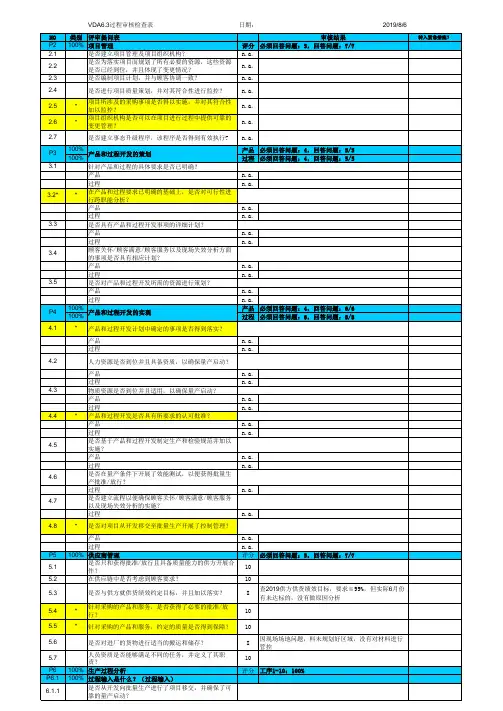
VDA6.3 16 审核条款问题汇总
- 格式:xls
- 大小:122.00 KB
- 文档页数:7
查制度、询问、查相关记录
现场是否保持整洁、干净? 按5S要求,合理规划储存场所,
按产品、材料的品种、规格、型号和性能等做好分类存放。使 产品、材料在贮存期间保证其完好性,做到产品、材料存取方
查规定、查现场
便?
员工是否可以定期得到内外部顾客处的质量状况?
查质量看板、培训等
6.3.3 是否具备必要的人力资源?
现场检验规范、作业指导书是否到位?
查制度、查顾客生产件批准记录
查PPAP
变更因素如: b) 工艺变更后; c) 客户特殊要求增加或变更后; d) 因品质导致重大客户投诉、退货的问题
查检测设备配置标准、查各工序产前点 检表
查检验规范、作业指导书
采用什么样的运输工具将来料放置指定位置?
查看、询问
来料是否有正确的包装,并附有正确的文件?
是否有人员资质矩阵图?图中是否表明能力的成熟度?
查资质矩阵
根据生产班次计划配置人员?规定了岗位相关职责(包括设备、环境 、过程监控的责任)?
查班次计划
关键岗位是否有顶岗人员?(如模具安装,设备维修的关键技术员) 不同产品的加工人员是否有替代人员计划?
询问
替代人员岗位素质证明是否表明具有替岗资格?
查相关证明
查现场文件
控制计划里的要求是否完整,并且得到
6.2.1 有效实施?
工艺文件和检验文件中规定的要求是否得到有效遵守?
查现场作业指导书的执行情况
是否有制度规定,所有影响产品质量的操作工位应持有适用的 查制度、查发放记录、查现场作业指导
作业指导书,而且易于现场取得?
书
是否详细说明返工条件?
查现场作业指导书
选用的检验和测量工具是否在控制计划中体现?
查控制计划、现场观察一致性
如何杜绝测量错误?
查员工培训记录、查员工能力评价记录
是否有制度规定检验测量数据的记录方式?
查制度、查检验记录
6.4.3
通过使用的测量和试验设备,是否能 度量或检验的设备工具是否有贴相应校验标签,並均在校验有
够有效地监控质量要求?*
效期內?
查制度、查现场
是否有制度规定工作场所的健康和安全必须符合国家规定?
6.4.4
加工工位以及检验工位是否满足具体
的要求?
是否规定了测试/检验场所的5S标准?预防避免污染,损伤以
及搞错/误解。
查制度、查现场 查制度、查现场
是否规定了各生产现场产品及其他物品的搬运方式和使用器具 及对作业人员要求?
查制度、查现场
书
6.2.4 控?*
针对不合格品(无标识产品、标识不清产品、过期产品/物料、 用失效仪器检测过的产品等)是否有明确标识加以区分或隔离?
现场查区域划分和标识
不合格品是否会进行返工或返修,如果有是否有相关作业指导 书及验收报告?
查记录、询问
是否有隔离仓库、隔离区域?
查现场
是否有制度规定,应将有效的纠正措施引入FMEA?
6.4.2 生产设备/工具的维护保养是否受控?
设备是否清洁?
查现场
是否有外包商对生产设备进行维护保养,是否有制度规定如何 查制度、查外包商资格证书、查验收记
进行维保质量验收?
录
模具的使用状态是否得到标示?
合格/不合格/正在维修?
维护人员是否有必要的资格?
查人员资格证
对磨损严重的模具是否有更换计划?
查计划、查实施记录
定一致?
查制度、查现场实物 查制度、查检验或批准记录
对于有特殊存档要求的特性的检测结果,是否做好记录》
查检测记录
有无定义生产过程对产品标准或工艺的更改流程,有无按流程 执行?
查规定、查变更记录
是否规定生产过程变更必须通知顾客,并得到顾客审批?
查制度、查顾客审批记录
出现过程更改(如:作业流程、方法、材料、作业条件等), 相关部门是否按规定实施了过程更改审批?
查记录
6.2.2 对生产操作是否重新进行批准/放行?
是否有相关负责人进行批准和记录?
查记录
重新批准/放行时,是否有用作判定的参考样件和极限样件? 查现场实物
是否具备完整的模具调整/更换装备(工具)?
查现场实物
准备检查调整/更换模具/工装效果的极限标样在作业点?
查现场实物
重要的过程参数(如温度等)是否得到有效控制?是否与控制计划相 符?调整权限是否明确?
审核指南
序号
审核条款参考问题来自提示要素6:系列生产 P6.1什么进入过程?(过程输入)
是否有制度规定对开发和批量生产之间进行相关交接流程?
是否有PPF(PPAP)相关文件并通过审批?
产品过程FMEA是否及时更新?
6.1.1
是否从开发向批量生产进行了项目移 交,并确保了可靠的量产启动?
各类检验测量设备是否到位?
查温湿度点检表等
原材料是否可追溯,并有唯一标示?
查制度、现场观察
是否有制度规定产品标识,通过什么方式实施?
查制度、现场观察
6.1.4
必要的标识/记录/放行是否具备,并 且适当地体现在来料上?
放行的产品/原材料是否有标记?(粘性标签,悬挂指示牌, 货物随单等)
放行的产品/原材料是否有检验、审核、批准记录,是否与规
查规定、查现场标识
现场无效的标识是否及时清理?
查现场标识
不同的零件是否清晰失效时间和最长仓储时间?
查制度、查现场实物
P6.3 哪些功能为过程提供支持?(人力资源)
6.3.1 员工是否能胜任被委派的工作?*
是否有相关考核流程,考察员工是否达到岗位要求?
查规定、查考核记录
部门内所有组织成员对公司质量方针与质量目标是否熟悉,并 正确理解?
特殊特性在生产中是否进行控制管理?*
对于不能证明能力的特殊特性(cpk、cmk)顾客和公司规定时,是否 有制度规定必须对产品实施全检?
查制度、查检验记录
是否有制度规定,并展开了系统监控(SPC)?
查制度、查SPC
是否有对应的产品/过程FMEA?
查FMEA
采取什么措施对各生产工序涉及的重要特性进行了有效控制?
查制度、作业指导书、查控制记录
作业指导书与控制计划等是否标明了产品或过程的特殊特性? 且定义和符号是否符合?
查作业指导书&控制计划
对失控/不符合情况是否进行纠正,并加以记录?
查现场记录
是否有制度规定质量记录的存档方式,存档时间有无定义? 查制度、询问、现场观察
是否有制度规定,针对制造过程中的批量不合格应召开专门的 分析改善会议,并跟进?
1of7
6.1.5
在量产过程中,是否对产品或过程的 变更开展跟踪和记录?*
序号
审核条款
审核指南
参考问题
提示
是否有制度规定,FMEA更新后,对应的其他文件(如:控制计 划应得到同步更新?
查制度、查FMEA
是否有制度规定变更工艺后应确认变更结果满足预期要求? 查制度、查变更工艺验证报告
检验设备,模具等是否符合变更状态?
是否有制度规定,在新产品第一次生产前,应对员工进行了适 当的培训,实施情况如何?
询问部门内人员 查制度、查培训记录
员工是否适合于完成所交付的任务并保持其素质?
查岗位职责、查员工能力评价记录
特殊岗位是否有资格的证明?(焊接工证书,视力测试,叉车 驾驶员执照?)
查相应执照证书
过程操作的员工上岗前是否经考评并合格?
查制度、查FMEA、查纠正措施记录
FMEA中是否包含各状态的零部件的识别、预防混淆等措施? 查FMEA
6.2.5
是否确保材料/零部件在流转的过程 中不发生混合/弄错?
对于剩余零件(如由于设备故障而被从设备中取出)审核后重 新投入使用的,有无相关规范明确?
查相关规范
制造状态和检验状态是否清晰明了并符合规定?
查看现场
6.1.2
来料是否在约定的时间按所需数量/ 生产批次大小被送至正确的地点/工 位?
对于产品是否以正确的数量以及规定的时间摆放在正确的位置 上?
查生产记录、询问、现场观察
是否有制度规定现场区域定置,对于不需要的零件(多出来 的)怎么处理?
查制度、询问、现场观察
如何运输及摆放半成品及成品,是否与制度规定相符?
生产现场是否具备文件中规定的资源?作业人员是否按文件(作 业指导书/控制计划)的要求进行了作业?
现场观察与询问
作业人员是否清楚不正确的操作对客户/公司及本人带来的后 果?是否界定了停机的职责和权限?
询问
材料、批次、产品切换后是否进行重新批准放行?
查现场记录
设备停机/过程中断后,是否进行重新批准放行?
查制度、查设计/工艺变更审批记录
是否有制度规定,变更前应进行变更评价分析?
6.1.5
在量产过程中,是否对产品或过程的
变更开展跟踪和记录?*
是否有重新更新PPAP的事例,并查相关记录?
QA-F0059 (A)
变更信息如何下达到各个部门?
风险分析,PLP等
查PPAP
询问,查工艺、技术试验大纲或工艺通
知单
查制度、查记录、查现场
是否会对员工进行不合格品培训、FMEA培训等?
现场询问
对现场使用的设备是否规定了点检(如:秤、叉车、行车、生 产设备等)进行点检,实施如何?
查制度、查点检记录
6.3.2
员工是否清楚被委以的产品和过程质量 监控的职责和权限?
对于现场使用的计量器具,有无规定发生损坏时或失准时的报 请?
查控制计划
对过程的特定参数是否进行机器能力调查?调查结果是否满足顾客要 求或公司规定?
查制度、抽查某工序CMK验证记录
对产品特殊特性是否进行过程能力调查?调查结果是否满足顾客要求 或公司规定?