塑料注射工艺培训课件
- 格式:pdf
- 大小:4.09 MB
- 文档页数:29

工程塑料应用 2002年.第30卷.第2期
塑料注射成型新工艺
陈静波 申长雨李倩刘春太
(邶州大学檬塑模具国家工程研究中心450002)
摘要简要介绍了气体(水)辅助注射、模具滑动注射、熔苗注射、受控低压注射、注射一压缩、剪切控制取向注舒、
推一拉注射、层状注射、微孔发泡注射等注塑新工艺的原理、特点厦应用前号,说明塑料注射成型工艺的发展趋势主要
以节能、节约原材料、提高成型效率、改进制品性能,提高其附加值为前提:
关键词塑料加工注塑新工艺
注射成型(注塑)能一次成型外形复杂、尺寸精确的塑
料制品, 成型过程自动化程度高,在塑料成型加工中有着
广泛的应用。但随着塑料制品的应用日益广泛,人们对塑料 制品的精度、形状、功能、成本等提出了更高的要求.传统的
注射成型工艺已难以适应这种要求,主要表现在:①生产大
面积结构制件时,高的熔体牯度需要高的注塑压力,高的注
塑压力要求太的锁模力,从而增加了机器和模具的费用;②
生产厚壁制件时,难 避免表面缩痕和内部缩孔,塑料件尺
寸精度差 ④加工纤维增强复合材料时,缺乏对纤维取向的
控制能力 基体中纤维分布随机,增强作用不能充分发挥=
因而在传统注射成型技术的基础上,叉发展了一些新的注射
成型工艺.如气体辅助注射、剪切控制取向注射、层状注射、
熔芯注射、低压注射等,以满足不同应用领域的需求 笔者
拟对上述成型新工艺作一简要介绍。
1气体(水)辅助注射成型 “
气体辅助注射成型是自往复式螺杆注塑机问世以来,注
射成型技术最重要的发展之一 它通过高压气体在注塑制 件内部产生中空截面,利用气体保压,减少制品残余内应力,
消除制品表面缩痕,减少用料,显示出传统注射成型无法比
拟的优越性。气体辅助注射的工艺过程主要包括三个阶段:
起始阶段为熔体注射。该阶段把塑料熔体注入型腔,与
传统注射成型相同,但是熔体只充满型腔的60%~95%,具
体的注射量随产品而异。
第二阶段为气体注^。该阶段把高压惰性气体注^熔

常用塑料主要性能及注射成型工艺要点
GPPS及其改性物----HIPS.AS(SAN).BDS(K-Resin) 价格最便宜
1. GPPS --- 硬胶.通用聚苯乙烯◎
塑料主要性能:
a) 高透明度, 良好光泽, 容易着色, 属非结晶塑料;
b) 尺寸稳定性好(收缩率0.4%左右), 耐磨性差, 故胶件包装要求较高以防擦花;
c) 制品对内应力敏感, 性脆, 无延展性, 冲击强度小,易开裂且断裂后易形成尖角(SHARP POINT)`利边(SHARP EDGE), 故单纯的GPSS料较少见用于玩具制造.
◎ 注塑工艺要点:
a) 原料一般不需干燥, 个别情况80℃烘2小时;
b) 成型温度范围较大, 加热溶化及固化速度快, 故成型周期一般较短; 温度参数: 料筒温度200℃左右, 料温过高易出现银丝, 而料温过低会使透明性差;
c) 模温控制: 模温一般在50-80℃;
d) GPPS流动性很好, 啤塑中不需要高压力(通常注射压力10Mpa左右), 以免过大而增加胶件内应力----可能导致开裂(尤其是经油漆装饰工序后);
e) 注射速度直适当高以减弱夹水纹, 但因注射速度受注射压力影响大, 过高的速度可能会导致披锋或出模时粘模以及顶出时顶白顶裂等问题;
f) 适当的背压: 如果背压太低, 螺杆转动易溢入空气, 料筒内料粒密度小, 胶粒塑化效果不好, 影响胶件表观质量(一般背压取10-20kg/cm2);
g) 模具上一般设计细水口为0.8-1.0mm.h) 玻璃纤维强化型PS-GF30,料筒温度为180~275,模具温度为20~80,成型收缩率0.1~0.2.密度1.29/cm3
◎ 共混改性塑料: GPPS + PVC→共混成为性能较好的不燃塑料;
◎ 常用原料举例:
a) 奇美硬胶PG-33 (台湾奇美实业公司);
b) STYRON 666D (美国道化学公司);
PET塑料及注射成型加工工艺简介
PET化学名为聚对苯二甲酸乙二醇酯,又称聚酯。目前在客户中使用最多的是PET-GF,主要是打瓶胚。
PET在熔融状态下的流变性较好,压力对粘度的影响比温度要大,因此,主要从压力着手来改变熔体的流动性。
1、塑料的处理
由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。
回收料比例一般不要超过25%,且要把回收料彻底干燥。
2、注塑机选用
PET由于在熔点后稳定的时间短,而熔点又较高,因此需选用温控段较多、塑化时自摩擦生热少的注射系统,并且制品(含水口料)实际重量不能小于机器注射量的2/3。基于这些要求,华美达近年开发了中小系列的PET专用塑化系统。锁模力按大于6300t/m2选用。
3、模具及浇口设计
PET瓶胚一般用热流道模具成型,模具与注塑机模板之间最好要有隔热板,其厚度为12mm左右,而隔热板一定能承受高压。排气必须充足,以免出现局部过热或碎裂,但其排气口深度一般不要超过0.03mm,否则容易产生飞边。
4、熔胶温度
可用空射法量度。270-295℃不等,增强级PET-GF可设为290-315℃等。
5、注射速度
一般注射速度要快,可防止注射时过早凝固。但过快,剪切率高使物料易碎。射料通常在4秒内完成。
6、背压
越低越好,以免磨损。一般不超过100bar。通常无须使用。
7、滞留时间
切勿使用过长的滞留时间,以防止分子量下降。尽量避免300℃以上的温度。若停机少于15分钟。只须作空射处理;若超过15分钟,则要用粘度PE清洁,并把机筒温度降至PE温度,直至再开机为止。
8、注意事项
⑴回收料不能太大,否则易产生在下料处“架桥”而影响塑化。
⑵如果模温控制不好或料温控制不当,易产生“白雾”而不透明。模温低且均匀,冷却速度快,结晶少则制品透明。
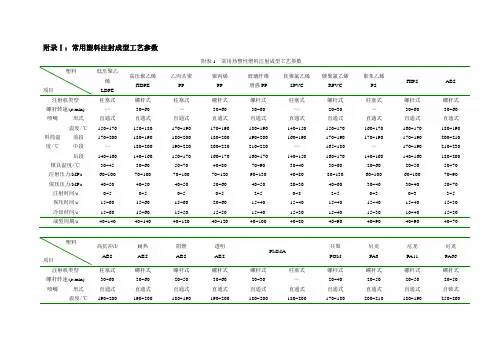
附录Ⅰ:常用塑料注射成型工艺参数
附表1 常用热塑性塑料注射成型工艺参数
塑料
项目 低压聚乙烯
LDPE 高压聚乙烯
HDPE 乙丙共聚
PP 聚丙烯
PP 玻璃纤维
增强PP 软聚氯乙烯
SPVC 硬聚氯乙烯
RPVC 聚苯乙烯
PS HIPS ABS
注射机类型 柱塞式 螺杆式 柱塞式 螺杆式 螺杆式 柱塞式 螺杆式 柱塞式 螺杆式 螺杆式
螺杆转速/(r/min) — 30~60 — 30~60 30~60 — 20~30 — 30~60 30~60
喷嘴 形式 直通式 直通式 直通式 直通式 直通式 直通式 直通式 直通式 直通式 直通式
温度/℃ 150~170 150~180 170~190 170~190 180~190 140~150 150~170 160~170 160~170 180~190
料筒温度/℃ 前段 170~200 180~190 180~200 180~200 190~200 160~190 170~190 170~190 170~190 200~210
中段 — 180~200 190~220 200~220 210~220 — 165~180 — 170~190 210~230
后段 140~160 140~160 150~170 160~170 160~170 140~150 160~170 140~160 140~160 180~200
模具温度/℃ 30~45 30~60 50~70 40~80 70~90 30~40 30~60 20~60 20~50 50~70
注射压力/MPa 60~100 70~100 70~100 70~120 90~130 40~80 80~130 60~100 60~100 70~90
保压压力/MPa 40~50 40~50 40~50 50~60 40~50 20~30 40~60 30~40 30~40 50~70