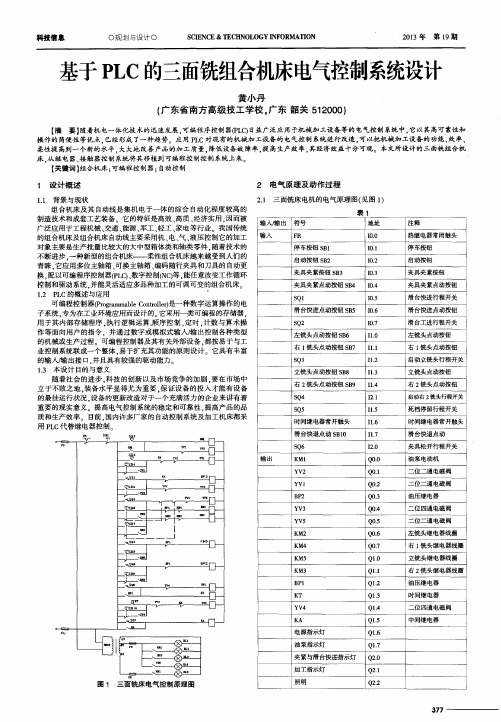
三面铣组合机床(机电传动课程设计)
- 格式:doc
- 大小:700.50 KB
- 文档页数:22
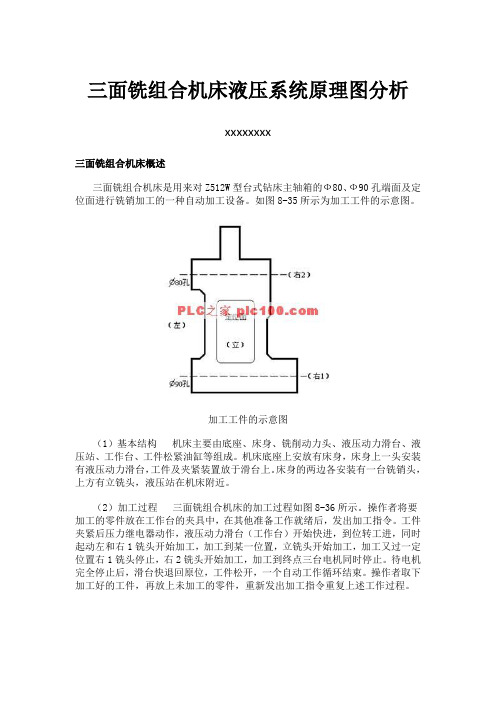
三面铣组合机床液压系统原理图分析xxxxxxxx三面铣组合机床概述三面铣组合机床是用来对Z512W型台式钻床主轴箱的Ф80、Ф90孔端面及定位面进行铣销加工的一种自动加工设备。
如图8-35所示为加工工件的示意图。
加工工件的示意图(1)基本结构机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件松紧油缸等组成。
机床底座上安放有床身,床身上一头安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两边各安装有一台铣销头,上方有立铣头,液压站在机床附近。
(2)加工过程三面铣组合机床的加工过程如图8-36所示。
操作者将要加工的零件放在工作台的夹具中,在其他准备工作就绪后,发出加工指令。
工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时起动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电机同时停止。
待电机完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。
操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述工作过程。
三面铣组合机床的加工过程上述部分为摘录液压系统原理图分析此系统可分为两个回路:一、夹紧回路(上图篮框所示);二、加工回路(上图红框所示)三面铣组合机床中液压动力滑台-原位夹紧回路高压油:油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV2工作,右位)→夹紧油缸右腔。
夹紧回路低压油:夹紧油缸左腔→两位四通换向阀(YV2工作,右位)→油箱加工回路高压油:回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
三面铣组合机床中液压动力滑台-夹紧夹紧回路高压油:油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV1工作,左位,BP2工作)→夹紧油缸左腔。
夹紧回路低压油:夹紧油缸右腔→两位四通换向阀(YV1工作,左位)→油箱加工回路高压油:回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
目录第一章课程设计的目的和内容概述 (1)1.1 课程设计的目的 (1)1.2 三面铣组合机床概述 (1)1.3 三面铣组合机床的控制要求 (3)1.4 课程设计的任务和要求 (3)第二章课程设计的具体内容42.1机械动力滑台的设计 (4)2.2 I/O分配表 (4)2.3单循环自动工作 (5)2.3.1 单循环自动工作功能表 (5)2.3.2 单循环工作梯形图62.3.3 左铣单循环工作梯形图 (10)2.3.4右1铣单循环工作梯形图132.3.5 右2铣单循环工作梯形图162.3.6 立铣的单循环工作梯形图202.4点动工作模式梯形图232.5 电气接线图242.6 主电路及照明电路252.7元器件清单26第三章科技文献分析273.1科技文献 (27)3.2分析30第四章体会与小结314.1 体会 (31)4.2 小结 (31)第一章 课程设计的目的和内容1.1 课程设计的目的1.进一步巩固本课程所学知识。
2.掌握一般生产机械PLC 控制系统的设计与调试方法。
3.掌握一般生产机械电气线路的施工设计。
4.培养查阅图书资料、工具书的能力。
5.培养项目绘图、书写技术报告的能力。
1.2 三面铣组合机床概述三面铣组合机床是用来对Z512W 型台式钻床主轴箱的Φ80、Φ90孔端面及定位面进行铣削加工的一种自动加工设备。
下图1为加工工件的示意图1、基本结构机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。
机床底座上安放有床身,床身上安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两边各安装有一台铣削头,上方有立铣头、液压站在机床附近。
2、加工过程三面铣组合机床的加工过程如图1.2所示。
图1.2三面铣组合机床的加工过程ⅰ操作者将要加工的零件放在工件台的夹具中,在其它准备工作就绪后,发出加工指令。
ⅱ工件夹紧后压力继电器动作,液压动力滑台开始快进,到位转工进,同时启动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电动机同时停止。

基于PLC的组合机床控制系统设计第1章三面铣组合机床概述三面铣组合机床是用来进行铣销加工的一种自动加工设备,其作用对象是Z512W型台式钻床主轴箱的Ф80、Ф90孔端面及定位面。
1.1 组合机床概述1.1.1 组合机床发展史二十世纪70年代以来,随着可转位刀具、密齿铣刀、镗孔尺寸自动检测和刀具自动补偿技术的快速发展,组合机床的加工精度也有很大的提高。
铣削平面的平面度可达0.05毫米/1000毫米,表面粗糙度可低达2.5~0.63微米;镗孔精度可达IT7~6级,孔距精度可达O.03~O.02微米[1]。
随着汽车工业的兴起,专用机床也逐渐发展起来。
在专用机床中某些部件因重复使用,逐步发展成为通用部件,因而产生了组合机床。
最早的组合机床是1911年在美国制成的,用于加工汽车零件。
初期,各机床制造厂都有各自的通用部件标准。
为了便于用户使用和维修,提高不同制造厂的通用部件的互换性,美国福特汽车公司和通用汽车公司与美国机床制造厂于1953年协商,严格规定各部件间的联系尺寸,确定了组合机床通用部件标准化的原则,即但对部件结构未作规定。
1.1.2 组合机床部件分类组合机床通用部件按功能可分为五类。
动力部件主要有动力箱、切削头和动力滑台,是为组合机床提供主运动和进给运动的部件。
支承部件有侧底座、中间底座、支架、可调支架、立柱和立柱底座等,是用以安装动力滑台、带有进给机构的切削头或夹具等的部件。
输送部件主要有分度回转工作台、环形分度回转工作台、分度鼓轮和往复移动工作台等,是用以输送工件或主轴箱至加工工位的部件。
控制部件有液压站、电气柜和操纵台等,是用以控制机床的自动工作循环的部件。
辅助部件主要就是有润滑装置、冷却装置和排屑装置等。
1.2 组合机床的特点组合机床是用按一定规则和标准设计的通用部件以及按被加工零件的形状和工艺要求设计的专用部件组成的专用机床。
组合机车是由专用机床和万能机床发展来的,它结构简单,又能够重新调整,适应新工件的加工。

目录第一章设计方案的确定 ················································································ - 1 -1.1 三面铣组合机床的简介 ······································································· - 1 -1.1.1 三面铣组合机床概述 ········································································ - 1 -1.1.2 三面铣组合机床的基本组成······························································ - 1 -1.1.3 三面铣组合机床机床身结构示意图···················································· - 1 -1.1.4 三面铣组合机床液压系统原理示意图 ················································ - 2 -1.1.5 三面铣组合机床的工作过程······························································ - 3 -1.2 三面铣组合机床的控制要求 ···········································错误!未定义书签。

基于PLC的三面铣组合机床电气控制系统设计
黄小丹
【期刊名称】《科技信息》
【年(卷),期】2013(000)019
【摘要】随着机电一体化技术的迅速发展,可编程序控制器(PLC)日益广泛应用于机械加工设备等的电气控制系统中,它以其高可靠性和操作的简便性等优点,已经形成了一种趋势.应用PLC对现有的机械加工设备的电气控制系统进行改造,可以把机械加工设备的功能、效率、柔性提高到一个新的水平,大大地改善产品的加工质量,降低设备故障率,提高生产效率,其经济效益十分可观.本文所设计的三面铣组合机床,从继电器、接触器控制系统将其移植到可编程控制控制系统上来.
【总页数】2页(P377-378)
【作者】黄小丹
【作者单位】广东省南方高级技工学校,广东韶关512000
【正文语种】中文
【相关文献】
1.基于PLC的三面铣组合机床电气控制系统设计
2.基于PLC三面铣组合机床电气控制系统的设计研究
3.基于PLC的三面铣组合机床控制系统研究
4.基于PLC的三面铣组合机床电气控制系统设计
5.试论基于PLC的液压传动组合机床电气控制系统设计方法
因版权原因,仅展示原文概要,查看原文内容请购买。
三面组合机床实训摘要
基本结构机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。
机床底座上安放有床身,床身上安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两安装有一台铣削头,上方有立铣头、液压站在机床附近。
液压系统三面铣组合机床中工件松紧是由液压系统实现的。
通过这次试验,我复习巩固了PLC软件的控制使用,对机械手操作面板的构造及连线了解加深,对三面铣组合机床的慨况有了更确切的理解,实际感受到PLC在机电控制中起到了重要的作用。
复习巩固了机电传动控制的各方面内容,对PLC设计的流程有了一定的了解。
对PLC的应用有了进一步的认识,把PLC与实际生活的事物可以联系起来。
本次设计内容需要在图书馆内查阅有关的知识,来丰富及完善自己的设计,并提高了书写报告的能力。
《PLC应用技术》课程设计题目:PLC三面铣组合机床专业:电子信息工程班级:电子1201学号:(第 4组)姓名:郭宝娟、江尧许志明、沈桢指导老师:李天健2015年6月18-25日目录1课程设计 .................................... 错误!未定义书签。
1.1课程设计目的............................ 错误!未定义书签。
1.2三面铣床概述 (1)1.3控制要求 (3)1.4课程设计任务及要求 (3)1.5设计思路 (3)2软硬件电路设计 (4)2.1 主电路 (4)2.2 单循环自动工作与手动工作 (5)3 项目总结 (11)3.1 如何解决PLC中的干扰问题 (11)3.2 台达PLC的特点 (12)3.3 小结 (12)3.4 心得体会 (13)附录 (14)1.课程设计1.1 课程设计的目的1.进一步巩固本课程所学知识。
2.掌握一般生产机械PLC 控制系统的设计与调试方法。
3.掌握一般生产机械电气线路的施工设计。
4.培养查阅图书资料、工具书的能力。
5.培养工程绘图、书写技术报告的能力。
1.2 三面铣组合机床概述三面铣组合机床是用来对Z512W 型台式钻床主轴箱的Φ80、Φ90孔端面及定位面进行铣削加工的一种自动加工设备。
下图1为加工工件的示意图1、基本结构 机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。
机床底座上安放有床身,床身上安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两边各安装有一台铣削头,上方有立铣头、液压站在机床附近。
2、加工过程三面铣组合机床的加工过程如图1.2所示。
ⅰ操作者将要加工的零件放在工件台的夹具中,在其它准备工作就绪后,发出加工指令。
ⅱ工件夹紧后压力继电器动作,液压动力滑台开始快进,到位转工进,同时启动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电动机同时停止。
目录引言 (1)正文 (2)一、三面铣组合机床的特点及组成 (2)1.三面铣组合机床概述 (2)2. 组合机床的特点 (2)3. 组合机床的组成 (3)二、三面铣组合机床的液压系统原理分析 (4)1. 三面铣组合机床的结构及其传动情况 (4)2. 三面铣组合机床的控制要求 (4)3. 液压系统原理 (4)4. 三面铣组合机床液压运动顺序 (5)5. 铣床的电器参数及控制要求 (6)三、三面铣组合机床PLC原理分析 (6)1.可编程式控制器概述 (6)2.可编程式控制器的工作原理 (10)3.可编程式控制制器的特点及应用领域 (10)四、PLC的选择与应用 (12)2.单循环自动工作 (13)3.左铣单循环工作 (15)4.右铣单循环工作 (16)5.公用程序 (17)结论 (20)参考文献 (21)致谢 (22)附录 (23)青岛滨海学院毕业设计引言近年来我国机械制造行业高速发展,尤其以应用组合机床加工大批量零件,快捷高效,生产效率高是机械加工的发展方向.本次设计任务是制定三面铣组合机床用来对Z512W型台式钻床主轴箱端面及定位面进行铣销加工的一种自动加工设备. PLC在三面铣组合机床设计过程中,介绍了其设计方法,特别是对三面铣加工进行了探讨;在液压控制系统设计过程中,以三面铣组合机床为对象,依据液压系统设计的基本原理,拟出合理的液压系统图。
通过系统主要参数的计算确定了液压元件的规格;PLC在三面铣组合机床传动控制中的应用设计过程中,结合具体实例和设计经验, 说明PLC在三面铣组合机床中的应用的设计.三面铣组合机床控制系统组成分析正文一、三面铣组合机床的特点及组成1.三面铣组合机床概述三面铣组合机床是用来对Z512W型台式钻床主轴箱的Φ80、Φ90孔端面及定位面进行铣削加工的一种自动加工设备。
下图为加工工件的示意图。
图1.1 加工示意图⑴基本结构机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。
一、课程设计的目的
1、步巩固本课程所学知识。
2、一般生产机械PLC控制系统的设计与调试方法。
3、一般生产机械电气线路的施工设计。
4、养查阅图书资料、工具书的能力。
5、养工程绘图、书写技术报告的能力。
二、课程设计内容概述
1、三面铣组合机床概述
三面铣组合机床是用来对Z512W型台式钻床主轴箱的Φ80、Φ90孔端面及定位面进行铣削加工的一种自动加工设备。
下图1为加工工件的示意图。
(1)基本结构
三面铣组合机床主要由床座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。
机床底座上安放有床身,床身上安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两安装有一台铣削头,上方有立铣头。
(2)液压系统
三面铣组合机床中工件松紧是由液压系统实现的。
下图2为液压系统的原理图。
图2液压系统原理图
(3)机械动力滑台
机械动力滑台由滑台、滑座和双电机(快速及进给电机)传动装置三部分组成。
快速进给电动机用来拖动滑台快进和快退运动,工进电动机拖动滑台工作进给运动,在工进时,只允许工进电机单独工作,快速进给电机由控制器制动。
滑台的自动工作循环是靠传动装置将动力传递给丝杆来实现的。
(4)工件的加工过程
三面铣组合机床的加工过程
①操作者将要加工的零件放在工件台的夹具中,在其它准备工作就绪后,发出加工指令。
②工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时启动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电动机同时停止。
③待加工完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。
④操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述加工过程。
(5)主要电器参数
电机、滑台、电磁阀参数如下:
①左、右2铣削头电动机:J02-41-4,4.0KW,1440r/min,380V,8.4A;
②立、右1铣削头电动机:J02-32-4,3.0kW,1430r/min,380V,6.5A;
③液压泵电动机:J02-22-4,1.5KW,1410r/min,380V,3.49A;
④机械动力滑台的电机:J02-22-4,1.5KW,1410r/min,380V,3.49A;
⑤电磁阀:二位四通阀Z24 DW-25,直流24V,0.6A,14.4W。
2、三面铣组合机床的控制要求
①有单循环自动工作、单铣头自动循环工作、点动三种工作方式。
②单循环自动工作过程如图3所示,油泵电机在自动工作一个循环后不停机。
③单铣头自动循环工作包括:左铣头单循环工作,右1铣头单循环工作,右2铣头单循环工作,立铣头单循环工作。
单铣头自动循环工作时,要考虑各铣头的
加工区间。
④点动工作包括:四台主轴电动机均能点动对刀、滑台快速点动调整、松紧液压缸的调整。
⑤五台电动机均能单向旋转。
⑥要求有电源、液压泵工作、工件夹紧、加工等信号指示。
⑦要求有照明电路和必要的连锁环节与保护环节。
三、课程设计的任务和要求
(1)确定输入/输出设备,选择PLC;分析确定系统方案,设计合理PLC控制系统;
(2)绘制PLC外部接线图;
(3)根据三面铣组合机床的控制要求,画出系统的功能表图;
(4)编制PLC梯形图程序并调试;
(5)正确计算选择电器元件,列出电器元件一览表;
(6)绘制电气接线图,接线并调试;
(7)整理技术资料,编写使用说明书。
四、课程设计的具体内容
(一)硬件设计
1、I/O分配表
2、PLC外部接线图
3、电器元件一览表
(1)主电路及照明电路QS
液压泵电机左铣头
电动机
立铣头
电动机
右1铣头
电动机
右2铣头
电动机
工进电机快速电机
EL
电源指
示灯
照明
(二)程序设计
1、单循环自动工作
(1)单循环功能表图
(2)单循环工作梯形图
ⅰ左铣单循环功能表ⅱ左铣单循环梯形图
(1)右一铣头功能表图
(2)右一铣头工作梯形图
4、立铣头循环工作(1)立铣头功能表图
(2)立铣头工作梯形图
5、右二铣单循环工作ⅰ右二单循环功能表ⅱ右二单循环梯形图
6、点动工作流程图(1)点动功能表
(2)点动梯形图4、公用程序
(2)回原位程序
(3)手动程序
(4)PLC梯形图总体结构图
(5)控制面板
使用说明书:
三面组合机床电控系统介绍:具有自动、手动、单循环启动、左铣头单循环、右1铣头单循环、立铣头单循环、和右2铣头单循环7种工作方式,用转换开关进行控制。
手动方式时,用各操作按钮来点动执行相应的动作,单循环时,每按一次启动按钮,向前执行一个循环动作,自动时首先机床回原位,再按下启动按钮就会执行一个周期,换回原位工作方式时,按下“回原位”按钮工件自动回到原位状态。
(三)调试过程及模拟调试电路
1、实际点与代替点关系图
2、调试总结
在实验室调试时,我调试的是左铣单循环程序。
我先听老师讲解了调试的过程以及调试要达到的效果,然后我回到寝室将程序编好,写在草稿纸上。
星期三上午,我来到实验室,将线路按我事先画好的外部接线图接好,老师检查后就开始实验。
第一次试验没有成功,可能是机器的原因M8002不能触发初始脉冲,检查重新启动plc之后,进行第二次试验,这次试验相当成功,达到了老师想要的效果,课程设计调试这一步骤圆满结束。
通过这次试验,我懂得了做实验之前一定要把准备工作做好,只有这样,我们才能提高做实验的效率和准确度。
五、课程设计的心得体会
课程设计是培养学生综合运用所学知识,发现,提出,分析和解决实际问题,锻炼实践能力的重要环节,是对学生实际工作能力的具体训练和考察过程.随着科学技术发展的日新日异,数控铣床已经成为当今机械加工行业中不可或缺的,占有重要地位的机床。
因此作为二十一世纪机械专业的大学生来说掌握数控铣床的构造及原理是十分重要的。
回顾起此次课程设计,至今我仍感慨颇多,的确,从不知如何下手到最终的定稿,从程序的编写到实际的调试,在整整两星期的日子里,可以说得是苦多于甜,但
是可以学到很多很多的的东西,同时不仅可以巩固了以前所学过的知识,而且学到了很多在书本上所没有学到过的知识。
通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正为社会服务,从而提高自己的实际动手能力和独立思考的能力。
在设计的过程中遇到问题,可以说得是困难重重,这毕竟第一次做的,难免会遇到过各种各样的问题,同时在设计的过程中发现了自己的不足之处,对以前所学过的知识理解得不够深刻,掌握得不够牢固,比如说热继电器的原理不是很懂,plc的选型,辅助继电器的应用……通过这次课程设计之后,一定把以前所学过的知识重新温故,培养了一定的自学能力和独立分析问题、解决问题的能力。
包括学会自己分析解决问题的方法,对设计中遇到的问题,能通过独立思考、查阅工具书、参考文献,寻找解决方案。
复习巩固了机电传动控制的各方面内容,对PLC设计的流程有了一定的了解。
对PLC的应用有了进一步的认识,把PLC与实际生活的事物可以联系起来。
这次课程设计终于顺利完成了,在设计中遇到了很多编程问题,最后在梁强老师的辛勤指导下,终于游逆而解。
同时,在曾老师的身上我学得到很多实用的知识,在次我表示感谢!同时,对给过我帮助的所有同学和各位指导老师再次表示忠心的感谢!
六、参考资料
《可编程序控制器原理与应用》程宪平主编化学工业出版社
《机电传动与控制》程宪平主编华中科技大学出版社。