状态:
文件编号:
修订状态: B0
分发号:
编制:审核:批准:
日期:日期:日期:
会签与修订页:
1 目的
为了在公司内部开展校准工作,进行量值传递保证测量准确有效。
2 适用范围
本校准方法适用于分度值0.01mm,测量范围为(15-35)(35-55)、(55-75)、(75-95)、(95-115)、(115-135)的百分表(或数显百分表)式卡规的首次校准,后续校准和使用中的检验。
3 依据
JJG 109-2004百分表式卡规检定规程
4 职责
4.1 计量中心负责百分表式卡规校准方法的制定和修订。
4.2 计量人员负责按照规定进行百分表式卡规的校准和作出判定并做好相应记录与标识。
5 工作程序
5.1 环境条件
5.1.1 校准的环境要求:温度:20±5℃;湿度:≤80%
5.1.2 校准前应将被检仪器及标准检具同时置于平板上让其在平衡温度放置足够长的
时间。
5.2 带表卡规校准项目
5.2.1 外观检查和各部分相互作用
5.2.2 示值误差
5.3 带表卡规的校准方法:
5.3.1 外观用目视的方法:百分表式卡规的工作面不应有划痕,碰伤,斑点,锈蚀;百
分表测杆移动应灵活、平稳,无跳动或卡滞现象。
通过多次压缩及观察检查各部
分相互作用,手动试验时看表圈转动是否平稳与表体配合有无明显松动,表蒙清
晰完整,刻度盘要清晰。
不能有影响计量特性的因素。
5.3.2 示值误差用5等量块和量块附件;
(1)检定时均匀分布检定5个点(4mm一个点),先将所要检定尺寸的量块夹持在
量块附件上,将卡规测头接触量块附件的工作表面,上下左右摆动,找拐点校对
零位。
(2)接着将量块尺寸(测量下线尺寸A+4mm)加上4mm夹持在量块附件上,将卡
规测头接触量块附件的工作表面,上下左右摆动,找拐点校对读出相对误差。
接
着如同上方法检定剩余3个点。
各点最大误差减去最小误差就是该卡规的示值误
差。
5.4判定要求:
5.5校准周期:
B类:1次/半年; C类:1次6 相关文件和记录
6.1校准报告
7 附录
无。