各类型模具的力的计算方式
- 格式:ppt
- 大小:2.70 MB
- 文档页数:14

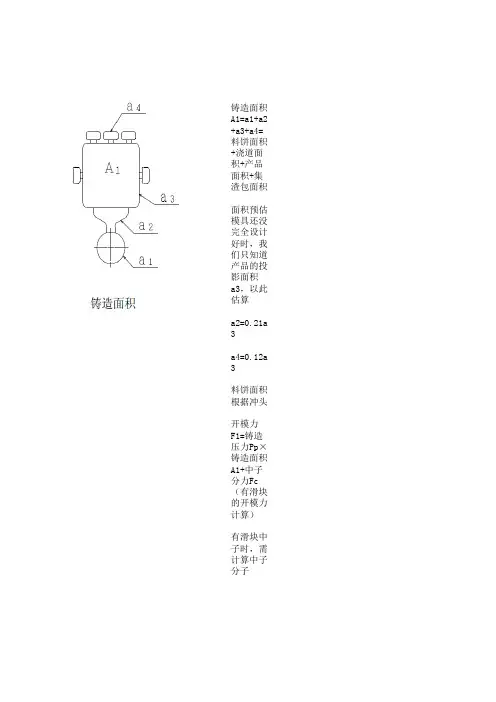
铸造面积 A1=a1+a2+a3+a4=料饼面积+浇道面积+产品面积+集渣包面
面积预估 模具还没完全设计好时,我们只知道产品的投影面积a3,
a2=0.21a3
a4=0.12a3
料饼面积根据冲头
开模力 F1=铸造压力Pp×铸造面积A1+中子分力Fc(有滑块的开模力
有滑块中子时,需计算中子分子
由于模具各处温度不宜,压力传递不一,对各部分分施加压力分类
产品部=计算铸造压力×75%
集渣包部=计算铸造压力×25%
料饼、浇道部=计算铸造压力×100%
铸造压力预估:
铝:气密性要求高的一般在80MPa以上,其他60MPa
锌:30MPa左右
综上所诉,可以得出最终的压铸机吨位计算公式
锁模力>开模力×1.1=铸造面积×铸造压力=(料饼面积+浇道面积+
压铸机吨位=锁模力/10 锁模力单位为KN
A1a1(料柄)a2a4铸造压力Mpa
8000254.341680168040
面积+浇道面积+产品面积+集渣包面积
,我们只知道产品的投影面积a3,以此估算
积A1+中子分力Fc(有滑块的开模力计算)
递不一,对各部分分施加压力分类计算如下:
0MPa以上,其他60MPa
算公式:
铸造压力=(料饼面积+浇道面积+产品面积+集渣包面积)×铸造压力×1.1
安全系数设备KN T
1.146457.44646。

压铸锁模力的计算压铸锁模力是指在压铸过程中,锁模机构需要承受的力量。
它是保证压铸模具在工作过程中能够保持稳定和可靠的重要因素之一。
正确计算压铸锁模力对于保证产品质量和生产效率具有重要意义。
一、压铸锁模力的影响因素1.产品尺寸和形状:产品尺寸和形状的大小对于压铸锁模力有直接影响。
通常来说,产品尺寸越大,形状越复杂,所需的锁模力就会增加。
2.锁模机构的结构和性能:锁模机构的结构和性能也是影响锁模力的重要因素。
合理的锁模机构设计和高性能的锁模机构能够减小锁模力。
3.压铸材料的特性:不同的压铸材料具有不同的流动性和收缩性。
流动性越好的材料在充模过程中所需的锁模力相对较小,而收缩性较大的材料则需要更大的锁模力。
二、压铸锁模力的计算方法1.经验公式法:根据实际生产经验,可以使用经验公式来计算锁模力。
这种方法简单易行,适用于一些常见的产品和材料。
但是,由于每种产品和材料的特性不同,使用经验公式得到的结果可能存在一定误差。
2.有限元分析法:有限元分析是一种较为精确的计算方法,可以通过数值模拟的方式得到锁模力的大小。
这种方法适用于复杂形状和特殊材料的产品。
但是,有限元分析方法需要进行复杂的计算和模拟,对于一些小型企业来说可能会增加生产成本。
三、压铸锁模力的计算步骤1.确定产品尺寸和形状:根据实际需求确定产品的尺寸和形状。
2.选择适当的锁模机构:根据产品的特点选择适当的锁模机构,确保能够满足产品锁模的需求。
3.确定材料类型:根据产品的要求选择适当的材料类型,考虑材料的流动性和收缩性。
4.使用经验公式或有限元分析法计算锁模力:根据产品尺寸、形状、锁模机构和材料类型,使用经验公式或有限元分析法计算得到锁模力的大小。
5.验证和调整:根据计算结果,进行实际生产中的验证和调整,确保锁模力的准确性和合理性。
四、压铸锁模力的重要性正确计算压铸锁模力对于保证产品质量和生产效率具有重要意义。
如果锁模力不够,会导致模具在充模过程中发生位移或变形,从而影响产品的尺寸和形状;如果锁模力过大,不仅会增加模具的磨损,还会增加生产成本和能源消耗。

模具压料力计算公式在模具设计和制造过程中,了解模具的压料力是非常重要的。
压料力是指在压制过程中,模具对材料的挤压力。
准确计算模具压料力能够有效保证模具的使用寿命和产品质量。
下面将介绍一种常用的模具压料力计算公式。
首先,需要明确一些参数和概念:1. 材料的流动应力(τ):指材料受到压力后,开始产生塑性变形的应力大小。
2. 材料的流动应力与应变率的关系:通常情况下,材料的流动应力与应变率呈线性关系,并可以用以下公式表达:τ = K * ε其中,τ为材料的流动应力,K为比例常数,ε为应变率。
3. 材料流动应力的计算:由于模具压料时,材料的应变率非常大,因此需要使用材料的动态应力-应变率曲线来计算材料的流动应力。
基于以上参数和概念,可以得出模具压料力的计算公式如下:F = τ * A其中,F为模具的压料力,τ为材料的流动应力,A为压力面积。
具体计算步骤如下:1. 确定材料的动态应力-应变率曲线:通过实验或参考材料手册,获取材料在压力范围内的应力-应变率数据。
根据这些数据绘制应力-应变率曲线。
2. 确定应变率:根据模具设计,确定压力面积的大小。
根据压料过程中的位移和时间,计算出应变率。
应变率通常以mm/s为单位。
3. 根据材料的动态应力-应变率曲线,找到应变率对应的流动应力值。
4. 计算压料力:将流动应力值代入公式F = τ * A,计算得到模具的压料力。
需要注意的是,以上计算公式是基于理想情况下的模具压料力计算,实际制造过程中还需要考虑一些因素,如摩擦力、回弹力等。
同时,模具的压料力也会随着压制速度、材料性质等因素的不同而有所变化,因此在实际生产过程中,需要根据具体情况进行适当的调整和修正。
总结起来,模具压料力的计算公式是通过材料的动态应力-应变率曲线,结合压力面积来计算模具的压料力。
准确计算模具压料力能够帮助设计师合理设计和选择模具,提高生产效率和产品质量,延长模具的使用寿命。

冲压模具冲裁力计算公式冲压模具冲裁力的计算可是个相当重要的知识点呢!咱们在工业生产中,要是搞不清楚这个,那可就容易出岔子啦。
先来说说冲裁力到底是啥。
简单来讲,冲裁力就是在冲压过程中,模具把材料冲裁分离所需要的力。
这个力要是算不准确,模具可能就承受不住压力,要么变形,要么直接坏掉,那损失可就大了。
那冲裁力咋算呢?一般来说,冲裁力等于材料的抗剪强度乘以材料的厚度,再乘以冲裁周边长度。
公式就是:F=τ×t×L 。
这里的 F 就是冲裁力,τ是材料的抗剪强度,t 是材料的厚度,L 是冲裁周边长度。
举个例子吧,前段时间我去一个小工厂参观,就碰到了计算冲裁力的事儿。
那是个生产小五金零件的厂子,师傅们正在做一批铁片的冲裁。
他们拿到的材料是厚度为 2 毫米的钢板,要冲裁出一个圆形的铁片,直径是 50 毫米。
这时候咱们就得先算出冲裁周边长度,对于圆形来说,周边长度就是圆的周长,也就是π乘以直径,约等于 3.14×50 = 157 毫米。
然后查材料手册,知道这种钢板的抗剪强度是 300 兆帕。
把这些数带进公式里,冲裁力 F = 300×2×157 = 94200 牛。
这一算出来,师傅们就知道该用多大压力的冲床来干活儿啦,要是压力不够,冲出来的零件边缘不整齐,甚至可能冲不断;压力太大呢,又浪费资源,增加成本。
在实际工作中,还得考虑一些其他的因素。
比如说卸料力、推件力。
卸料力就是把冲裁后的材料从模具里卸下来需要的力,推件力则是把卡在凹模里的冲裁件推出来的力。
一般卸料力和推件力可以按照冲裁力的一定比例来估算。
还有啊,冲裁间隙也会影响冲裁力。
间隙太小,摩擦力大,冲裁力就大;间隙太大,材料容易弯曲变形,冲裁质量又不行。
所以选择合适的冲裁间隙,既能保证冲裁质量,又能让冲裁力在合理范围内。
另外,材料的性能也不是一成不变的。
不同批次的材料,抗剪强度可能会有差别。
所以在计算冲裁力的时候,要尽量根据实际材料的性能来取值,这样算出来的结果才更准确可靠。