气动冲压机接线原理图
- 格式:pdf
- 大小:160.29 KB
- 文档页数:1
145中国设备工程Engineer ing hina C P l ant中国设备工程 2018.09 (下)1 QDC-1气动冲床介绍QDC-1气动冲床是一款用来进行管状材料两端冲制矩形孔的专机,该专机在机械设计上采用了气动肌腱新技术,利用压缩空气通过大流量气阀控制肌腱机构输出行程和力量,从而简化了机械结构,消除冲头动力部分的机械接触和摩擦,提高了能量转化率。
矩形孔在圆周上的孔距通过伺服电机配合高精度减速机进行分度,设备在PLC 位置控制功能指令及程序控制下完成工件圆周12个等分矩形孔的分度和冲制。
2 PLC 位置控制功能介绍PLC 位置控制功能是将NC 定位控制器和PLC 逻辑控制器结合在一起,从而免去了PLC 和NC 之间数据交换的外部连线,简化硬件结构及程序控制结构,降低了成本。
PLC、伺服驱动器及伺服电机构成一个微型位置控制系统,其原理是NC 位置定位功能指令通过PLC 发出高速脉冲信号,经伺服驱动器脉冲细分控制伺服电机运行到达指定位置,在伺服电机位置编码器参与下系统形成半闭环位置控制,从而达到较高的位置控制精度。
这种方式简单易控,精度较高,抗干扰能力强,成本低廉,可用于很多需要简易位置控制的专用机械,目前在大多数PLC 上得到运用。
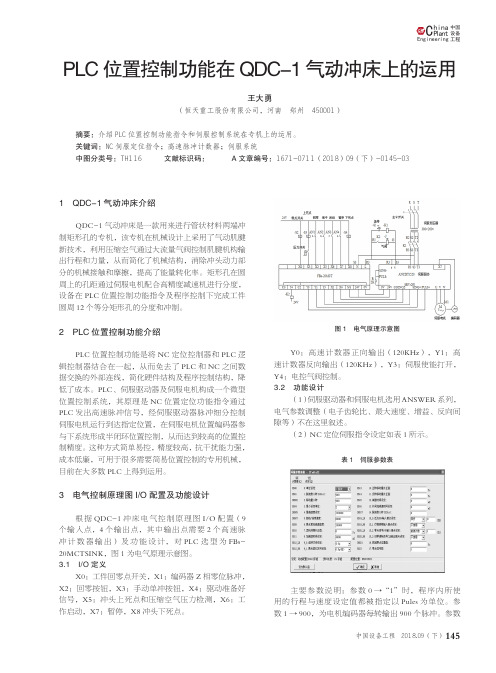
3 电气控制原理图I/O 配置及功能设计根据QDC-1冲床电气控制原理图I/O 配置(9个输入点,4个输出点,其中输出点需要2个高速脉冲计数器输出)及功能设计,对PLC 选型为FBs-20MCTSINK,图1为电气原理示意图。
3.1 I/O 定义X0:工件回零点开关,X1:编码器Z 相零位脉冲,X2:回零按钮,X3:手动单冲按钮,X4:驱动准备好信号,X5:冲头上死点和压缩空气压力检测,X6:工作启动,X7:暂停,X8冲头下死点。
图1 电气原理示意图Y0:高速计数器正向输出(120KHz),Y1:高速计数器反向输出(120KHz),Y3:伺服使能打开,Y4:电控气阀控制。
冲床知识讲座一、主要技术参数1.公称压力Pg曲柄压力机的公称压力〔即额定压力〕是指滑块离下死点前某一特定距离〔即公称压力行程Sg〕或曲柄旋转到离下死点前某一特定角度〔即公称压力角αg〕时,滑块所容许承受的最大作用力,单位N或kN。
2.滑块行程S滑块行程为滑块从上死点到下死点直线距离,单位mm。
3.滑块单位时间的行程次数n行程次数为滑块每分钟从上死点到下死点再回到上死点的往返次数。
压力机的行程次数应能保证生产率,同时必须考虑操作者的操作频率不能超过承受能力,造成疲劳作业。
4.装模高度H装模高度为滑块在下死点时,滑块底平面到工作垫板上外表的距离,单位mm。
当滑块调节到上极限位置时,装模高度到达最大值,称为最大装模高度。
封闭高度是指滑块在下死点时,滑块底平面到工作台上外表的距离,单位mm。
封闭高度和装模高度之差恰好是垫板厚度。
其他参数还有工作台板和滑块底面尺寸、喉深及立柱间距等。
压力机装设安全装置时要考虑这些参数。
二、曲柄压力机组成根据压力机的传动方式、结构形式及产生压力的方式等不同,可有多种类型。
按传动方式不同,可分为机械传动、液压传动、电磁及气动压力机;按机身结构不同,可分为开式和闭式机身压力机;按产生压力的方式不同,机械压力机又可分为摩擦压力机和曲柄压力机。
机械传动的曲柄压力机使用量最大,是我国工业部门中最基本、最常见的压力机械类型。
其中,中、小吨位开式机身机械式曲柄压力机使用量多,手工操作比例大,相应的事故率也高。
本章将重点讨论开式机身机械式曲柄压力机。
曲柄压力机由机身、动力传动系统、工作机构和操纵系统组成。
1.机身机身由床身、底座和工作台三部分组成,工作台上的垫板用来安装下棋。
机身大多为铸铁材料,而大型压力机采用钢板焊接而成。
机身首先要满足刚度、强度条件,有利于减振降噪,保证压力机的工作稳定性。
2.动力传动系统动力传动系统由电动机、传动装置〔齿轮传动或带传动〕以及飞轮组成,其中电动机和飞轮是动力部件。
NJH21-60-8-1BP扬州锻压机床主电路电源L1L2L3KM1+24PW3 M主电机电源KA1KA2KA9KA9KA9英威腾变频器参数:P0.08-1,04-13,P5.20根据吨位大小设定单次限速值KM33 MKM4滑块电机JH21-60-8-1BP扬州锻压机床辅助电路电源U31W31UVWN2380V110V24V121311FU1FU21PE00QF43控制电源TRANSPOWER56SA1XB2-BG21C3SA1XB2-BG21CNLFU62124V+24V-FU5KA31719181 M稳压电源润滑电机OIL MOTOR照明电源LIGHT POWER380V/110V-300VA/24V-100VATCFU615191812131 M15注:虚线框内为JH21-160至JH21-400机床所配润滑油泵注:虚线框内为JH21-25至JH21-125机床所配润滑油泵JH21-60-8-1BP扬州锻压机床电机运行控制5678KA10KA1144电源指示灯POWER LAMPKM1主电机运行KM3KM4滑块电机KA461SA3SB8SB963646566SQ3SQ4SM4KM3676869KA5KA6KA6KA5YV1-1YV1-271727374离合器阀DOUBLE VALVESLIDE MOTORYV375YV476SA7KA4SQ1679KA14过载阀OVERLOAD吹料ELECTOR76SA7SQ1679KA1424V+ 24V-ELECTORJH21-60-8-1BP扬州锻压机床电机运行控制POWER LAMPDOUBLE VALVESLIDE MOTOROVERLOADELECTORSP124V+24V-ELECTORP30气压正常24V0IN1AG161SB10角度显示器编码器计数复位24V+24V-JH21-60-8-1BP扬州锻压机床电机运行控制V1G1输入电路电源Si024V+24V-T4Si1T585868788000001SB3SQ20SQ21急停T291002Si2T2KA10KA11SB11Si3急停检测复位003T4T291004Si4SA5SB4005Si5T593006Si6SA5SB5007Si7T4双手控制SQ11Si8008T5SQ12Si9008SQ13Si10008SQ14Si11008T5T2T2V1G1输出电路电源So0So1So2So3So4So5急停KA10KA11KA5KA6HL4HL5100010011002100310041005离合器阀1离合器阀2上死点灯过载指示安全控制器G9SP-NN10SJH21-60-8-1BP扬州锻压机床电机运行控制输入电路电源Si1224V+24V-T4Si13T585012013SA5SF脚踏控制T2Si14安全阀监控014T1安全光幕B1Si18018So7So6So8润滑故障指示HL61006Si15015T0YV1-1YV1-2Si16016Si17017B2Si19T0T1T2T4T5安全控制器G9SP-NN10SJH21-60-8-1BP扬州锻压机床电机运行控制COM输入电路电源00备用连续/连续预置024040502506026COM输出电路电源00COM电机运行1010运行正常主电机正转安全控制器G9SP-NN10S扩展模块SA4020010210202203023点动单次96SB7连续停止KA1KA2KM198SB197主电机启动停止SA207027SA60802802909SQ1过载检测03010SQ3润滑检测03111SA3气压/滑块调整润滑油量低/中/高主电机正转/反转HL2011011HL3COM02KA1101203KA21013主电机反转COM油泵电机04KA3101205KA41013气动泵阀06KA91013071017HL8速度分段连续预置JH21-60-8-1BP扬州锻压机床电机运行控制凸轮开关开关标称单次停上死点SQ11连续停上死点SQ12过下死点SQ11单次防连冲SQ14吹气SQ16计数SQ15光电保护SQ10上死点 0度90度下死点 180度270度上死点 360度凸轮控制器设定角度SA4多档转换开关。

小型气动冲床压装机安全操作及保养规程1. 引言小型气动冲床压装机在工业生产中被广泛应用于金属冲压、气动焊接等工艺过程中。
为了确保操作人员的安全和设备的正常运行,必须严格遵守安全操作规程,并进行定期的保养和维护。
本文将介绍小型气动冲床压装机的安全操作及保养规程。
2. 安全操作规程小型气动冲床压装机操作时,需遵循以下安全规程:2.1 佩戴个人防护装备在操作小型气动冲床压装机之前,操作人员必须佩戴个人防护装备,包括头盔、护目镜、安全鞋、手套等。
个人防护装备能有效保护操作人员的安全。
2.2 检查设备状态在操作小型气动冲床压装机之前,操作人员需要检查设备的状态,确保设备没有故障和异常。
如果发现设备存在故障或异常,应立即停止使用,并通知维修人员进行维修。
2.3 使用正确的工装小型气动冲床压装机使用时需要配备相应的工装,保证工装的完好和使用正确。
使用不正确或损坏的工装可能会导致设备故障或操作人员受伤。
2.4 严格遵守操作规程操作小型气动冲床压装机时,操作人员应严格遵守操作规程,只做规定范围内的工作,不擅自进行维修、调试等操作。
任何操作都需要经过专业培训并得到授权。
2.5 避免过度使用在使用小型气动冲床压装机时,应注意避免过度使用。
长时间过度使用可能会导致设备过热,损坏或引发事故。
2.6 维护电气安全小型气动冲床压装机使用时,必须保持电气设备的安全。
不得在湿润的环境中操作设备,要保证电源的接地良好,并定期检查电线和插头的完好程度。
3. 保养规程为了保证小型气动冲床压装机的正常运行,应定期进行保养和维护。
3.1 清洁设备定期清洁小型气动冲床压装机,清除设备表面的灰尘和杂物,保持设备的清洁和整洁。
3.2 润滑部件适时对小型气动冲床压装机的润滑部件进行润滑,确保其正常运转。
使用合适的润滑油并按照使用说明进行润滑。
3.3 检查连接件定期检查小型气动冲床压装机的连接件,如螺丝、螺母等,确保其牢固可靠。
如发现松动的连接件,应及时紧固。
氣動沖床操作說明書第1頁共1頁仪器名称氣動沖床功能沖壓文件編號
仪器型号厂商版本A0
一﹑功能介紹﹕
1.聯鎖鍵
2.保險管
3.指示燈
4.電源開關
1
2 3 4
二﹑操作說明﹕
1.機器電源220V/50HZ 氣壓6~8Kg/cm
2
2.接通電源﹑氣源后將電源開關扳向ON位置﹐電源指示燈亮﹐機器工作。
3.將裝好產品之夾具放在卡槽內﹐然后雙手按下機器聯鎖鍵﹐機器氣缸從上向下沖壓。
4.產品沖壓后﹐將裝產品之夾具取出即可。
5.作業完畢﹐將電源開關置于OFF位置﹐機器即關閉。
三﹑注意事項﹕
1.機器外觀保持清潔。
2.機器異常時﹐請停止作業報工程維修。
且勿自行拆機處理。
3.作業中﹐請勿單手按啟動聯鎖鍵﹐以免危險事故發生。
核准審核制作日期。