数控旋风铣
- 格式:docx
- 大小:691.69 KB
- 文档页数:4
旋风铣定义旋风铣就是安装在普通车床上的高速切削动力头, 用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。
因其銑削速度高(速度达到400m/min)加工效率快。
并采用压缩空气进行排屑冷却。
加工过程中切削飞溅如旋风而得名—旋风铣。
旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。
表面粗糙度能达到Ra0.8μm。
车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。
旋风铣的切削形式分为:(1)内切式(2)外切式旋风铣的切削方法分为:(1)顺铣法(2)逆铣法旋风铣加工过程旋风铣与车床配套后在加工过程中需要完成五个加工运动:(1)刀盘带动硬质合金成型刀高速旋转(主运动)(2)车床主轴带动工件慢速旋转(辅助运动)(3)旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)(4)旋风铣在车床中拖板带动下进行径向运动(切削运动)(5)旋风铣在一定角度范围内还有螺旋升角调整的自由度。
XW350型号:XW350转速:800RMP、1200RMP、加工范围:外螺纹∮6-350mm铣头重量:220kg功率:4.KW刀盘:4刀位可安装焊接、机夹刀具配套车床:C630、CW6163 或以上各种车床XW-60型号:XW-60转速:800RMP、1200RMP、2400RMP加工范围:外螺纹∮6-60mm铣头重量:115kg功率:1.5KW通用刀盘:4刀位可安装焊接、机夹刀具配套车床:C6140、C6150或C620XW60-III内外一体机型号:XW60-III内外一体机转速:普通1200加工范围:外螺纹∮6-60内螺纹∮26-0400铣头重量:140kg功率:1.5KW通用刀盘:4刀位可安装焊接、机夹刀具配套车床:C6140、C6150、C620或40以上各种车床万能型旋风铣(选型)万能型旋风铣:切削形式:外切式螺旋升角:左右45°精度0。
2″装刀数量:4把型号:XW-200型配套机床C620、C6140或同等数控车床型号:XW-300型配套机床C6150或同等数控车床型号:XW-350型配套机床C630、CW6163或同等数控车床机夹刀具数控旋风铣车间一角XKW-60高效数控旋风铣型号:XKW-60内外一体机转速:普通1200RMP、或伺服电机可调转速加工范围:外螺纹∮6-60mm内螺纹∮26-400mm铣头重量:120kg功率:1.5KW刀盘:4刀位可安装焊接、或6刀位机夹刀具配套:40或40以上数控车床安装上旋风铣和刀排可以装夹一次完成工件外圆及螺纹的加工XW-150型型号:XW-150转速:1200RMP、2400RMP 加工范围:外螺纹∮6-150mm铣头重量:160kg功率:3KW刀盘:4刀位可安装焊接、机夹刀具配套车床:C630、CW6163XW-70型型号:XW-70转速:800RMP、1200RMP、2400RMP加工范围:外螺纹∮6-70mm铣头重量:110kg功率:1.5KW刀盘:4刀位可安装焊接、机夹刀具配套车床:C6140、C6150、C620或40以上各种车床XW70-III型内外螺一体机型号:XW70-III转速:800RMP、1200RMP、2400RMP加工范围:外螺纹∮6-70mm内螺纹∮26-400铣头重量:135kg功率:1.5KW刀盘:4刀位可安装焊接、机夹刀具配套车床:C6140、C6150、C620或40以上各种车床XW-100型XW-185型旋风铣型号:XW-185转速:800RMP、1200RMP、加工范围:外螺纹∮6-185mm铣头重量:400kg功率:3.KW刀盘:4刀位可安装焊接、机夹刀具配套车床:C6180、或以上各种车床各种机夹刀片螺纹精密分头器点击详细参数型号:适合各种车床加工范围:可分头2、3的倍数,特殊头数可设计对各种头数螺纹进行精密快速分头螺旋升角的调整。
中文摘要本次毕业设计的题目是旋风式外铣削头设计。
设计的铣刀主要用于螺杆外螺纹的铣削。
目前对螺杆常用的加工方法主要采用车削和磨削。
车削加工精度差,磨削加工虽然加工精度较高,但对于大导程或长度较长的螺杆来说,由于磨削被加工面是砂轮旋转轴线相对螺杆轴线偏转相应的螺旋角,螺杆达到一定的长度,砂轮接杆就会碰到被加工工件。
因此,螺杆的可加工长度受螺杆螺旋升角的限制,同样即使螺旋升角不大,当螺杆长度达到一定值时,对其的磨削加工也无法完成。
显然,用传统的加工方法显然会比较困难。
所以我们采用旋风铣削的加工方法。
旋风铣削的加工方法则很好地解决了用传统加工方法难以加工的螺杆问题,它可以消除刀具切削对螺槽外形的影响,大大提高被加工螺杆的精度,并且加工效率高。
随着旋风铣削机床在机械制造业中的成功应用和推广,德国Leistrite公司近年来又推出了高速硬体内螺纹旋风铣削机床,一改传统的加工原理,刀杆不用偏转,而是与螺母轴线平行,且使成形刀切削面与螺纹的法向截面重合,铣削出的螺纹滚道截型与成形刀具的截型一致。
为了提高数控加工的效率,目前国外许多飞机厂和发动机厂已采用高速切削加工来制造航空零部件。
我们所指高速加工是高速主轴、高速进给和先进的控制软件。
目前,国外在高速切削加工方面除了进行工艺研究外,还着重开展了研制、发展和提供能够适应于高速切削加工用的高质量、高性能、高可靠性的加工设备和装置。
与高速切削加工设备和装置相关的新技术包括:机床结构改进、主轴结构改进、坐标轴驱动技术、导轨设计、刀具材料研究、刀具夹持装置、冷却处理技术、精密位置测量技术、排屑技术以及能适应于高速切削加工设备控制的CNC控制系统及软件等。
因此我们设计铣削刀具十分必要。
关键词:旋风铣削、螺杆The Graduation is outside the cam tornado the shaping lathe design. This topic main processing object for plastic transportation screw rod.At present mainly uses the turning and the grinding to the screw rod commonly used processing method. The lathe work precision is bad, although the abrasive machining the working accuracy is high, but regarding led greatly or the length long screw rod, because the grinding by the machined surface was the grinding wheel centerline relative screw rod spool thread deflection corresponding angle of spiral, the screw rod will achieve certain length, the grinding wheel link will bump into is processed the work piece. Therefore, the screw rod may process the length the screw rod lead angle limit, even if similarly the lead angle is not big, when the screw rod length achieves certain value, is also unable to its abrasive machining to complete.Obviously, will be quite obviously difficult with the traditional processing method. Therefore we use the tornado milling the processing method. Outside the tornado the milling processing method well has solved the screw rod problem which processes with difficulty with the tradition processing method, it may eliminate the cutting tool cutting to the spiral flute contour influence, enhances greatly is processed screw rod's precision, and the processing efficiency is high.Applies along with the tornado milling engine bed's in machine-building industry success and promotes, German Leistrite Corporation has promoted in recent years the high speed hardware box thread tornado milling engine bed, as soon as changes traditional the processing principle, the cutter bar does not use the deflection, but with nut spool thread parallel, and causes the forming tool cutting face and the thread normal section superposition, the milling leaves the thread roller conveyer truncation is consistent with formed cutter's truncation. In order to improve the efficiency of CNC machining,At present, many foreign aircraft engine factory plant and high-speed machining has been used to make aviation parts and components. Aluminum alloy parts, such as long, thin web parts, molds, titanium parts. We are referring to high-speed processing of high-speed spindle, high speed feed and advanced control software. At present, foreign high-speed machining in addition to the technology aspects of study, High-speed cutting and processing equipment and installations related to new technologies include: improvements in machine tool structures, spindle structure improvements axis drive technology, guide the design, tool material, tool clamping devices, cooling technology, precision position measurement technology, Chip technology and to adapt to high-speed cutting CNC-controlled processing equipment control system and software. Therefore, we designed milling cutter is necessary.Keywords:tornado milling、screw rod中文摘要 (Ⅰ)Abstract (Ⅱ)第一章绪论 (1)1.1 本课题分析 (1)1.2 旋风铣削的原理 (2)1.3 旋风铣削国内外状况 (4)第二章油马达驱动铣削头总体设计 (5)2.1 旋风铣工件成型原理 (5)2.2 方案一内旋风铣 (6)2.3 方案二外旋风铣 (7)2.4 最终方案 (8)第三章设计与计算 (8)3.1 结构设计 (8)3.2 旋风铣削运动的矢量建模 (16)3.3 液压系统的设计 (20)结论 (26)致谢 (27)参考文献 (28)第一章绪论1.1 本课题分析Moineau泵自1931年发明以来,广泛地应用于石油化工和机械工业等领域。
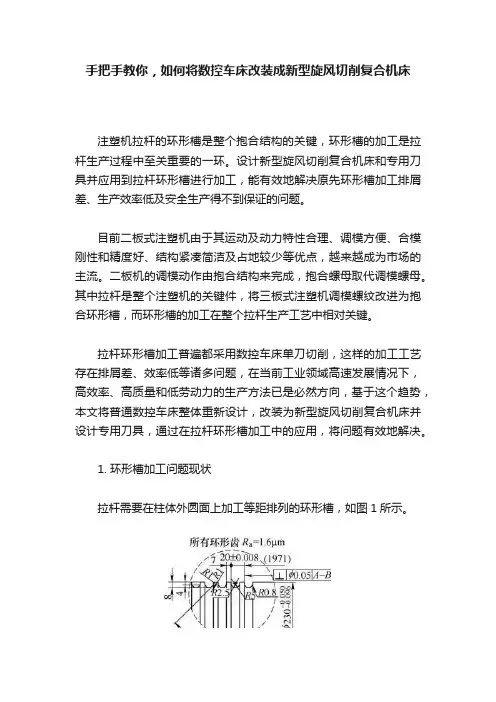
手把手教你,如何将数控车床改装成新型旋风切削复合机床注塑机拉杆的环形槽是整个抱合结构的关键,环形槽的加工是拉杆生产过程中至关重要的一环。
设计新型旋风切削复合机床和专用刀具并应用到拉杆环形槽进行加工,能有效地解决原先环形槽加工排屑差、生产效率低及安全生产得不到保证的问题。
目前二板式注塑机由于其运动及动力特性合理、调模方便、合模刚性和精度好、结构紧凑简洁及占地较少等优点,越来越成为市场的主流。
二板机的调模动作由抱合结构来完成,抱合螺母取代调模螺母。
其中拉杆是整个注塑机的关键件,将三板式注塑机调模螺纹改进为抱合环形槽,而环形槽的加工在整个拉杆生产工艺中相对关键。
拉杆环形槽加工普遍都采用数控车床单刀切削,这样的加工工艺存在排屑差、效率低等诸多问题,在当前工业领域高速发展情况下,高效率、高质量和低劳动力的生产方法已是必然方向,基于这个趋势,本文将普通数控车床整体重新设计,改装为新型旋风切削复合机床并设计专用刀具,通过在拉杆环形槽加工中的应用,将问题有效地解决。
1. 环形槽加工问题现状拉杆需要在柱体外圆面上加工等距排列的环形槽,如图1所示。
图1 拉杆外圆加工环形槽单刀切削即将工件装夹至普通数控车床,采用普通槽刀在数控车床上进行数控插补进给切削。
在实际生产过程中,径向粗车时导致无法断屑,一次进给,整个过程形成连续不断的长条铁屑。
为防止铁屑缠绕工件、缠绕损坏刀具以及乱甩伤人,需配辅助人员持长铁钩进行拉丝,为安全生产埋下了隐患;刀杆压刀片长时间在槽刀排屑槽产生的连续铁屑作用下,厚度变薄强度下降,导致刀杆寿命大幅度降低;槽刀产生的铁屑遮盖于槽刀上方,造成冷却液无法充分进入到切削点,切削温度高导致刀具磨损加快,同时使加工精度降低,已加工表面产生残余应力。
2. 整体设备改装设计要点对环形槽加工问题现状进行分析,设计新的加工方式替换原来的单刀切削。
通过资料比对,选择旋风铣铣削环形槽有下列优点:高速切削加工时,形成安全性好的C形短切屑,带走大量的切削热量,保证刀具寿命,减少传给工件的热量有助于降低零件热变形。
蜗杆加工方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1、确定毛坯的材料⑴具有优良的加工性能,能得到良好的表面光洁度和较小的残余内应力,对刀具磨损作用较小。
⑵抗拉极限度一般不低于588MPa。
⑶有良好的热处理工艺性,淬透性好,不易淬裂,组织均匀,热处理变形小,能获得较高的硬度,从而保证蜗杆的耐磨性和尺寸的稳定性。
⑷材料硬度均匀,金相组织符合标准。
常用的材料有:T10A,T12A,45,9Mn2V,CrMn等。
其中9Mn2V有较好的工艺性和稳定性,但淬透性差;优点是热处理后变形小,适用于制作高精度零件,但其容易开裂,磨削工艺性差,蜗杆的硬度越高越耐磨,但制造时不易磨削。
2、加工定位基面的选择蜗杆定位基面:从结构上分,蜗杆有两种形式,套装蜗杆,整体蜗杆。
套装蜗杆以内孔加工基面,因此应先精加工内孔,然后以内孔为基面加工外圆及支承轴颈,螺纹的加工同样以内孔为基面,因此需要心轴。
一般精密分度蜗杆的内孔精度要求是很高的,有的需要进行研磨老保证精度。
一般精度分度蜗杆内孔应不低于1级精度,表面粗糙度不低于0.12,内孔的端面振摆应不小于0.005mm。
蜗杆装在心轴上加工时,应首先检查两端轴肩的径向跳动是否在规定允差之内,以后每道工序均应校验,在蜗杆装配时,同样要校验两端轴肩的径向跳动,心轴精度必须等于或高于与套装蜗杆相配的轴精度。
整体蜗杆以中心孔为加工基面,对中心孔的要求很高,应该有保锥,保证光洁度和接触面积,每道工序前要检查和修正中心孔,对支承轴颈应保证与中心孔同轴度和本身的几何精度,在半精加工和精加工工序前,都应检查支承轴颈的径向,跳径和端面的轴向振摆是否在公差以内。
选择粗基准时,考虑的重点是如何保证各加工面有足够的余量,使不加工基面与加工表面间的尺寸,位子符合图纸要求。
第1篇一、前言数控铣削机器是一种高精度、高效率的加工设备,广泛应用于机械制造、航空航天、模具制造等领域。
为确保操作人员的人身安全和设备正常运行,特制定本操作规程。
二、操作前的准备1. 检查数控铣削机器外观是否完好,无损坏、变形等现象。
2. 检查数控系统是否正常,包括电源、显示器、键盘、接口等。
3. 检查机床的润滑系统是否正常,确保各运动部件得到充分润滑。
4. 检查刀具、夹具、工件等是否满足加工要求,确保加工精度。
5. 检查机床的冷却系统是否正常,确保加工过程中产生的热量得到及时冷却。
6. 检查安全防护装置是否齐全、有效,如防护罩、防护栏等。
7. 了解加工工艺、参数设置、加工步骤等。
三、操作步骤1. 开机(1)打开数控系统电源开关,待系统自检完成后进入操作界面。
(2)打开机床电源开关,观察机床各运动部件是否正常。
2. 对刀(1)根据加工图纸和加工工艺,选择合适的刀具。
(2)将刀具安装在刀柄上,并将刀柄插入机床主轴。
(3)进行对刀操作,确保刀具与工件相对位置准确。
3. 设置加工参数(1)根据加工工艺,设置切削参数、走刀路径、加工顺序等。
(2)调整机床主轴转速、进给速度等参数。
4. 加工过程(1)启动机床,观察机床各运动部件是否平稳。
(2)监控加工过程,确保加工质量。
(3)根据加工情况进行必要的调整。
5. 加工完成后(1)关闭机床电源,拔出刀具。
(2)检查工件加工质量,确认无误后进行后续处理。
(3)清理机床、刀具、夹具等。
四、注意事项1. 操作人员必须熟悉数控铣削机器的结构、性能和操作方法。
2. 操作人员必须穿戴好个人防护用品,如安全帽、防护眼镜、防护手套等。
3. 操作过程中,严禁触摸机床运动部件,以免发生意外。
4. 操作过程中,严禁随意调整机床参数,以免影响加工质量。
5. 操作完成后,应及时关闭机床电源,清理现场。
6. 定期对数控铣削机器进行维护保养,确保设备正常运行。
五、安全操作规程1. 操作人员必须遵守国家有关安全生产的法律法规和本规程。
第1篇一、概述智能数控旋风铣是一种高精度、高效率的数控铣削设备,广泛应用于航空航天、汽车制造、模具加工等领域。
为确保设备安全、稳定运行,提高加工质量,特制定本操作规程。
二、操作前准备1. 操作人员需经过专业培训,熟练掌握数控旋风铣的操作技能和注意事项。
2. 操作前,检查设备是否处于正常状态,包括机床、控制系统、刀具、冷却系统等。
3. 确认加工工件尺寸、形状、材料等参数,并根据加工要求设置加工参数。
4. 检查操作手柄、开关、旋钮、夹紧机构等是否处于正确位置,操作是否灵活,安全装置是否齐全可靠。
5. 检查机床各轴有效工作范围内是否有障碍物,确保加工过程中安全。
三、操作步骤1. 启动设备:打开总电源,启动控制系统,进入操作界面。
2. 设定加工参数:根据加工要求,设置切削速度、进给量、主轴转速等参数。
3. 加工准备:安装刀具,调整刀具位置,确保刀具与工件接触良好。
4. 对刀:使用对刀工具,对刀具进行精确定位,确保加工精度。
5. 加工:启动加工程序,数控旋风铣开始自动加工。
6. 监控加工过程:密切关注设备运行状态和加工情况,如发现异常,立即停机检查。
7. 加工完成后,关闭加工程序,停止设备运行。
四、操作注意事项1. 操作过程中,严禁超性能使用设备,确保加工质量和设备安全。
2. 操作人员需穿戴劳动防护用品,如安全帽、防护眼镜、手套等。
3. 严禁在机床运行过程中进行维修、调整等操作。
4. 操作过程中,注意刀具与工件的相对位置,避免发生碰撞。
5. 操作结束后,清理机床、刀具及工作区域,确保设备整洁。
五、安全操作规程1. 操作人员在操作前必须经过培训,取得操作证后持证上岗。
2. 熟悉机床的主要规格、技术参数和操作规程。
3. 操作人员必须了解机床一般报警内容,掌握一般报警的消除方法。
4. 操作人员需了解机床液压系统与机床结构性能。
5. 操作前,对机床及其附件设施进行巡查,确保设备正常。
6. 按正确的操作步骤打开总电源、各油泵等。
机械加工中,用来加工螺纹的方法有很多种,例如车削、铣削、攻丝等。
其中,旋风铣因在加工效率、加工精度、加工成本、表面粗糙度及自动化程度上具有较大的优势,而成为一种很好的选择,广泛适用于接骨螺钉、螺纹、丝杠、蜗杆、螺杆类零件的加工。
让我们看看这种方法是怎样发挥作用的。
什么是旋风铣:旋风铣是将硬质合金成型刀具安装在刀盘,通过刀盘带动刀具高速旋转,在工件内侧或外侧表面铣削出螺纹的螺纹加工方法。
这种方法的加工速度很高,可以达到每分钟400米,是传统车削加工的几倍甚至是十几倍,因而得到了人们的青睐。
在加工过程中,高速旋转的刀具使切削屑四处飞溅,就如同是被旋风卷起一样,因而这种方法被以旋风铣命名。
旋风铣可以用于干切削、重载切削、超高速切削和难加工材料的切削,其能耗较小,精度较高,表面粗糙度也非常理想。
而且采用这种加工方式,机床主轴的转速并不高,因此机床运动的精度和动态稳定性都很好。
在所有螺纹加工方法中,旋风铣是最先进的一种。
旋风铣的运动形式:旋风铣在加工过程中需要完成五个加工运动:其主运动是硬质合金成型刀具在刀盘带动下做高速旋转;辅助运动是工件在机床主轴带动下做慢速旋转;进给运动是棒材工件在走心机带动下所做沿轴向的运动,这一运动速度大小要根据工件螺距或导程来确定;切削运动是旋风铣沿工件径向的运动;旋转运动是旋风铣在一定角度范围内进行的,具有一自由度的螺旋升角调整运动。
旋风铣加工螺纹的主要优势:首先是加工效率高,每分钟400米的加工速度是传统车削加工速度的几倍甚至是十几倍。
其次是加工精度高,由于采用旋风铣,加工出的产品是一刀成形的,偏心切削不需要退刀,故而拥有很高的精度。
第三是加工成本低,旋风铣设备以走心机加为主体,加装旋风铣动力刀座而构成,无需对机床结构进行改动,且螺旋升角可以调节,安装非常方便,而且不需要购买成套专用设备,这在成本上无疑可以节省一笔开支。
第四是表面粗糙度低,可以达到Ra0.8微米,加工精度比传统加工方法提高了两个等级。
数控旋风铣床安全操作及保养规程前言数控旋风铣床是一种高精度机床,广泛应用于机械零部件加工等领域,在提高生产效率的同时,也伴随着一定的安全风险。
正确的安全操作和保养规程可以确保数控旋风铣床的正常运行,并保障操作人员的安全。
本文将介绍数控旋风铣床的安全操作和保养规程。
安全操作规程1. 熟悉机床结构及控制面板在操作数控旋风铣床前,首先要熟悉机床的结构和控制面板的功能。
数控旋风铣床通常由床身、夹具、切削刀具、主轴、伺服马达、控制系统、操作面板等部分组成。
不同的数控旋风铣床结构和控制系统有所不同,需要根据厂家提供的说明书和培训课程进行学习和熟悉。
2. 穿戴防护装备操作数控旋风铣床时应穿戴适当的工作服、安全鞋、手套、护目镜、口罩等防护装备。
特别是加工时可能产生的切削粉尘和噪音,需要特别注意呼吸道健康和听力保护。
3. 正确操作机床数控旋风铣床有一定的自动化程度,但还是需要操作人员的正确操作。
在操作机床前,应检查机床各部分的保护罩是否齐全,切削刀具是否固定牢固,切削液是否充足等。
在操作过程中,应按照程序要求进行操作,不得随意操作或停止程序。
切勿利用手部或其他物品触碰机床运动部分。
4. 注意人身安全在数控旋风铣床的运作过程中,需要注意防止人身触碰与危险的零部件和运动部分。
切勿弯腰或伸手到夹具和机床的运动部分附近。
5. 接地保护数控旋风铣床应接受接地保护,以确保使用安全。
同时,机床应安装过载保护开关,防止电机过载。
6. 安全开关机床应具备紧急停机控制器等安全设备,以防止突发状况的发生。
操作人员应当按需使用该设备。
7. 控制面板操作数控旋风铣床的操作面板具有一定的复杂性,需要根据程序的要求进行相应的操作。
在操作前,应确保控制面板处于关闭状态,不得直接启动机床和控制面板。
在操作过程中,需要时刻关注控制面板显示的状态,以及是否有异常或故障提示。
保养规程1. 保持清洁数控旋风铣床需要经常清洁,以确保其正常的工作。
常见的清洁方式包括空气吹除、软毛刷、吸尘器等。
模具数控习题一.判断题。
1.数控机床软极限可以通过调整系统参数来改变。
()2.所有数控机床自动加工时,必须用M06指令才能实现换刀动作。
()3.在数控编程指令中,不一定只有采用G91方式才能实现增量方式编程。
()4.加工中心自动换刀需要主轴准停控制。
()5.由于数控铣削加工零件时,加工过程是自动的,所以选择毛坯余量时,要考虑充足的余量和尽可能的均匀。
()6.数控铣床取消刀补应采用G40代码,例如:G40 G02 X20.Y0 R10.;该程序段执行后刀补被取消。
()7.在冲孔模加工中,凹模尺寸是图纸零件的基本尺寸;凸模尺寸是图纸零件的基本尺寸加上冲裁间隙。
()8.塑料模具修配脱模斜度的原则是:型腔应保证大端尺寸在制件尺寸公差范围内,型芯应保证小端尺寸在制件尺寸公差范围内。
( )9.电火花线切割加工时,所用脉冲宽度较宽,一般工件接负极,称为负极性效应。
()10.换刀时发生掉刀的原因之一是系统动作不协调。
( )11.G41左补偿指令是指刀具偏在工件轮廓的左侧,而G42则偏在右侧。
( )12.能够自动换刀的数控机床称为加工中心。
()13.铣削零件轮廓时进给路线对加工精度和表面质量无直接影响。
()14.铣削内轮廓时,刀具应由过渡圆方向切入,切出。
()15.圆弧铣削时,已知起点和圆心就可以编写出圆弧插补程序。
()二.选择题。
16.下面情况下,需要手动返回机床参考点()。
A.机床电源接通开始工作之前B.机床停电后,再次接通数控系统的电源时C.机床在急停信号或超程报警信号解除之后,恢复工作时D.ABC都是17.插补运算采用的原理和方法很多,一般可归纳为()两大类。
A.基准脉冲插补和数据采样插补B.逐点比较法和数字积分法C.逐点比较法和直线函数法D.基准脉冲法和逐点比较法18.冲裁时工件上有较长的拉断毛刺是因为冲裁模()。
A.凸、凹模间隙过大B.凸、凹模间隙过小C.凸、凹模裂纹D.凸、凹模残渣19.高速走丝电火花线切割机床一般选用()作为电极丝。
数控旋风铣
“数控旋风铣“这个词对于机械行业的很多人来说的是很陌生的,在国内做数控旋风铣的企业也就寥寥无几,常州腾创机械厂就是其中一家做数控旋风铣的。
其实,20世纪60年代,数控旋风铣的研发在国外已经很火了。
在1958年,我国也开始研发数控旋风铣机床,并且取得了很大的成功。
据资料记载:
在1940年代末,美国开始研究数控机床,1951年,美国麻省理工学院(mit)伺服机构实验室成功研制出第一台数控铣床,并于1957年投入使用。
这是制造技术发展过程中的一个重大突破,标志着制造领域中数控加工时代的开始。
数控加工是现代制造技术的基础,这一发明对于制造行业而言,具有划时代的意义和深远的影响。
世界上主要工业发达国家都十分重视数控加工技术的研究和发展。
我国于1958年开始研制数控机床,成功试制出配有子管数控系统的数控机床,1965年开始批量生产配有晶体管数控系统的三坐标数控铣床。
经过几十年的发展,目前的数控机床已实现了计算机控制并在工业界得到广泛应用,在模具制造行业的应用尤为普及。
针对车削、铣削、磨削、钻削和刨削等金属切削加工工艺及电加工、激光加工等特种加工工艺的需求,开发了各种门类的数控加工机床。
数控机床种类繁多,一般将数控机床分为16大类:
1数控车床(含有铣削功能的车削中心) 2数控铣床(含铣削中心)
3数控铿床
4以铣程削为主的加工中心.
5数控磨床(含磨削中心)
6数控钻床(含钻削中心)
7数控拉床
8数控刨床
9数控切断机床
10数控齿轮加工机床
11数控激光加工机床
12数控电火花线切割机床
13数控电火花成型机床(含电加工中心)
14数控板村成型加工机床
15数控管料成型加工机床
16其他数控机床
模具制造常用的数控加工机床有:数控铣床、数控电火花成型机床、数控电火花线切割机床、数控磨床及数控车床。
数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成。
控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;
伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的
运动
检测系统则是用来检测机床执行件(工作台、转台、滑板等)的位移和速度变化量,并将检测结果反馈到输入端,与输入指令进行比较,根据其差别调整机床运动;
机床传动系统是由进给伺服驱动元件至机床执行件之间的机械进给传动装置;
辅助系统种类繁多,如:固定循环(能进行各种多次重复加工)、自动换刀(可交换指定刀具)、传动间隙补偿偿机械传动系统产生的间隙误差)等等。
在数控加工中,数控铣削加工最为复杂,需解决的问题也最多。
除数控铣削加工之外的数控线切割、数控电火花成型、数控车削、数控磨削等的数控编程各有其特点,本书将重点介绍对数控加工程序编制具有指导意义的数控铣削加工的数控编程。