选粉机工作原理ppt课件
- 格式:ppt
- 大小:939.00 KB
- 文档页数:15
水泥选粉机工作原理水泥选粉机是水泥生产线中的一种设备,其主要功能是将磨好的水泥矿石分级成不同粒度的水泥粉末,以满足水泥产品的特定要求。
水泥选粉机的工作原理是通过分级器的作用,利用物料的离心力和重力分离原理,将不同粒径的水泥粉末分离出来。
磨好的水泥矿石通过输送装置进入水泥选粉机的进料口。
进入选粉机后,水泥矿石被分散装置均匀地分散在磨盘上。
然后,水泥矿石在磨盘的离心力和重力的作用下,开始进行分级。
磨盘高速旋转时,重力使较大粒径的水泥粉末沿着磨盘内壁向下滑动,离心力使较小粒径的水泥粉末被抛向磨盘内壁,形成气流。
接着,气流将较小粒径的水泥粉末带到分级器中。
分级器是由一系列的分级板组成,每个分级板上都有一些小孔。
当气流通过分级器时,较小粒径的水泥粉末会通过小孔被吸附到分级板上,而较大粒径的水泥粉末则会继续沉降到下方。
收集器收集分离后的水泥粉末。
较小粒径的水泥粉末在分级板上积累一定量时,会因为自身重力而脱落进入收集器,而较大粒径的水泥粉末则会由于重力的作用直接落入下方的收集器。
整个分级过程是连续进行的,通过调整水泥选粉机的参数,如磨盘速度、分级板间距等,可以控制分离粉末的粒径范围。
这样,可以根据不同产品的要求,生产出符合要求的水泥产品。
水泥选粉机的工作原理简单易懂,但在实际应用中,还需要根据具体情况进行调整和优化。
例如,可以通过改变分级器的结构或增加分级器的数量,来进一步提高分离粉末的粒径范围和分离效率。
水泥选粉机是水泥生产线中的重要设备,它通过分级器的作用,利用离心力和重力分离原理,将磨好的水泥矿石分级成不同粒径的水泥粉末,以满足水泥产品的特定要求。
通过调整参数和优化结构,可以实现更精确的分离效果,提高水泥产品的质量和生产效率。


旋风式选粉机构造及工作原理选粉机是闭路粉磨作业中重要配套设备。
从1885年选粉机创造后,经历了第一代离心风机,第二代旋风式选粉机,第三代〔以O-Sepa为代表的〕高效笼式选粉机的开展过程。
旋风式选粉机的结构旋风式选粉机是在离心式选粉机的根底上开展起来的第二代风力分级机。
为了克服离心式选粉机的分级效率低、生产能力低、部件易磨损的缺点,用外部专用风机代替了大风叶,用外部旋风筒代替内外筒之间的细粉别离空间,将粉料分级、产品别离、流体推动三者分别进行。
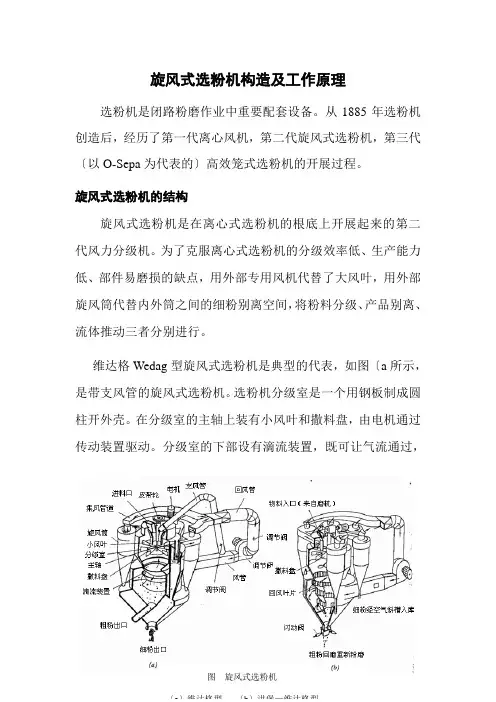
维达格Wedag型旋风式选粉机是典型的代表,如图〔a所示,是带支风管的旋风式选粉机。
选粉机分级室是一个用钢板制成圆柱开外壳。
在分级室的主轴上装有小风叶和撒料盘,由电机通过传动装置驱动。
分级室的下部设有滴流装置,既可让气流通过,图旋风式选粉机又便于粗粉下落。
分级室的周围均匀地布置有几个使细粉与空气别离的旋风筒,外部装有风机、风管、调节阀,可以形成循环分级气流。
在进风管切向入口的下部,设有内、外两层锥体,内锥体收集粗粉,外锥体收集细粉。
德国洪堡KHD公司的洪堡一维达格型旋风式选粉机的主体局部与维达格型根本自同,不同之处是旋风筒的卸料口不在主机下部的内外锥体之间,而在一倾斜的细粉输送管中,旋风筒的出料口需设锁风装置,如图b;川崎—维达格型与洪堡—维达格型旋风式选粉机的结构根本相同。
旋风式选粉机的工作原理旋风式选粉机的循环风是风机产生。
鼓风机通过进风管向分级室送风,气流从切方向送入,经滴流装置的缝隙旋转上升,在分级室中形成分级气流。
粉磨后的粗、细混合物料从进料口中喂入,落到旋转的撒料盘上,由于惯性离心力的作用,被撒料盘甩出散布到上升的分级气流中。
物料中的粗颗粒被甩向分级室的内壁,并沿壁面下落,在滴流装置处被上升的气流再次进行分选,将混入粗颗粒中的细颗粒别离出来。
粗颗粒落入内锥体内,由其下部的粗粉出口排出。
物料中的较细颗粒随气流上升至辅助风叶处时,局部颗粒受受到辅助风叶的碰撞而下沉,局部颗粒受到辅助风叶的旋转气流作用被甩向内锥内壁而下沉,进入粗粉管。
煤磨选粉机的工作原理
煤磨选粉机是一种用于将煤炭粉碎并筛选成不同尺寸的设备。
其工作
原理主要包括以下几个步骤:
1. 煤炭进料:煤磨选粉机的进料口通常位于设备顶部,通过输送带等
方式将煤炭送入进料口。
2. 煤炭粉碎:在进入设备后,煤炭首先经过粗碎机构进行初步粉碎,
然后再经过细碎机构进行细化。
其中,细碎机构通常采用辊压式或球
磨式的结构,通过高速旋转的辊子或球体对物料进行高速摩擦和撞击,从而将其粉碎成所需尺寸。
3. 粉末分级:在经过细碎后,物料会被送入筛分装置中进行分级。
筛
分装置通常采用离心式或气流式结构,通过高速旋转或气流冲击将物
料分成不同尺寸的颗粒,并将其分别收集。
4. 粉末输送:在完成筛分后,不同尺寸的颗粒会被输送到相应的储存
罐或输送管道中,以供后续使用。
煤磨选粉机的工作原理主要依赖于煤炭的物理特性和机械原理。
通过
对物料进行粉碎和筛分,可以将其分解成不同尺寸的颗粒,并将其分
别收集和输送。
在实际应用中,煤磨选粉机通常需要根据不同的物料特性和工艺要求进行调整和优化,以达到最佳的生产效果。
高效选粉机的构造及工作原理(一)为了克服第一、二代选粉机存在的缺点,提高选粉效率和选粉精度,进而提高粉磨效率,日本小野田(oNoDA)公司率先研制开发了o-sepa型高效选粉机,在选粉原理上是个重大突破。
由于o-sepa高效选粉机的优点突出,引发世界上一些著名的水泥设备制造公司参照其工作原理,竞相开发出各自的高效选粉机,因而出现了多种型式的高效选粉机,称为第三代。
因为o-sepa型高效选粉机开发最早,使用最多,所以是世界公认的第三代高效选粉机的代表。
这些高效选粉机除广泛应用于球(管)磨系统之外,还被推广和移植到其它粉磨设备。
如辊式磨机和辊压机等系统中去,同样显示出它的突出优越性。
1、o-sepa型高效选粉机o-sepa型高效选粉机的构造,主要由以下四大部分组成:壳体Ⅰ、回转部分Ⅱ、传动装置Ⅲ和润滑系统Ⅳ等,如图1所示。
壳体部分Ⅰ是一个双蜗壳形的旋风筒,主要由两个对称布置的进料斗1和2,带有两个高度相同而宽度不同的一、二次风的进风口3和4的蜗壳部分5,带有三个互成120“布置的三次风进风口6的倒锥形集灰斗7,上部粗大的弯形排风排粉管8和固定在壳体上部的传动支座9等组成。
在壳体内相同半径的圆周上均布装有许多个相同的主式导向叶片10,与圆周切线成一定角度(一般为15“左右),以增加一、二次风进入机内后的旋转并可控制其圆周分布均匀。
同时还装有空气密封圈Ⅱ和缓冲折流板12,以控制物料不进入笼形转子的中部而全部进入选粉区。
为了延长使用寿命,壳体内的磨损部位均设有防磨措施:一、二次进风口和出口弯管内或整个壳体内均粘贴有陶瓷片;进料斗、导向叶片和缓冲折流板等均喷涂耐磨材料;倒锥形灰斗焊有多圈扁钢,以形成料衬。
回转部分Ⅱ由笼形转子13、主轴14和支承轴承15、16等组成。
笼形转子13的上部固定着空气密封圈“土”形件17,表面焊有带辐射筋并喷涂耐磨材料的撒料盘18。
一周焊有许多均匀分布的竖向窄而长的风叶19,几块圆环形上下均布的水平隔板20通过几个连接板21与转子轴套相连,形成一个笼形转子。
0-SEPA高效选粉机的工作原理及维修要领授课人:谷永红授课时间:2006.6.15一、0-SEPA选粉机的结构该选粉机壳体为一底部带锥形的圆筒。
壳体顶部有气流和成品细粉出口和两个喂料口;壳体圆柱部分有蜗壳形成的一次空气入口和二次空气入口,并配置有导流叶片。
壳体下部的锥形部分有三个三次空气入口,底部是粗粉出口。
选粉机内部有一个笼形转子,转子的中央是可调速的回转轴,顶部是环形撒料盘;中间有两个分隔板,分隔板将转子分为三层,每层都装有可调节的叶片。
它的转子由电动机通过齿轮减速机带动旋转,从而达到选粉作用。
转子的轴承润滑是由一套稀油站供油润滑。
保证了轴承良好润滑的效果。
结构图(见附页)二、0-SEPA选粉机工作原理选粉机在选粉过程中,需要选粉的物料由顶部喂料口喂入,经撒料盘撒出并遇到缓冲板,均匀地抛入切向延伸的进风口。
分选用的气流大部分来自磨机含尘气体,通过切向的一次、二次风进口及固定的导流叶片进入选粉区。
由转子上的额笼式旋流叶片和水平隔板组成了回转的涡轮,使选粉区形成自上而下的多层水平旋流,该旋流速度均衡稳定,在旋流中颗粒受到的惯性离心力与气流向心力平衡,为精确地分选造成了良好的条件;物料在选粉区停留时间较长,随旋转的气流自上而下受到多次重复分选,而且每次分选都在精确的力的平衡下进行,一层层平面旋流不断将细颗粒和粗颗粒分隔开来,细粉随气流进入转子中部,通过顶部出料管排走并加以收集,而粗颗粒沿筒壁到下部锥体时又受到三次空气重新分选,最后粗粉在锥体底部排出。
三、0-SEPA选粉机的性能优点此选粉机与普通选粉机不同的特点有;①空气是水平方向引进,依切线方向进入选粉室;②撒料盘位于转子上方选粉机顶部,迫使粗粉贯穿空气选粉的全过程;③转子有短的笼式竖向叶片(静叶片),角度可以根据需要调整,转子高度较高,选粉机体积可以缩小;④转子周围的导向叶片改善了空气分布和物料在空气中的分散状态。
这些独特的结构和工作原理使O-SEPA 选粉机较传统的选粉机有不可比拟的优良性能:1、提高了粉磨系统的选粉效率,可达74%以上,粗粉中残留的细粉少,使磨机产量较离心式选粉机时提高约19%-24%,节约电耗8-20%。

高效选粉机原理介绍及选粉效率计算1. 概述选粉机的种类很多,但作用原理基本相同。
在流体中的颗粒受到三种力的作用:空气的浮力Fd(与颗粒平均心力Fc(这两种力受颗粒质量控制)。
如果气体施加在颗粒的有效作用力大于重力和离心力的合阻力矢量,颗粒就会悬浮在空气中,并由气体带走。
如果重力占优势,颗粒就会沉降;如果离心力占优势,颗粒就会向外运动,撞在选粉机的内壁上,沿内壁沉降。
单颗粒受力示意如图。
2. 工作原理(以SKS 3250/250为例)图1. SKS 3250/250选粉机剖视图图2. SKS 3250/250选粉机正剖视图来自R/P + Ball Mill研磨的混合料由分配槽送到转动叶轮的四周,经撒料盘及强力的气体涡流作用,混合料得到分散和预分离,在通过分级区时,单个料颗粒受到气流施加力、转动叶轮产生之离心力和颗粒本身重力的影响,因料越细,重力和所受离心力会越小,即当料越细,所气流作用更明显。
反之,料越粗,则相反。
细粉料受横切气流作用经过转动叶轮变成成品;较粗粉料由于离心力作用被转动叶轮排出,并由粗粉卸料口卸出。
产品之细度可通过调节转动叶轮转速或排气风车风量进行调整。
(1)成品过粗,需增加转速,若最大转速时仍达不到细度要求,可适当减少排气风车风量。
(2)成品过细,需降低转速,若35%最大转速仍达不到要求,可适当增加排气风车风量。
3. 选粉机效率的计算选粉机效率的高低,直接影响着整个粉磨系统的技术经济指标,因此必须进行实际的评估,评估计算方法有:细粉回收率、粗粉回收率、离心分离效率及部分分离效率。
细粉回收率即为通常所说指的“选粉效率”,是我们通常要检测的。
它定义为:选粉机分选出的产品中所含小于某一特定粒径的细粉量与喂入选粉机物料中小于同一指定粒径的细粉总量之比,以表示,计算公式为:E g = = ×100%公式中及下列各式中A 、B 、C 分别为喂料、粗料、细粉的物料重量;a 、b 、c 分别为代表喂料、粗料、细粉中某一粒径物料通过量的百分数(可用该粒径之通过率(1-筛余R%)表示或用物料之比表面积Blaine 表示)。