检定指示量具标准器组计量标准技术报告(指示表)
- 格式:doc
- 大小:210.12 KB
- 文档页数:14
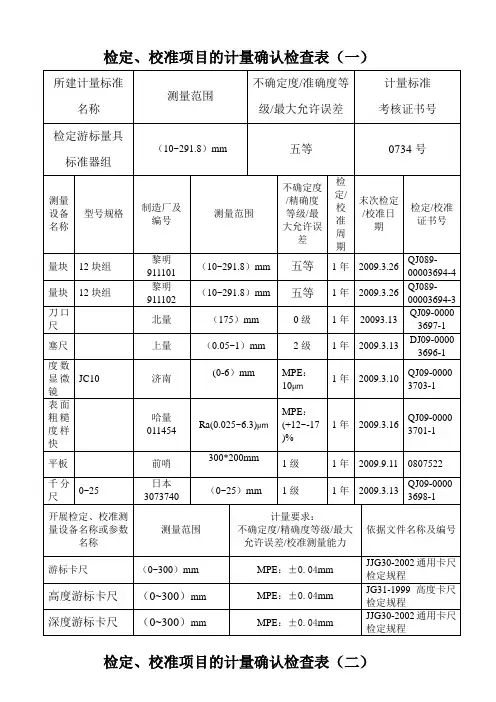
所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定游标量具标准器组(10~291.8)mm 五等0734号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号量块12块组黎明911101(10~291.8)mm 五等1年2009.3.26QJ089-00003694-4量块12块组黎明911102(10~291.8)mm 五等1年2009.3.26QJ089-00003694-3刀口尺北量(175)mm 0级1年20093.13QJ09-00003697-1塞尺上量(0.05~1)mm2级1年2009.3.13 DJ09-0000 3696-1度数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1平板前哨300*200mm1级1年2009.9.11 0807522千分尺0~25日本3073740(0~25)mm 1级1年2009.3.13QJ09-00003698-1开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号游标卡尺(0~300)mm MPE:±0.04mm JJG30-2002通用卡尺检定规程高度游标卡尺(0~300)mm MPE:±0.04mm JG31-1999高度卡尺检定规程深度游标卡尺(0~300)mm MPE:±0.04mm JJG30-2002通用卡尺检定规程所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定测微量具标准器组(5.12~100)mm 五等059号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号量块20块组无锡80~310(5.12~100)mm 五等1年2009.3.26QJ09-00003694-1平面平晶长沙89902 Φ60mm 2级1年2009.3.16 QJ09- 00003700~ 1平行平晶4组衡阳(15.62~91.00)mm合格1年2009.3.16QJ09-00003700~2~3~4~5塞尺上量(0.05~1)mm 2级1年2009.3.13 DJ09-0000 3696-1读数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1平板前哨300*200mm 1级1年2009.9.11 0807522数显量仪测力仪slc 福建765 (0~15)mm 1.0级1年2009.3.6LLy2009~00011杠杆千分表哈量011454(0~0.2)mm 1级1年2009.3.13QJ09~00003695~2杠杆百分表哈量27290 (0~0.2)mm 1级1年2009.3.13 QJ09~00003695~1开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号外径千分尺(0~100)mm 0.1级JJG21~2008千分尺检定规程公法线千分尺(0~100)mm MPE:±5um JJG82~1998公法线千分尺检定规程所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定指示量具标准器组(0~25)mm MPE:4um 060号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号百分表检定仪SB`2 苏州318 (0~25)mmMPE:±4um1年2009.3.13QJ09-00003699-1环规青岛83 (Φ10~100)mm U:2um 1年2009.3.16 QJ09- 00003702~ 1塞尺上量(0.05~1)mm 2级1年2009.3.13 DJ09-0000 3696-1读数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1数显量仪测力仪slc 福建765 (0~15)mm 1.0级1年2009.3.6LLy2009~00011开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号百分表(0~10)mm 0.1级JJG34~1996指示表检定规程内径百分表(6~100)mm MPE:25um JJF1102~2003内径表校准规范。

指针式指示表检定操作规程1 目的按照《监视和测量设备检定和校准计划》的规定对指针式指示表(如百分表等)进行全面评定,确保其符合国家计量检定规程JJG34—2008规定的要求,确保其使用的有效性和准确性。
2 范围适用于(分度值0.01mm量程≤5和0.001mm量程≤5)指针式指示表的首次检定、后续检定和使用中的检定。
3 检定基准外检合格的标准器量块、检定仪。
4 环境条件室内温度:20℃±5℃,每小时温度变化不大于2℃。
室内湿度:≤80%RH.5 检定步骤5.1 准备过程5.1.1 检查5.1.1.1 新购进的指针式指示表的表蒙透明、清洁;刻线清晰;无锈蚀、碰伤、毛刺、镀层脱落、明显划痕;无目力可见的断线或粗细不匀等影响外观质量和影响视觉的其他缺陷。
5.1.1.2 后续的检定和使用中检定的指针式指示表允许有不影响使用准确度的外观缺陷,例如在检定前应目测观察测量面是否有毛刺或赃物,并用油石打磨毛刺及用丝绸布擦拭干净。
5.1.1.3 指针式指示表必须标有制造厂名称或商标、分度值或分辨率、测量范围和出厂编号以及本厂计量室的编号。
5.1.2 恒温:检定之前,按照检定规程要求,将被检定的指针式指示表、检定器及其器具放置于检定室内的工作台上进行恒温。
恒温时间不少于2小时。
5.1.3 检定之前将检定过程中使用的原始记录表及各类辅助用具准备好。
5.2 检定5.2.1 使用标准器组进行检定时,应戴好手套,各受检测量面与计量标准器应轻轻接触,不得有碰撞现象。
5.2.2 具体检定项目和检定方法按照国家计量检定规程JJG34—2008指示表(指针/数显式)的要求,对被检指示表按顺序逐项进行检定,并做好原始记录。
5.2.3 计量检定员检定完毕后,须经另一计量检定员核检,以确保检定结果的准确性。
5.2.4 全部检定工作完成后,应将计量标准器及配套设备、被检计量器具的测量面用无腐蚀的汽油洗净,再用清洁的丝绸布擦拭干净,并涂上防锈涂料,分别放入盒内。
计量标准技术报告
计量标准名称检定指示量具标准器组
计量标准负责人
建标单位名称(公章)
填写日期
目录
一、建立计量标准的目的 (3)
二、计量标准的工作原理及其组成 (3)
三、计量标准器及主要配套设备 (4)
四、计量标准的主要技术指标 (5)
五、环境条件 (5)
六、计量标准的量值溯源和传递框图 (6)
七、计量标准的重复性试验 (7)
八、计量标准的稳定性考核 (8)
九、检定或校准结果的测量不确定度评定 (9)
十、检定或校准结果的验证 (11)
十一、结论 (12)
十二、附加说明 (12)
七、计量标准的重复性试验
选一支(0-3)mm的百分表,编号为***,分度值为0.01mm,受检点为2mm,在相同条件下反复测量10次,结果如下:单位:μm
序号测得误差x iνi=x i-xνi2
1 -1 0.5 0.25
2 -2 -0.5 0.25
3 -2 -0.5 0.25
4 -2 -0.
5 0.25
5 -1 0.5 0.25
6 -1 0.5 0.25
7 -1 0.5 0.25
8 -2 -0.5 0.25
9 -2 -0.5 0.25
10 -1 0.5 0.25
x -1.5
S= 0.5
计量标准的测量重复性为s=0.5μm。
计量标准技术报告计量标准名称指示量具检定装置计量标准负责人建标单位名称(公章)填写日期目录一、建立计量标准的目的…………………………………………………… ( )二、计量标准的工作原理及其组成……………………………………( )三、计量标准器及主要配套设备…………………………………………( )四、计量标准的主要技术指标………………………………………()五、环境条件……………………………………………………………( )六、计量标准的量值溯源和传递框图………………………………………( )七、计量标准的重复性试验…………………………………………………( )八、计量标准的稳定性考核……………………………………………………( )九、检定或校准结果的测量不确定度评定…………………………………( )十、检定或校准结果的验证…………………………………………………( ) 十一、结论……………………………………………………………………( ) 十二、附加说明…………………………………………………………………( )3.1.2.1百分表检定仪示值误差引起的不确定度分项u(Ls1)百分表检定仪示值误差为2.8μm,认为其服从均匀分布,故u (Ls1)= 2.8/3=1.62(mμ)3.1.2.2百分表检定仪测杆测量面与旋转轴垂直度引起的不确定度分项u(Ls2)百分表测头和百分表检定仪测杆测量面接触点,对旋转轴的偏离△R由百分表座与百分表检定仪测杆的同轴度△R1和百分表装夹倾斜引起的偏离△R2之和。
△R=△R1+△R2因△R1=0.1mm,△R2=L×sinθ。
根据规程要求θ=±0.002rad,又因θ值很小,sinθ≈θ=±0.002rad,L=10mm。
则△R=△R1+△R2=0.1+10×0.002≈0.12(mm)百分表检定仪测杆测量面与旋转轴垂直度S为0.0003 rad,故垂直度引起的轴向变化量为△S=△R×S =0.12×103×0.0003=0.036(mμ)该误差为均匀分布,故u(Ls2)=△S /3=0.036 /3=0.021(um)3.1.2.3测力变化引起的不确定度分项u(Ls3)百分表与百分表检定仪的接触为球面对平面接触,测力引起的变形量δ为δ=k3式中:k——系数,当指示表检定仪的测杆材料为硬质合金,百分表的测头材料为钢时,k=1.5×9.8-(2/3)um (mm)1/3(N) -(2/3);p——测力值,p=1.0N; d——测头直径,d=2.5mm。
计量标准技术报告检定光学仪器标准器组计量标准名称检定光学仪器标准器组说明1. 申请建立计量标准应填写《计量标准技术报告》。
计量标准考核合格后由申请单位存挡。
2. 《计量标准技术报告》由计量标准负责人填写。
3. 《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目录一、计量标准的工作原理及组成 (3)二、选用的计量标准器及主要配套设备 (4)三、计量标准主要技术指标 (5)四、环境条件 (5)五、计量标准的量值溯源和传递框图 (6)六、计量标准的测量重复性考核 (7)七、计量标准的稳定性考核 (8)八、测量不确定度评定 (9)九、计量标准的测量不确定度验证 (10)十、结论 (11)十一、附加说明 (11)玻璃线纹尺:/ 200mm 一等量块: 87块(0.5~100)mm 三等量块: 7块(1~1.007)mm 二等量块: 20块(5.12~100)mm 四等激光干涉仪5DSS 25m 0.5ppm四、环境条件项目要求实际情况结论温度(20±5)℃20.0°C符合要求湿度<75%RH 60% 符合要求五、计量标准的量值溯源和传递图上级计量标准激光干涉仪系统MPE:±0.7μm/m 江苏省计量院本单位计量标准检定光学仪器标准器组200mm一等比较测量受检计量器具注:U为扩展不确定度工具显微镜读数、测量显微镜投影仪200mm 50mm 200mm MPE:3μm MPE:10μm MP E:(4+L/25)μmMPE:(5+L/15)μmL-测量长度,mm六、计量标准的测量重复性考核选一把315×500mm宽座角尺0级,在重复性条件下连续测量10次,测量数据如下:检定次数检定数据(μm)1 5.42 6.43 6.04 6.55 6.56 5.47 5.58 5.0。
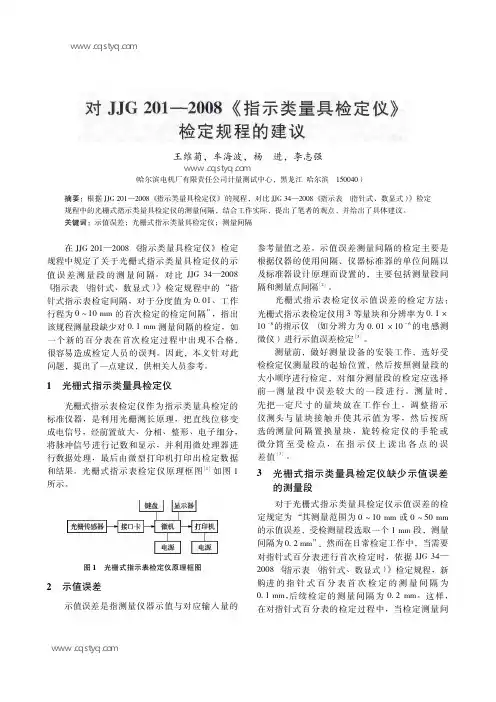
检定指示类量具检定仪的主要标准器及技术指标要求指示类量具检定仪的主要标准器包括光栅传感器和精密丝杠,它们在检定过程中起到计量标准的作用。
技术指标要求主要包括以下几项:
1. 微分筒端面与固定套管的相对位置:机械式指示类量具检定仪的微分筒上零刻线与固定套管纵刻线对准时,微分筒端面与固定套管毫米刻线的距离,压线不大于5个分度值,离线不大于10个分度值。
2. 固定套管刻线面与微分筒棱边上边缘的距离:这个距离需要满足特定的要求。
以上内容仅供参考,如需了解更准确的信息,建议咨询专业人士或查阅相关书籍文献。
计量标准技术报告
计量标准名称检定指示量具标准器组计量标准负责人孙伟
建标单位名称(公章)XX市计量测试所
填写日期2015年09月01日
目录
一、建立计量标准的目的‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
二、计量标准的工作原理及其组成‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
三、计量标准器及主要配套设备‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
四、计量标准的主要技术指标‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
五、环境条件‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
六、计量标准的量值溯源和传递框图‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
七、计量标准的重复性试验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
八、计量标准的稳定性考核‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()
九、检定或校准结果的测量不确定度评定‥‥‥‥‥‥‥‥‥‥‥‥()
十、检定或校准结果的验证‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()十一、结论‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()十二、附加说明‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥()。
技术报告计量标准名称检定测微量具标准器组建立计量标准单位名称(章)计量标准负责人参加建立计量标准人员筹建起止日期一、概述.............................................................. ()二、计量标准的工作原理及其组成........................................ ()三、选用的计量标准器及主要配套设备.................................... ()四、计量标准的主要技术指标............................................ ()五、环境条件.......................................................... ()六、计量标准的量值溯源和传递框图...................................... ()七、计量标准的测量重复性考核.......................................... ()八、计量标准的稳定性考核.............................................. ()九、计量检定或校准结果的不确定度评定.................................. ()十、计量标准的测量不确定度验证........................................... ()十一、结论 ............................................................... ()十二、附加说明............................................................ ()一、概述(简述建立计量标准的目的意义及社会经济效益分析)建立测微量具标准器组,能够对本地区各单位、各部门所使用的各类测微量具(如: 千分尺、内测千分尺等)进行检定和校准,确保量值传递的准确一致。
计量标准技术报告计量标准名称检定指示类量具标准装置建立计量标准单位计量标准负责人筹建起止日期比较测量下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友……无论什么形式,都寄托着人们对生活的无限热爱和对美好生活的向往。
中秋是中华瑰宝之一,有着深厚的文化底蕴。
中国人特别讲究亲情,特别珍视团圆,中秋节尤为甚。
中秋,是一个飘溢亲情的节日;中秋,是一个弥漫团圆的时节。
这个时节,感受亲情、释放亲情、增进亲情;这个时节,盼望团圆、追求团圆、享受团圆……这些,都已成为人们生活的主旋律。
同学们,一定能背诵出许多关于中秋的千古佳句,比如“举头望明月,低头思故乡”、“但愿人长久,千里共婵娟”、“海上生明月,天涯共此时”……这些佳句之所以能穿透历史的时空流传至今,不正是因为我们人类有着的共同信念吗。
中秋最美是亲情。
一家人团聚在一起,讲不完的话,叙不完的情,诉说着人们同一个心声:亲情是黑暗中的灯塔,是荒漠中的甘泉,是雨后的彩虹……中秋最美是思念。
月亮最美,美不过思念;月亮最高,高不过想念。
中秋圆月会把我们的目光和思念传递给我们想念的人和我们牵挂的人,祝他们没有忧愁,永远幸福,没有烦恼,永远快乐!一、活动主题:游名校、赏名花,促交流,增感情二、活动背景:又到了阳春三月,阳光明媚,微风吹拂,正是踏青春游的好时节。
借春天万物复苏之际,我们全班聚集在一起,彼此多一点接触,多一点沟通,共话美好未来,与此同时,也可以缓解一下紧张的学习压力。
相信在这次春游活动中,我们也能更亲近的接触自然,感悟自然,同时吸收万物之灵气的同时感受名校的人文气息。
指示表(指针式、数显式)检定规程1 范围本规程适用于分度值或分辨力为0.01mm、0.001mm量程不大于10mm的指针式、数显式指示表的首次检定、后续检定和使用中检验。
2 引用文献本规程引用下列文献JJF 1001-1998 通用计量术语及定义JJF 1059-1999 测量不确定度评定与表示GB/T 18761-2002电子数显指示表GB/T1219-2000几何量技术规范长度测量器具:指示表设计及计量技术要求使用本规程时,应注意使用上述引用文献的现行有效版本。
3概述指针式指示表是利用齿条齿轮或杠杆齿轮转动,将测杆的直线位移变为指针的角位移的计量器具。
数显式指示表是利用容栅或光栅技术,将测杆直线位移以数字显示的计量器具。
主要用于测量制件的尺寸和形状、位置误差等。
常见外型结构见图1~3。
1――表体;2――表圈;3――转数指针;4――表盘;5――指针;6――装夹套筒;7――测杆;8――测头;图1 指针式指示表(分度值为0.01mm)1――表体;2――表圈;3――表盘;4――转数指针;5――指针;6――装夹套筒;7――测杆;8――测头;9――耳环图2 指针式指示表(分度值为0.001mm)1――表体;2――显示屏;3――功能键;4――装夹套筒;5――测杆;6――测头图3 数显式指示表4 计量性能要求4.1 指针与分度盘相互位置4.1.1测杆在自由位置时,调整分度盘零刻线和测杆轴线重合,指针应处于零刻线逆时针方向的30°~90°范围内。
4.1.2指针末端与表盘刻线方向应一致,应无目力可见的偏斜。
4.1.3指针末端与分度盘表面间的间隙应不大于0.7mm。
4.1.4指针长度应保证指针末端盖住短标尺标记长度的30%~80%之间。
4.2 指针末端宽度和标尺标记宽度4.2.1指针末端宽度应不大于标尺间距的20%,且与标尺标记宽度应尽量一致。
4.2.2标尺标记宽度应符合表1的规定表1标尺标记宽度单位 mm4.3 装夹套筒直径直径应为Φ80-0.015 mm 。
检定游标量具标准器组计量标准技术报告(doc 9页)建立计量标准技术报告计量标准名称检定游标量具标准器组代码01315300准确度等级六等开展检定项目游标量具建立计量标准负责人建立计量标准单位年月日一、建立计量标准的目的意义游标卡尺、游标高度尺、游标深度尺及同类型的量具主要用于各种制件的检验,游标卡尺的及时正确检定才能确保量值的统一准确可靠,为了加强计量器具的强检工作、保证产品质量,特建立游标卡尺标准装置。
二、选用的计量标准器及主要配套设备计量标准器名称型号规格编号准确度等级检定证书号量块10-291.8六等配套设备万能工具显微镜100×300mm±3μm 塞尺0.02-0.5mm2级外径千分尺0-25 1级刀口尺0-175mm0级千分尺0-25mm1级杠杆千分尺0-25mm±3μm测微计±50μm±0.5μm平板1000×1500mm1级粗糙度比较样板Ra0.012-10μm1级三、检定方法及原理用量块进行检定。
检定时,量块工作面的长边与卡尺量爪测量面的长边应保持垂直时能正常滑动,检定结果,按其最大误差确定之。
四、实验室环境条件环 境 参数要 求实 测 结 果 结 论 温度20±3℃21℃ 符 合湿 度上级计量行政部门 测长机 0-1000mm 直接测本单位六等量块标准装比较本单位 游标卡尺类量具五、计量标准的误差分析及总不确定度1、 量块的中心长度极限误差△1=±(2.0+12L) L —量块尺寸(以米计算) 例0-150mm 游标卡尺按最大尺寸125mm 代入 △1=±(2.0+12×0.125) μm=±4μm 0-300mm 游标卡尺按最大尺寸300mm 代入 △1-2=±(2.0+12×0.3) μm=±6μm 2、 读数误差△2游标卡尺的游标分度值有0.02mm 、0.05mm 。
计量标准技术报告蔡家坡计量标准名称检定游标量具标准器组计量标准负责人周军涛建标单位名称(公章)蔡家坡填写日期 2011年6月10日目录一、建立计量标准的目的………………………………………………………………… ( 3 )二、计量标准的工作原理及其组成………………………………………………………( 3 )三、计量标准器及主要配套设备…………………………………………………………( 4 )四、计量标准的主要技术指标……………………………………………………………( 5 )五、环境条件………………………………………………………………………………( 5 )六、计量标准的量值溯源和传递框图……………………………………………………( 6 )七、计量标准的重复性试验………………………………………………………………( 7 )八、计量标准的稳定性考核………………………………………………………………( 8 )九、检定或校准结果的测量不确定度评定………………………………………………( 9-10 )十、检定或校准结果的验证………………………………………………………………( 11 ) 十一、结论…………………………………………………………………………………( 12 ) 十二、附加说明……………………………………………………………………………( 12 )一、建立计量标准的目的游标卡尺、游标高度尺及同类型的量具主要用于各种产品的检验,游标卡尺及时准确的检定才能确保量值的统一性、准确性和可靠性,为了加强本公司计量器具的检定工作、保证产品质量,特建立游标类量具标准装置。
二、计量标准的工作原理及其组成用量块和检定规程中要求的其它工具进行检定游标类量具。
检定时,量块工作面与游标卡尺(游标高度尺)的测量面应保持垂直并且能够正常滑动,检定出来的数据,按照相应的检定规程中要求的最大允许误差确定尺子合格与否。
11。
指针式指示表检定操作规程1 目的按照《监视和测量设备检定和校准计划》的规定对指针式指示表(如百分表等)进行全面评定,确保其符合国家计量检定规程JJG34—2008规定的要求,确保其使用的有效性和准确性。
2 范围适用于(分度值0.01mm量程≤5和0.001mm量程≤5)指针式指示表的首次检定、后续检定和使用中的检定。
3 检定基准外检合格的标准器量块、检定仪。
4 环境条件室内温度:20℃±5℃,每小时温度变化不大于2℃。
室内湿度:≤80%RH.5 检定步骤5.1 准备过程5.1.1 检查5.1.1.1 新购进的指针式指示表的表蒙透明、清洁;刻线清晰;无锈蚀、碰伤、毛刺、镀层脱落、明显划痕;无目力可见的断线或粗细不匀等影响外观质量和影响视觉的其他缺陷。
5.1.1.2 后续的检定和使用中检定的指针式指示表允许有不影响使用准确度的外观缺陷,例如在检定前应目测观察测量面是否有毛刺或赃物,并用油石打磨毛刺及用丝绸布擦拭干净。
5.1.1.3 指针式指示表必须标有制造厂名称或商标、分度值或分辨率、测量范围和出厂编号以及本厂计量室的编号。
5.1.2 恒温:检定之前,按照检定规程要求,将被检定的指针式指示表、检定器及其器具放置于检定室内的工作台上进行恒温。
恒温时间不少于2小时。
5.1.3 检定之前将检定过程中使用的原始记录表及各类辅助用具准备好。
5.2 检定5.2.1 使用标准器组进行检定时,应戴好手套,各受检测量面与计量标准器应轻轻接触,不得有碰撞现象。
5.2.2 具体检定项目和检定方法按照国家计量检定规程JJG34—2008指示表(指针/数显式)的要求,对被检指示表按顺序逐项进行检定,并做好原始记录。
5.2.3 计量检定员检定完毕后,须经另一计量检定员核检,以确保检定结果的准确性。
5.2.4 全部检定工作完成后,应将计量标准器及配套设备、被检计量器具的测量面用无腐蚀的汽油洗净,再用清洁的丝绸布擦拭干净,并涂上防锈涂料,分别放入盒内。