2007炼油厂制氢工艺的方案优化(同2001内容类似)
- 格式:pdf
- 大小:231.04 KB
- 文档页数:4
催化裂化干气作为制氢原料 ,由于烯烃和硫 含量均高 ,必须进行预处理 (脱硫 、烯烃饱和等) , 以满足水蒸气转化对原料的要求[5] 。催化裂化干 气的所含硫化物与焦化干气基本项目 ,故采用焦 化干气脱硫催化剂 ,可将总硫量降至 0. 5ppm 以 下 。由于催化裂化干气中氮气含量很高 ,一般在 10 %左右 ,因而只能作为 PSA 净化法制氢或合成 氨装置的原料 。同时由于催化裂化干气中烯烃含 量在 15 %以上 ,若直接进行加氢 ,其反应过程温 升很大 ,通常的绝热床反应器很难满足要求 。因 此要使整个反应顺利进行 ,就必须控制加氢反应 器入口原料的烯烃含量 ,或者采用取热措施来控 制加氢过程的反应温升 。为解决上述问题 ,可以 采用以下工艺 :
2 炼油厂干气制氢工艺讨论
2. 1 炼厂气氢气回收工艺 炼油厂干气中的氢气回收工艺主要有变压吸
Ξ 收稿日期 : 2007205214 修订日期 : 2007205223 作者简介 : 王 峰 (1978 - ) ,男 ,助理工程师 ,2004 年毕业于辽宁石油化工大学石油化工系 ,硕士学位 。电话 :010 - 80344510 , E mail : wangfeng @bypc. com. cn 。
催化裂化干气中含有较多的烯烃和杂质 ,其 氢气含量有高有低 ,若氢含量达到 35 %以上 ,可 考虑用 PSA 工艺直接回收氢气 ,但氢含量如果较 低 (30 %以下) ,尤其当催化裂化采用超稳裂化催 化剂及抗镍的钝化剂时 ,干气的氢含量会进一步 降低 ,直接用 PSA 工艺回收氢气不经济 。催化裂 化干气提浓氢气可分为以下几步 :第一 ,将催化裂 化干气中的不小于 C3 组分除掉 ,既得到了 LPG 又
经过近几年的发展 ,焦化干气烯烃饱和催化 剂已逐渐成熟 。西北化工研究院近年开发的 J T4 和 J T1 G 烯烃饱和催化剂 ,使用温度 200~420 ℃, 成功解决了焦化干气中烯烃体积分数 < 65 %时 用作制氢原料的问题 ,已在许多炼油厂焦化干气 及催化干气制氢装置上应用 ,取得了良好经济效 益。
6. 29 —
0. 57 — — — — —
加氢 高分气
87. 05 11. 30 1. 19 0. 22
— — — — — — — — —
0. 24
重整 干气
26. 14 6. 9312 —
3. 54 — — — — —
焦化 干气
22. 73 34. 66 15. 40 2. 28 8. 50 4. 28 3. 75 2. 67 1. 36 1. 14 0. 35 0. 86
的解决高烯烃含量原料作制氢原料的方法 。该工 艺由一台列管式加氢反应器和一台氧化锌脱硫反 应器组成 ,取消了等温绝热加氢工艺中的绝热反 应器 。该反应器的壳程取热介质可以采用加氢精 制装置的柴油 。该工艺具有流程简单 、投资少 、操 作可靠等特点 ,已在杭州炼油厂得到应用 ,缺点是 受外部系统影响很大 ,操作不灵活 ,能耗较高 。 2. 5 催化裂化干气的制氢工艺
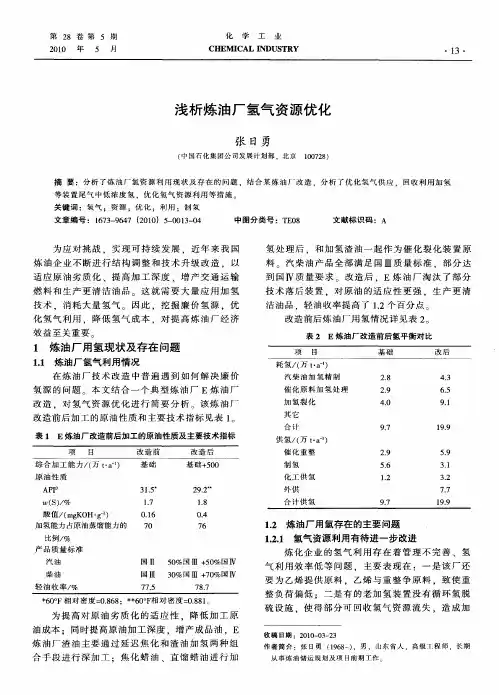
随着国 内 加 工 含 硫 原 油 的 数 量 增 加 及 环 保 法规的日益严格 ,催化裂化等二次加工装置对原 料硫含量的限制更加苛刻 ,直接影响装置处理能 力的扩大 ,因此必须对二次加工原料和产品进行 加氢精制以满足需求 。此外随着原油性质劣化 、 进口原油数量增多及对绿色环保产品的需求增 加 ,国内炼油厂新建 、扩建了不少加氢装置 。炼油 厂氢气耗量的不断增加 ,重整装置副产的氢气量 已不能满足需求 ,因此采用新的制氢技术 ,寻找新 的生产氢气的原料并保持合理的经济性就成为现 代化炼油厂所要考虑的问题之一 。传统的制氢工 艺方法主要有水电解法 、烃类水蒸汽转化法 、煤气 化法 、烃类部分氧化法和甲醇制氢法等[1] 。其中 烃类蒸汽转化法制氢技术具有独到的优越性 ,被 作为炼油行业大规模制氢的首选方法广泛采用 。
第 36 卷第 6 期 2007 年 12 月
当 代 化 工 Contemporary Chemical Industry
Vol. 36 ,No. 6 December ,2007
炼油厂制氢工艺的方案优化Ξ
王 峰
(中国石化北京燕山分公司炼油厂 , 北京 102503)
摘 要 : 随着原油劣质化 、进口原油数量增多及对绿色环保产品的需求增加 ,国内炼油厂新 建 、扩建了不少加氢装置 。随着炼油厂氢气耗量的不断增加 ,重整装置副产的氢气量已不能满足需 求 ,因此选用合理原料 ,采用适应的制氢技术已成为炼油厂产品优化 、提供经济效益的关键问题 。 主要对制氢原料的选择以及制氢工艺进行了探讨 。 关 键 词 : 制氢技术 ; 原料选择 ; 催化裂化 ;优化 中图分类号 : TE 624 文献标识码 : A 文章编号 : 1671 - 0460 (2007) 06 - 0561 - 04
2007 年 12 月 王 峰 ,等 : 炼油厂制氢工艺的方案优化 56 3
2. 4. 2 烯烃饱和工艺 (1) 绝热床加氢 —脱硫工艺 烯烃绝热加氢工艺采用固定床反应器串脱硫
反应器流程 ,主要用于处理低烯烃制氢原料 。该 工艺在应用初期 ,由于催化剂低温活性和烯烃加 氢活性低 、可操作温度范围小 (340~390 ℃) ,一 般要求原料中烯烃体积分数不超过 2 %。随着西 北化工研究院开发出 J T1G 和 J T4 焦化干气 、催化 干气加氢精制催化剂 ,反应起始温度降低到小于 200 ℃,使用温域拓宽至 200~420 ℃,可以处理烯 烃体积分数小于 65 %的焦化干气 。工业应用中 既可以单独处理焦化干气 ,又可处理不含烯烃的 原料如天然气 、加氢干气以及重整干气等与高烯 烃含量的焦化干气或催化干气的混合气 。
提浓了氢气 ;第二 ,将催化裂化干气先与苯反应得 到乙苯 ,将其中的乙烯反应掉 ,在充分利用乙烯的 同时 ,又将剩余干气中的氢气进一步提浓 ;第三 , 在经过上述两步后 ,氢气浓度若能够达到 PSA 工 艺经济回收氢气的要求 ,此时可采用 PSA 工艺回 收氢气 ,分离出纯度较高的氢气 。 2. 2 加氢干气制氢工艺
1 炼油厂可用制氢原料分析
一般对有加氢装置的炼油厂而言 ,所需氢气 的 30 %是由重整装置副产氢气提供 ,另外 70 % 的氢气是通过各种制氢工艺获得的 。各种制氢方 法中原料消耗占氢气成本的比例约为 40 %~80
% ,因此无论采用何种工艺 ,原料价格对氢气生产 成本影响极大 ,从而影响加氢装置的经济效益。 根据我国炼油厂的加工流程和装置构成 ,可用作 制氢原料的有天然气 、炼油厂干气以及轻质石脑 油等馏分 。
(2) 绝热循环加氢 - 脱硫工艺 绝热循环加氢工艺是将加氢反应器出口的不 含烯烃的反应产物经冷却和压缩后返回到反应器 入口 ,以调节原料中烯烃体积分数到小于 65 %。 该工艺的特点是可以使用高烯烃含量的气体 。我 国只有安庆石化公司化肥厂采用此工艺 ,用催化 干气代替轻油作为合成氨原料 。从理论上讲 ,该 工艺可以使用高烯烃含量的气体作原料 ,且对烯 烃含量没有限制 。但随着烯烃含量的提高 ,循环 气体量加大 ,原料预热炉的热负荷提高 ,投资提 高 ,能耗增加 ,操作费用也会增高 。 (3) 等温 —绝热加氢 —脱硫工艺 等温绝热加氢工艺是齐鲁石化公司第一化肥 厂与西北化工研究院和齐鲁化工设计院在绝热加 氢工艺基础上共同开发的一种不受原料中烯烃含 量限制的全新烯烃加氢工艺 。它采用的等温列管 式反应器直接取走加氢过程产生的热量的方案 , 管程反应温度一般为 240~270 ℃。从等温列管 式反应器出来的气体温度较低 ,受烯烃加氢反应 平衡的限制 ,出口气体中烯烃体积分数达 1 %~2 % ,同时 ,原料中有机硫尚未完全转化为无机硫 。 因此设置一台绝热反应器 ,完成烯烃加氢和有机 硫的转化反应 。该工艺具有对原料适应性强 、操 作弹性大等优点 ,可以处理烯烃体积分数达 20 % 的炼厂气 ,目前已在齐鲁石化公司第一化肥厂 、武 汉石化总厂和清江石化总厂应用 。 (4) 变温加氢 —脱硫工艺 变温加氢工艺是继等温加氢工艺后又一有效
天然气的主要成分是甲烷 ,杂质含量少 ,是制 氢的好原料 ,但受地域的限制严重 ;液化气和石脑 油等馏分的主要成分是 C3 ~C12 烃类 ,可用作民用 燃料 、化工原料等 ,作为制氢原料受价格影响较 大 ,制氢成本偏高 。炼油厂干气主要包括重整干 气 (催化重整副产液化石油气分离出重整氢气后 的气体) 、加氢 (加氢精制 、加氢裂化) 干气 、催化裂 化干气 、焦化干气等气体 ,其组成以低分子烃类为 主 (见表 1) 。目前炼油厂干气一部分作为燃料 , 其余部分放火炬 ,造成了资源浪费 , 因此利用廉 价的炼厂干气制氢已成为炼油厂降低生产成本 , 满足氢气需求的重要手段[2 - 3] 。
— 2. 02
变压吸附 ( PSA) 回收工艺是由美国联合碳化 物公司开发成功的纯化氢气工艺 ,不仅用在制氢 装置中 ,也可对炼油和石油化工各种富氢气源 ,进 行提浓回收氢气 ,氢气纯度可达 99 %~99. 999 %。PSA 工艺最大的优点是操作简单 、能耗低 、无 污染 ,可一步除去所有杂质而获得高纯度氢 ,其回 收率可达到 86 %以上 。膜分离法即膜渗透法回 收氢气工艺 ,是美国 70 年代发展起来的新技术 , 适用于原料气压力较高的场合 ,如加氢裂化的尾 气等 。氢气纯度可达到 90 % ,氢回收率为 92 % , 操作方便 ,装置占地面积小 ,但维修比较困难 。比 较这两种回收氢气的方法 , PSA 提浓的氢气纯度 比膜分离法高 ,对下游高压加氢装置降低能耗和 成本及减少投资十分有利 ,而且 PSA 回收设备要 比膜分离法的投资低 ,操作费用也低 15 %左右 。 目前我国第一套干气提浓装置在燕化炼油厂已成 功地投入使用 。
含有较高含量的氢和低分子烃类 ,且重整为 临氢过程 ,所产干气杂质含量极低 ,可直接作为制 氢原料 。 2. 4 焦化干气的制氢工艺
焦化干气中富含 C1 ~C4 等烃类组分 ,而且价 格相对于天然气 、石脑油较低 ,作为制氢原料可以 降低制氢成本 。由于焦化干气中 10 %左右的烯 烃 ,在蒸汽转化制氢的转化催化剂上容易高温裂 解积炭 ,而无法用作制氢原料 。由于烯烃的存在 , 气体中有机硫形态更加复杂 ,其中有机硫尤其噻 吩 ,无法用常规氧化锌脱硫法将其脱除 。原料需 要经过烯烃加氢饱和后使烯烃体积分数降至 1 % 以下 ,有机硫经加氢转化成无机硫后通过氧化锌 将其脱除 ,才能满足转化催化剂对原料的要求 ;在 加氢精制过程中加氢催化剂的性能非常关键 ,应 该具有良好的烯烃饱和能力和有机硫转化能力及 较好的低温反应活性[4] 。 2. 4. 1 烯烃饱和催化剂的开发
2 炼油厂干气制氢工艺讨论
2. 1 炼厂气氢气回收工艺 炼油厂干气中的氢气回收工艺主要有变压吸
Ξ 收稿日期 : 2007205214 修订日期 : 2007205223 作者简介 : 王 峰 (1978 - ) ,男 ,助理工程师 ,2004 年毕业于辽宁石油化工大学石油化工系 ,硕士学位 。电话 :010 - 80344510 , E mail : wangfeng @bypc. com. cn 。
催化裂化干气中含有较多的烯烃和杂质 ,其 氢气含量有高有低 ,若氢含量达到 35 %以上 ,可 考虑用 PSA 工艺直接回收氢气 ,但氢含量如果较 低 (30 %以下) ,尤其当催化裂化采用超稳裂化催 化剂及抗镍的钝化剂时 ,干气的氢含量会进一步 降低 ,直接用 PSA 工艺回收氢气不经济 。催化裂 化干气提浓氢气可分为以下几步 :第一 ,将催化裂 化干气中的不小于 C3 组分除掉 ,既得到了 LPG 又
经过近几年的发展 ,焦化干气烯烃饱和催化 剂已逐渐成熟 。西北化工研究院近年开发的 J T4 和 J T1 G 烯烃饱和催化剂 ,使用温度 200~420 ℃, 成功解决了焦化干气中烯烃体积分数 < 65 %时 用作制氢原料的问题 ,已在许多炼油厂焦化干气 及催化干气制氢装置上应用 ,取得了良好经济效 益。
6. 29 —
0. 57 — — — — —
加氢 高分气
87. 05 11. 30 1. 19 0. 22
— — — — — — — — —
0. 24
重整 干气
26. 14 6. 9312 —
3. 54 — — — — —
焦化 干气
22. 73 34. 66 15. 40 2. 28 8. 50 4. 28 3. 75 2. 67 1. 36 1. 14 0. 35 0. 86
的解决高烯烃含量原料作制氢原料的方法 。该工 艺由一台列管式加氢反应器和一台氧化锌脱硫反 应器组成 ,取消了等温绝热加氢工艺中的绝热反 应器 。该反应器的壳程取热介质可以采用加氢精 制装置的柴油 。该工艺具有流程简单 、投资少 、操 作可靠等特点 ,已在杭州炼油厂得到应用 ,缺点是 受外部系统影响很大 ,操作不灵活 ,能耗较高 。 2. 5 催化裂化干气的制氢工艺
随着国 内 加 工 含 硫 原 油 的 数 量 增 加 及 环 保 法规的日益严格 ,催化裂化等二次加工装置对原 料硫含量的限制更加苛刻 ,直接影响装置处理能 力的扩大 ,因此必须对二次加工原料和产品进行 加氢精制以满足需求 。此外随着原油性质劣化 、 进口原油数量增多及对绿色环保产品的需求增 加 ,国内炼油厂新建 、扩建了不少加氢装置 。炼油 厂氢气耗量的不断增加 ,重整装置副产的氢气量 已不能满足需求 ,因此采用新的制氢技术 ,寻找新 的生产氢气的原料并保持合理的经济性就成为现 代化炼油厂所要考虑的问题之一 。传统的制氢工 艺方法主要有水电解法 、烃类水蒸汽转化法 、煤气 化法 、烃类部分氧化法和甲醇制氢法等[1] 。其中 烃类蒸汽转化法制氢技术具有独到的优越性 ,被 作为炼油行业大规模制氢的首选方法广泛采用 。
第 36 卷第 6 期 2007 年 12 月
当 代 化 工 Contemporary Chemical Industry
Vol. 36 ,No. 6 December ,2007
炼油厂制氢工艺的方案优化Ξ
王 峰
(中国石化北京燕山分公司炼油厂 , 北京 102503)
摘 要 : 随着原油劣质化 、进口原油数量增多及对绿色环保产品的需求增加 ,国内炼油厂新 建 、扩建了不少加氢装置 。随着炼油厂氢气耗量的不断增加 ,重整装置副产的氢气量已不能满足需 求 ,因此选用合理原料 ,采用适应的制氢技术已成为炼油厂产品优化 、提供经济效益的关键问题 。 主要对制氢原料的选择以及制氢工艺进行了探讨 。 关 键 词 : 制氢技术 ; 原料选择 ; 催化裂化 ;优化 中图分类号 : TE 624 文献标识码 : A 文章编号 : 1671 - 0460 (2007) 06 - 0561 - 04
2007 年 12 月 王 峰 ,等 : 炼油厂制氢工艺的方案优化 56 3
2. 4. 2 烯烃饱和工艺 (1) 绝热床加氢 —脱硫工艺 烯烃绝热加氢工艺采用固定床反应器串脱硫
反应器流程 ,主要用于处理低烯烃制氢原料 。该 工艺在应用初期 ,由于催化剂低温活性和烯烃加 氢活性低 、可操作温度范围小 (340~390 ℃) ,一 般要求原料中烯烃体积分数不超过 2 %。随着西 北化工研究院开发出 J T1G 和 J T4 焦化干气 、催化 干气加氢精制催化剂 ,反应起始温度降低到小于 200 ℃,使用温域拓宽至 200~420 ℃,可以处理烯 烃体积分数小于 65 %的焦化干气 。工业应用中 既可以单独处理焦化干气 ,又可处理不含烯烃的 原料如天然气 、加氢干气以及重整干气等与高烯 烃含量的焦化干气或催化干气的混合气 。
提浓了氢气 ;第二 ,将催化裂化干气先与苯反应得 到乙苯 ,将其中的乙烯反应掉 ,在充分利用乙烯的 同时 ,又将剩余干气中的氢气进一步提浓 ;第三 , 在经过上述两步后 ,氢气浓度若能够达到 PSA 工 艺经济回收氢气的要求 ,此时可采用 PSA 工艺回 收氢气 ,分离出纯度较高的氢气 。 2. 2 加氢干气制氢工艺
1 炼油厂可用制氢原料分析
一般对有加氢装置的炼油厂而言 ,所需氢气 的 30 %是由重整装置副产氢气提供 ,另外 70 % 的氢气是通过各种制氢工艺获得的 。各种制氢方 法中原料消耗占氢气成本的比例约为 40 %~80
% ,因此无论采用何种工艺 ,原料价格对氢气生产 成本影响极大 ,从而影响加氢装置的经济效益。 根据我国炼油厂的加工流程和装置构成 ,可用作 制氢原料的有天然气 、炼油厂干气以及轻质石脑 油等馏分 。
(2) 绝热循环加氢 - 脱硫工艺 绝热循环加氢工艺是将加氢反应器出口的不 含烯烃的反应产物经冷却和压缩后返回到反应器 入口 ,以调节原料中烯烃体积分数到小于 65 %。 该工艺的特点是可以使用高烯烃含量的气体 。我 国只有安庆石化公司化肥厂采用此工艺 ,用催化 干气代替轻油作为合成氨原料 。从理论上讲 ,该 工艺可以使用高烯烃含量的气体作原料 ,且对烯 烃含量没有限制 。但随着烯烃含量的提高 ,循环 气体量加大 ,原料预热炉的热负荷提高 ,投资提 高 ,能耗增加 ,操作费用也会增高 。 (3) 等温 —绝热加氢 —脱硫工艺 等温绝热加氢工艺是齐鲁石化公司第一化肥 厂与西北化工研究院和齐鲁化工设计院在绝热加 氢工艺基础上共同开发的一种不受原料中烯烃含 量限制的全新烯烃加氢工艺 。它采用的等温列管 式反应器直接取走加氢过程产生的热量的方案 , 管程反应温度一般为 240~270 ℃。从等温列管 式反应器出来的气体温度较低 ,受烯烃加氢反应 平衡的限制 ,出口气体中烯烃体积分数达 1 %~2 % ,同时 ,原料中有机硫尚未完全转化为无机硫 。 因此设置一台绝热反应器 ,完成烯烃加氢和有机 硫的转化反应 。该工艺具有对原料适应性强 、操 作弹性大等优点 ,可以处理烯烃体积分数达 20 % 的炼厂气 ,目前已在齐鲁石化公司第一化肥厂 、武 汉石化总厂和清江石化总厂应用 。 (4) 变温加氢 —脱硫工艺 变温加氢工艺是继等温加氢工艺后又一有效
天然气的主要成分是甲烷 ,杂质含量少 ,是制 氢的好原料 ,但受地域的限制严重 ;液化气和石脑 油等馏分的主要成分是 C3 ~C12 烃类 ,可用作民用 燃料 、化工原料等 ,作为制氢原料受价格影响较 大 ,制氢成本偏高 。炼油厂干气主要包括重整干 气 (催化重整副产液化石油气分离出重整氢气后 的气体) 、加氢 (加氢精制 、加氢裂化) 干气 、催化裂 化干气 、焦化干气等气体 ,其组成以低分子烃类为 主 (见表 1) 。目前炼油厂干气一部分作为燃料 , 其余部分放火炬 ,造成了资源浪费 , 因此利用廉 价的炼厂干气制氢已成为炼油厂降低生产成本 , 满足氢气需求的重要手段[2 - 3] 。
— 2. 02
变压吸附 ( PSA) 回收工艺是由美国联合碳化 物公司开发成功的纯化氢气工艺 ,不仅用在制氢 装置中 ,也可对炼油和石油化工各种富氢气源 ,进 行提浓回收氢气 ,氢气纯度可达 99 %~99. 999 %。PSA 工艺最大的优点是操作简单 、能耗低 、无 污染 ,可一步除去所有杂质而获得高纯度氢 ,其回 收率可达到 86 %以上 。膜分离法即膜渗透法回 收氢气工艺 ,是美国 70 年代发展起来的新技术 , 适用于原料气压力较高的场合 ,如加氢裂化的尾 气等 。氢气纯度可达到 90 % ,氢回收率为 92 % , 操作方便 ,装置占地面积小 ,但维修比较困难 。比 较这两种回收氢气的方法 , PSA 提浓的氢气纯度 比膜分离法高 ,对下游高压加氢装置降低能耗和 成本及减少投资十分有利 ,而且 PSA 回收设备要 比膜分离法的投资低 ,操作费用也低 15 %左右 。 目前我国第一套干气提浓装置在燕化炼油厂已成 功地投入使用 。
含有较高含量的氢和低分子烃类 ,且重整为 临氢过程 ,所产干气杂质含量极低 ,可直接作为制 氢原料 。 2. 4 焦化干气的制氢工艺
焦化干气中富含 C1 ~C4 等烃类组分 ,而且价 格相对于天然气 、石脑油较低 ,作为制氢原料可以 降低制氢成本 。由于焦化干气中 10 %左右的烯 烃 ,在蒸汽转化制氢的转化催化剂上容易高温裂 解积炭 ,而无法用作制氢原料 。由于烯烃的存在 , 气体中有机硫形态更加复杂 ,其中有机硫尤其噻 吩 ,无法用常规氧化锌脱硫法将其脱除 。原料需 要经过烯烃加氢饱和后使烯烃体积分数降至 1 % 以下 ,有机硫经加氢转化成无机硫后通过氧化锌 将其脱除 ,才能满足转化催化剂对原料的要求 ;在 加氢精制过程中加氢催化剂的性能非常关键 ,应 该具有良好的烯烃饱和能力和有机硫转化能力及 较好的低温反应活性[4] 。 2. 4. 1 烯烃饱和催化剂的开发