硫酸浓度与比重对照
- 格式:doc
- 大小:220.50 KB
- 文档页数:7
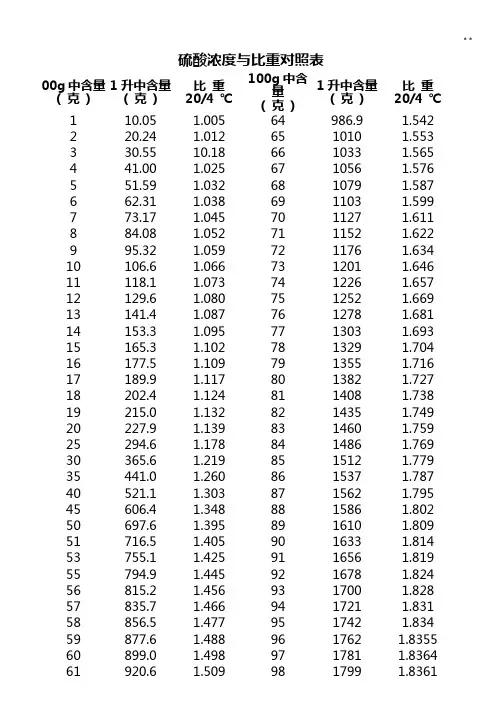
硫酸浓度与比重对照表100g 中含量 1 升中含量 ( 克 ) ( 克 ) 1 10.05 2 20.24 3 30.55 4 41.00 5 51.59 6 62.31 7 73.17 8 84.08 9 95.32 10 106.6 11 118.1 12 129.6 13 141.4 14 153.3 15 165.3 16 177.5 17 189.9 18 202.4 19 215.0 20 227.9 25 294.6 30 365.6 35 441.0 40 521.1 45 606.4 50 697.6 51 716.5 53 755.1 55 794.9 56 815.2 57 835.7 58 856.5 59 877.6 60 899.0 61 920.6 62 942.4 63 964.5 比 重 20/4 ℃ 1.005 1.012 10.18 1.025 1.032 1.038 1.045 1.052 1.059 1.066 1.073 1.080 1.087 1.095 1.102 1.109 1.117 1.124 1.132 1.139 1.178 1.219 1.260 1.303 1.348 1.395 1.405 1.425 1.445 1.456 1.466 1.477 1.488 1.498 1.509 1.520 1.531 100g 中含量 1 升中含量 ( 克 ) ( 克 ) 64 986.9 65 1010 66 1033 67 1056 68 1079 69 1103 70 1127 71 1152 72 1176 73 1201 74 1226 75 1252 76 1278 77 1303 78 1329 79 1355 80 1382 81 1408 82 1435 83 1460 84 1486 85 1512 86 1537 87 1562 88 1586 89 1610 90 1633 91 1656 92 1678 93 1700 94 1721 95 1742 96 1762 97 1781 98 1799 99 1816 100 1831 比 重 20/4 ℃ 1.542 1.553 1.565 1.576 1.587 1.599 1.611 1.622 1.634 1.646 1.657 1.669 1.681 1.693 1.704 1.716 1.727 1.738 1.749 1.759 1.769 1.779 1.787 1.795 1.802 1.809 1.814 1.819 1.824 1.828 1.831 1.834 1.8355 1.8364 1.8361 1.8342 1.8305硝酸的百分比浓度、当量浓度 及比重对照表百分比 浓度% 1.00 2.00 3.10 4.00 5.00 6.11 7.00 8.00 9.00 10.00 11.83 12.00 13.00 14.00 15.00 16.00 17.22 18.00 19.00 20.00 21.00 22.31 23.00 24.00 25.00 26.00 当量浓 度N 0.16 0.32 0.50 0.65 0.81 1.00 1.15 1.32 1.50 1.67 2.00 2.03 2.21 2.40 2.58 2.77 3.00 3.15 3.34 3.54 3.74 4.00 4.14 4.34 4.55 4.76 比重 D4-20 1.0036 1.0091 1.0152 1.0201 1.0256 1.0318 1.0369 1.0427 1.0485 1.0543 1.0651 1.0661 1.0721 1.0781 1.0842 1.0903 1.0978 1.1026 1.1088 1.1150 1.1213 1.1296 1.1340 1.1404 1.1469 1.1534 百分比 浓度% 27.14 28.00 29.00 30.00 31.73 32.00 33.00 34.00 35.00 36.12 37.00 38.00 39.00 40.37 41.00 42.00 43.00 44.48 45.00 46.00 47.00 48.46 49.00 50.00 51.00 52.35 当量浓 度N 5.00 5.18 5.40 5.62 6.00 6.06 6.29 6.51 6.74 7.00 7.20 7.44 7.67 8.00 8.15 8.30 8.64 9.00 9.13 9.38 9.63 10.00 10.14 10.39 10.65 11.00 比重 D4-20 1.1609 1.1666 1.1733 1.1800 1.1916 1.1934 1.2002 1.2071 1.2205 1.2213 1.2270 1.2335 1.2399 1.2487 1.2527 1.2591 1.2655 1.2750 1.2783 1.2847 1.2911 1.3005 1.3040 1.3100 1.3160 1.3240 百分比 浓度% 53.00 54.00 55.00 56.18 57.00 58.00 59.00 59.95 61.00 62.00 63.69 64.00 65.00 66.00 67.41 68.00 69.00 70.00 71.10 72.00 73.00 74.00 74.77 75.00 76.00 当量浓 度N 11.13 11.47 11.69 12.00 12.22 12.48 12.75 13.00 13.28 13.55 14.00 14.08 14.35 14.62 15.00 15.16 15.43 15.70 16.00 16.25 16.52 16.79 17.00 17.06 17.34 比重 D4-20 1.3278 1.3336 1.3393 1.3459 1.3505 1.3560 1.3614 1.3664 1.3719 1.3769 1.3851 1.3866 1.3913 1.3959 1.4022 1.4048 1.4091 1.4134 1.4180 1.4218 1.4258 1.4298 1.4328 1.4337 1.4375盐酸浓度与比重对照表HCL 含量( 克 ) 100g 中含 1 升中含量 量 比重 20/4℃ 100g 中含量 1 升中含量 20/4℃ HCL 含量( 克 ) 比 重1 2 4 6 8 10 12 14 16 18 2010.03 20.16 40.72 61.67 83.01 104.7 126.9 149.5 172.4 195.8 219.61.003 1.008 1.018 1. 028 1.038 1.047 1.057 1.068 1.078 1.088 1.09822 24 26 28 30 32 34 36 38 40243.8 268.5 293.5 319.0 344.8 371.0 397.5 424.4 451.6 479.21.108 1.119 1.129 1.139 1.149 1.159 1.169 1.179 1.189 1.198磷酸浓度与比重对照表H PO 含量( 克 )3比重H PO 含量( 克 )3比重100g 中含量 1 升中含量 20/4 ℃ 100g 中含量 1 升中含量 20/4 ℃ 1 3 5 8 10 15 20 25 30 35 10.04 30.49 51.37 83.36 105.3 162.4 222.7 286.6 354.2 425.6 1.004 1.014 1.025 1.042 1.053 1.082 1.113 1.146 1.180 1.216 55 60 65 70 75 80 85 90 96 98 758.5 855.6 958.8 1068 1184 1306 1436 1571 1746 1807 1.379 1.426 1.475 1.526 1.579 1.633 1.689 1.746 1.819 1.84440 45 50501.6 581.9 667.51.254 1.293 1.33510018701.870氯化钠溶液浓度与比重对照表比 重 % 10℃时 1 2 4 6 8 10 12 1.00707 1.01442 1.02920 1.04408 1.05907 1.07419 1.08946 20℃时 1.00534 1.01246 1.02680 1.04127 1.05589 1.07068 1.08566 14 16 18 20 22 24 26 % 10℃时 1.10491 1.12056 1.13643 1.15254 1.16891 1.18557 1.20254 20℃时 1.10085 1.11621 1.13190 1.14779 1.16395 1.18040 1.19717 比 重脱脂、除锈、磷化工艺中出现的问题、 脱脂、除锈、磷化工艺中出现的问题、原因及解决办法一、脱脂部分问 题 原 1、脱脂液浓度低 2、脱脂时间短 脂脂不彻底 3、脱脂液温度太低 4、局部油脂太厚 5、脱除的油脂浮在脱脂液表面部分 太厚 喷淋式处理 泡沫溢出药 液槽 喷淋处理过 程中喷嘴堵 塞 1、消泡剂加入量太少 2、消泡剂失效 1、脱脂剂没有彻底溶解 2、脱脂剂或脱脂槽内有杂物 因 解 决 方 法1、增加脱脂剂的含量 2、延长脱脂处理时间 3、将脱脂液升温 4、利用擦拭等方法进行预处理 5、将脱脂液中较厚的油层撇出 1、补加消泡剂 2、更换消泡剂 1、将脱脂剂彻底溶解后再启动高压 泵 2、消除杂物二、除锈部分问 题 原 1、除锈时间短 2、除锈液浓度低 除锈不彻底 3、高温形成的氧化皮太厚,太致密 4、工件表面有油脂层 5、除锈液中铁离子含量过高,除锈 液失效 除锈液酸雾 太大或工件 经除锈液处 理后有氢脆 或过腐蚀现 象产生 1、酸的浓度太高 2、除锈液中添加剂加入量不足 3、处理时间过长 因 解 决 方 法1、延长除锈时间 2、增加酸的含量,并按比例加入添 加剂 3、延和长酸洗时间,增加酸的浓度 或采用其他机械方法辅助除锈 4、除锈前进行脱脂处理 5、更换除锈液 1、加水稀释调整酸的浓度,使其保 持在技术要求的浓度范围内 2、按酸液的不同,按比例加入添加 剂 3、缩短处理时间三、磷化部分问 题 原 1、游离酸含量高; 磷化膜结晶 粗糙多孔 2、硝酸根不足; 3、表面有残酸; 4、工件表面过腐蚀; 5、亚铁离子含量过高。