模具零部件编号规范
- 格式:doc
- 大小:81.50 KB
- 文档页数:2
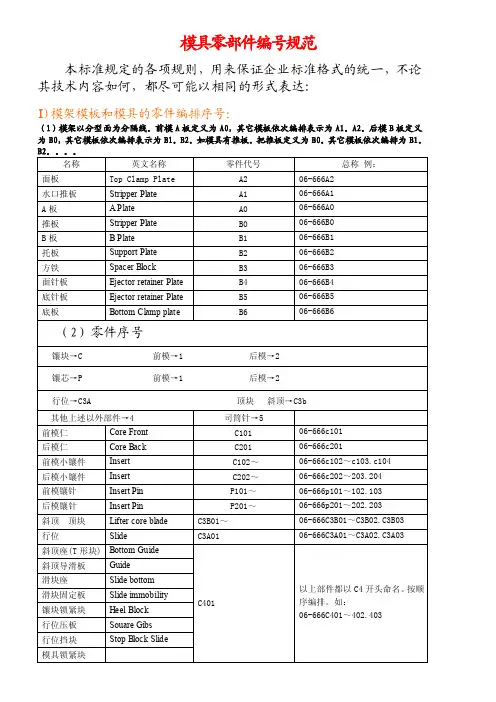
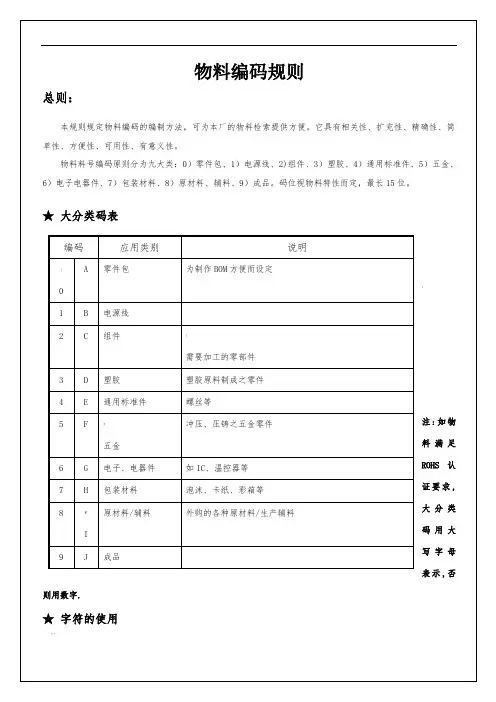
模具零部件编号规范本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:I)模架模板和模具的零件编排序号:(1)模架以分型面为分隔线。
前模A板定义为A0,其它模板依次编排表示为A1。
A2。
后模B板定义为B0,其它模板依次编排表示为B1。
B2。
如模具有推板。
把推板定义为B0。
其它模板依次编排为B1。
II3D图形颜色设计:分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按"。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
"《晋书·桓温传》:"机务不可停废,常行文按宜为限日。
" 唐戴叔伦《答崔载华》诗:"文案日成堆,愁眉拽不开。
"《资治通鉴·晋孝武帝太元十四年》:"诸曹皆得良吏以掌文按。
"《花月痕》第五一回:" 荷生觉得自己是替他掌文案。
"旧时衙门里草拟文牍、掌管档案的幕僚,其地位比一般属吏高。
《老残游记》第四回:"像你老这样抚台央出文案老爷来请进去谈谈,这面子有多大!"夏衍《秋瑾传》序幕:"将这阮财富带回衙门去,要文案给他补一份状子。
目录序号内容页次1 模具编号方法 22 图纸图幅、图线及比例 33 模具技术要求 64 装配图图面画法85 冲压工艺过程图126 工序图241. 模具编号方法———1.1. 产品图号按技术研究院提供的产品图号。
1.2. 工序号➢ 例如:4/5表示该零件共需5套模具完成,该模具为第4序。
➢ 若存在工序借用模具时,工序号的编排时不考虑该借用模具。
例如:某零件共需3套模具完成,但其中有一套使用借用模具,则其工序号应编排为1/2、2/2,其它依次类推。
➢ 同一产品件的改进模具,其编号依次在其工序号后面缀加—A 、—B 、—C ……。
➢ 若工艺方案调整增加模具,则在工序号后加-Zn 。
例如:某零件原有4套模具,因工艺方案改进,在第2序后需要增加1套模具,在第4序后面需要增加2套模具,其新增模具的工序号分别是2/4-Z1、4/4-Z1、4/4-Z2。
1.3. 模具零件序号 ➢ 装配图统一编写为00。
➢ 零件图序号的编写以主视图为主,以顺时针方向整齐排列为01,02,03,……。
➢ 对于工作组件,在装配图中只标注组件的顺序号,组件中各零件的顺序号在单独的组件图中编号。
如:在02号组件下的零件编号02-1,02-2,……,依次类推。
➢ 组件下的零件明细表在总明细表中体现。
2.图纸图幅、图线及比例2.1.图纸幅面的选用图纸幅面优先选用A0、A1,允许选用A0加长,A1加长,A2、A3、A4,如下图所示:2.2.图框格式的选用图框格式采用留装订边的图纸,格式和尺寸按GB10609.1-93的规定,如下图所示:2.3.图线型式及应用2.4.制图比例执行GB/T14690-93)制图比例优先采用1:1,1:2,2:1,5:1;允许采用1:2.5,1:3,10:12.5.字体(执行GB/T14691-93)➢书写字体必须做到:字体工整,笔画清楚,间隔均匀,排列整齐。
➢汉字应写成长仿宋体,字高选用14号、10号、7号、5号字体。
注塑模具制作标准注塑模具制作标准2010-11-28 14:01阅读(8)转载自退休老农下一篇:祥发模具公司管理。
.. |返回日志列表赞赞转载(33)分享评论复制地址更多1.0 目的和适用范围本标准规定了注塑模具的加工标准和要求。
2。
0 外观要求2。
1 模具交付前需安装铭牌。
位置在模具操作侧模脚的左上方,横向放置。
2。
2 模具交付前外表面喷绿色漆。
在操作侧模脚竖向用红色漆喷上项目名称、产品名称和模具编号;字体为黑体,5050以下模架字高40mm,5050以上模架字高60mm。
2.3 安装有方向性的模具,在操作侧用红色漆喷上“↑”标记.2.4 锁模片喷红色漆。
锁模片螺丝需收到底(开模状态锁模片固定在动模侧)。
2。
5 模架进厂经检验合格后,在各板有基准标记的一侧的左方横向用字码打上模具编号,右方竖向用字码打上模板编号(从上固定板开始用1、2、3、…标识)。
2030以下模架用8mm字码,2030以上用12mm字码。
2.6 模架基准面标记不能损伤。
2。
7 模架表面不得有对刀痕、油污、毛刺、缺口、划花、尖角`铁锈等缺陷.2。
8 冷却水进出处用8mm字码图纸要求打上组别编号(1IN,2IN ,3IN …;1OUT ,2OUT…).2。
9 吊模孔正下方处用8mm字码打上吊环直径(M20…)。
2.10 所有喉嘴不得露出模胚表面(详见工程技术标准-喉嘴)。
3.0 通用加工要求3.1 除成型部分外,所有未做要求的棱边均倒角2*45°.3。
2 烧焊部位须修顺,且不能留有明显的痕迹。
3.3 退位螺丝孔、水口拉杆和复位弹簧孔应用铣床加工,以保证各孔的深度公差在±0。
1mm以内.(避空孔除外)。
3。
4 分型面锁扣应安装下模板上。
3.5 导套底下面加工10*0.5深的排气槽(直通模外)。
3。
6 顶针板的限位块高度公差为±0.1mm,两端须用磨床磨平.3.7 模具分型面及无粗糙度要求的表面可留均匀的刀纹、油石纹、砂纸纹、火花纹`线切割纹但不能有粗糙的打磨痕迹。

精品准2012-06-15发布2012-06-15实施PDM 系统配置码简化规范批 中航光电科技股份有限公司 Q/21EJ0.153-2009Q/21E中航光电科技股份有限公司企业标准变更记录前言为了规范公司PDM系统中产品零部件、工装零部件配置码的含义,指导产品设计、工装设计时正确选用各配置码,特编制本规范。
本规范由产品开发部提出。
本规范由产品开发部标准化室归口。
本规范起草单位:产品开发部。
本规范主要起草人:肖海涛。
发放单位:产品开发部、成件采购部、质量保证部、针孔分厂、壳体分厂、塑压分厂、热表分厂、模具分厂、高频分厂、线簧分厂。
PDM系统配置码简化规范1 范围本规范规定了公司PDM系统中产品零部件、工装零部件用配置码的种类、代表含义、优选等级。
本规范适用于设计、制造产品和工装时,正确选择、应用配置码。
2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本规范。
GJB/Z594A 金属镀覆层和化学覆盖层选择原则与厚度系列3 配置码标识3.1 总则本规范中,“零件”特指组件模式中“零件”、“虚拟零件”、“工装零件”、“工装虚拟零件”,“组部件”特指组件模式中“组部件”、“虚拟部件”、“工装部件”、“工装虚拟部件”。
PDM系统中出现的所有配置码标识应从本规范中选用,不允许自定义配置码标识。
3.2 无含义配置码3.2.1零件无含义配置码见表1。
表1 零件无含义配置码3.2.2组部件无含义配置码见表2。
表2 组部件无含义配置码3.3常用识别配置码常用识别配置码见表3。
表3 常用识别配置码3.4 材料镀层配置码材料镀层配置码是指用在零件第1配置码时,表示该零件使用本规范已定义的原材料、涂覆层、热处理、其他要求等信息。
前言本标准为XXXXX制造有限公司企业技术标准。
本标准由技术质保部提出。
本标准主要起草人:XXX。
本标准由总工程师XXX审核、批准。
本标准自2011年12月起实施。
1.目的与范围为规范产品图样编号的编制方法,统一编号形式,使图样编号具有隶属性,便于查询、使用,特制订本规定。
本规定适用于公司所有产品图样编号的编制。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效:(1)JB/T5054.1-2000《产品图样及设计文件总则》(2)JB/T5054.4-2000《产品图样及设计文件编号原则》(3)JB/T5054.8-2001《产品图样及设计文件通用件管理办法》(4)JB/T5054.9-2001《产品图样及设计文件借用件管理办法》3.名词术语(1)借用件:借用件是在采用本企业已有产品隶属编号的图样中,使用已有产品的组成部分。
(2)通用件:在不同类型或同类型不同规格的产品中具有互换性的零部件。
(3)外购件:外购件是本企业产品及其组成部分中,采购其它企业的产品。
(4)外协件:是本企业产品图样委托其他企业加工制作的零部件或整机。
4.基本要求3.1每种产品、部件、零件的图样应遵循“一件一号”的原则,均应有独立的编号;3.2采用表格图时,表中每种规格产品、部件、零件都应标出独立的图号。
3.3同一产品、部件及零件的图样用数张图纸绘出时,各张图样号应相同。
3.4同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一图号3.5本公司出图的外购件、外协件,其图号由本厂给出;外购、外协件由外购、外协单位设计出图要由公司技术质保部给予验证确认,并给出公司内部图号。
3.6对图样设计引用的国家标准件,仍按相应国家标准给出名称、及编号,引用标准要收集入档备查。
3.7产品开发中如出现零、部件相互借用时,图样的编号应按最先开发的产品图样编号为准,借用关系应借用最先开发的产品,不准间接借用。
模具编号模具名称日期检查项目序号1234567891011121314定位圈起装架作用,可靠固定于注塑机上我司常用定位环规格是多少?零件编号便于在拆装模过程中不会出错安装支撑腿保护增加模具寿命,避免外漏机构损坏而维修(如耀川6091上手把前盖模具)增加强度,便于在搬运过程中不损坏模具顶出孔符合注塑机方便生产安排,对称的顶出孔使顶出受力平衡,顶出孔大于顶杆5-10mm使顶杆有足够活动空间,运动中不会干涉,造成顶出不平衡使顶针板变形加顺序号的水路进出标志一目了然,不会接错便于识别,不会接错增加强度,不会在上下模过程中碰断基准便于取数,加工和维修方便统一的铭牌安装位置和距离便于快速查找和美观塑料块插水嘴成本低,易于更换,我司常用水嘴规格为1/4 & 3/8冷却水嘴伸出模架表面在上下模过程易碰断,水嘴头部凹进外表面3mm便于使用工具安装避空便于拆装,倒角便于在拆装过程中不会划伤手指,均匀的倒角使模具外形美观标准铭牌内容是否打印模具编号、模具重量(KG)、模具外形尺寸(mm),字符均用1/8英寸的字码打上,字符清晰、排列整齐。
檢查的原因是什麽???便于识别和生产安排(机台吨位、天车负载力)各模板是否有零件编号,编号在基准角符号正下方离底面10mm处,要求同11号。
模具配件是否影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、预复位机构等,应有支撑腿保护。
支撑腿的安装是否用螺丝穿过支撑腿固定在模架上,或过长的支撑腿车加工外螺纹紧固在模架上。
铭牌是否固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。
冷却水嘴是否用塑料块插水嘴,规格可为G1/2″。
如合同有特殊要求,按合同。
冷却水嘴是否伸出模架表面,水嘴头部凹进外表面不超过3mm。
模胚冷却水嘴避空孔直径是否为¢25、¢30、¢35mm三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。
A: 模具外观1: 铭牌内容要打印模具编号、模具重量(KG)、模具外形尺寸(mm),字符均用1/8英寸的字码打上,字符清晰、排列整齐。
2: 铭牌要固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。
3; 冷却水嘴要用塑料块插水嘴,¢10管,规格可为G1/8″、G1/4″、G3/8″。
如合同有特殊要求,按合同。
4: 冷却水嘴要伸出模架表面,水嘴头部凹进外表面不超过3mm。
5: 冷却水嘴避空孔直径要为¢25、¢30、¢35mm三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。
6: 冷却水嘴要有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如IN1、OUT1。
7: 标识英文字符和数字要大写(5/6″),位置在水嘴正下方10mm处,字迹清晰、美观、整齐、间距均匀。
8:进出油嘴、进出气嘴要同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
9: 模具安装方向上的上下侧开设水嘴,要内置,并开导流槽或下方有支撑柱加以保护。
1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.10: 无法内置的油嘴或水嘴下方要有支撑柱加以保护。
11: 模架上各模板要有基准角符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀。
12: 各模板要有零件编号,编号在基准角符号正下方离底面10mm处,要求同11号。
13: 模具配件要影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、预复位机构等,应有支撑腿保护。
14: 支撑腿的安装要用螺丝穿过支撑腿固定在模架上,或过长的支撑腿车加工外螺纹紧固在模架上。
15: 模具顶出孔要符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm时),顶出孔直径应比顶出杆大5-10mm。
16: 定位圈要可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为¢100或¢150mm,高出顶板10mm。
模具纹号标准# 《模具纹号标准》## 一、前言嘿,朋友!你知道在模具这个奇妙的世界里,每一个模具都像是一个独特的小宇宙,有着自己的身份标识,这就是我们今天要聊的模具纹号啦。
为啥要有这个标准呢?其实很简单,就像每个人都有名字一样,模具也需要一个清晰的、独一无二的标识,这样在生产、管理还有维修的时候,大家一看纹号就知道是哪个模具,方便得很呢。
这就好比在一个大家庭里,你通过名字就能快速找到对应的人一样。
所以啊,这个模具纹号标准可重要啦,它能让模具的世界井井有条。
## 二、适用范围1. 生产车间在生产车间里,各种各样的模具摆放得满满当当。
比如说汽车制造车间,有生产车门的模具、发动机外壳的模具等等。
这时候,模具纹号就像一个小标签,工人们根据纹号就能快速准确地找到需要的模具,然后把它安装到生产线上。
要是没有这个纹号标准,那可就乱套了,就像在一堆书里找一本特定的书,却没有书名一样,只能乱翻一通,浪费好多时间。
2. 库存管理仓库里存着很多备用的模具。
当有订单需要用到某个模具的时候,库管人员就得根据纹号来查找。
如果标准不统一,库管可能找半天也找不到,甚至可能把相似的模具搞混。
就像你去超市找一种特定牌子的薯片,如果货架上没有按照标准摆放,你是不是会很头疼?3. 模具维修模具用久了难免会出现问题。
维修人员接到维修任务后,看到模具纹号,就能快速了解这个模具的基本信息,比如它是什么时候生产的,之前有过哪些维修记录等等。
这样就可以更有针对性地进行维修。
要是没有这个纹号标准,维修人员就得从头开始检查,那得多麻烦啊,就像医生看病没有病历一样,只能重新做各种检查。
## 三、术语定义1. 模具纹号说白了,模具纹号就是给模具编的一个号码,就像我们的身份证号码一样,是这个模具的专属标识。
这个纹号里包含了很多关于模具的信息,比如说模具的类型、生产批次、生产厂家等。
通过这个纹号,我们就能对模具的基本情况有个大致的了解。
2. 生产批次生产批次就是指在同一生产过程中生产出来的一组模具。
精密模具技术要求版本 1.0修订历史日期版本描述作者V1.0 精密模具技术要求目录1 分模表 (4)2 新开模具必须满足产品生产要求 (4)3 模具具体要求 (4)3.1 模架技术要求 (4)3.2 模仁技术要求 (6)3.3 滑块等抽芯技术要求 (7)3.4 顶出系统要求 (8)3.5 冷却或加热系统要求 (10)3.6进料系统要求 (10)3.7 排气系统要求 (10)3.8 保养要求 (11)3.9其它要求 (11)4 设计评审 (11)5 交样要求 (11)6 验收标准 (12)7 完成时间 (12)1 分模表项目需制作精密塑胶模具套,分模要求及产品表面工艺处理请参照附件《项目塑胶模具分模表》。
2 新开模具必须满足产品生产要求2.1 外观件用肉眼观察不能有熔合线、熔接痕、气泡、烧焦、缺料、缩痕、毛边、气纹、伤痕、顶白、变形等模具或成型缺陷。
2.2 总成产品包含多按钮时,除与色板、皮纹板等对比外,各按钮之间、按钮与安装板之间色泽、纹理、间隙、面差还应保持一致,肉眼观察应无可视性差别。
2.3 总成产品须在模具T2前全部整改到位(包括间隙面差调整、DV试验及小批量验证等)。
2.4 T1试模后的产品全尺寸及功能测试必须符合《北京远特科技股份有限公司》产品图纸要求。
2.5 模具的P.L线(面),在产品上只允许留有一条线,不允许在同一个面(含曲面)上的分模线有断差,P.L线位置的选择须避开按钮行程。
2.6外观零件的A面除满足以上要求外,不可有进浇口,顶针等痕迹。
2.7外观件、滑动装配部位的导槽、导轨等精密装配件表面的粗糙度为Ra0.2um 以内。
2.8产品外表面均需达到表面粗糙度Ra0.2um,其它特殊外观件以产品图要求为准。
2.9模具各零部件非胶位及装配位棱边均须要设计工艺倒角,且倒角要求统一、美观。
3 模具具体要求3.1 模架技术要求3.1.1 模架采用龙记标准(含)以上等级的标准模架,材料45#以上钢材。