虾料生产工艺流程.pptx
- 格式:pptx
- 大小:2.21 MB
- 文档页数:81
对虾饲料的生产工艺比照一、市场生产状况对虾饲料属于特种水产饲料,在生产工艺上比畜禽饲料、一般鱼饲料有着更高的技术要求.目前国内市场上存在的虾饲料生产设备有:环模制粒机,双螺杆湿法膨化机(又名螺旋挤压机).国外(美国、韩国等)水产饲料生产厂家已经普遍使用双螺杆湿法膨化机取代环模制粒机生产沉性饲料,国内的大中型特种水产饲料厂也纷纷开头装备膨化饲料生产线.二、环模制粒VS 膨化挤出制粒工艺特点及设备配置比照两种制粒流程在大局部工段如:配料、粗粉碎、超微粉碎、冷却包装工段要求完全全都, 差异主要就在于制粒熟化工段.环模制粒:(1)环模制粒生产虾料一般在混合机内需要添加水和油脂,所以需要配备比较简单的批次计量的不锈钢水添加系统,油脂添加系统.(2)环模制粒机由于压制后的产品淀粉糊化度较低,水中稳定性较差,所以需要配置颗粒稳定器 (后熟化器)提升淀粉糊化度,增加水中稳定性.膨化挤出制粒:(1)双螺杆膨化机内可以直接进展各种液体的连续添加,添加装置结构简洁、操控便利.(2)膨化挤出制粒可以添加较多的水和油脂,提升熟化度,但是挤出后的产品水分比较高,所以需要进展枯燥处理.三、环模制粒VS 膨化挤出制粒产品质量比照(1)淀粉糊化度淀粉糊化的过程,就是饲料熟化的过程,它直接关系到产品的消化吸收,由于鱼虾类的消化道都比较短,所以供给完全熟化的产品对于提升饲料转化率是格外重要的.淀粉糊化度是特种水产饲料的重要指标之一.两种工艺中 ,混合后的物料都会先进展调质 ,目前比较流行的双轴差速调质器(DDC ),调质时间可以到达180s ,淀粉糊化度一般在30%〜50% 之间.环模制粒工艺中,压制过程本身根本没有提升淀粉糊化度,颗粒稳定器中保温的过程中,淀粉糊化度上升,一般经过30min 后可以将淀粉糊化度提升至75% o膨化挤出工艺中,物料在膨化机腔体内经过高温高压的湿热处理,基本到达了完全熟化的程度,淀粉糊化度到达90%〜95%,比环模制粒工艺的淀粉糊化度高了20%左右.实际中也证明白膨化饲料综合水平上比一般硬质颗粒饲料的饵料系数高了不少.(2)水中稳定性(耐水性)饲料在水中的稳定性是特种水产饲料的另一个重要指标.国家标准要求对虾饲料在流水中30min 内的散失率不高于12% ,而事实上对虾的抱食时间是很长的,水中稳定性越好,养分存留率越高,对水质的污染越小.环模制粒机压制的一般硬质颗粒耐水时间一般在2〜3hr,而对虾饲料的耐水时间最好能在4〜12hr 甚至更长,膨化挤出的颗粒耐水时间可以到达8〜24hr ,所以能让投喂而没有被采食的饲料铺张减小到最大程度.(3) 适口性、运输粉化、水质除了淀粉糊化度、耐水性两个重要指标外,还有一些其它因素单个看起来不是很重要,但是作为一种综合作用时, 将会对养殖产生重大的影响O某种程度来讲,这种综合效果比以上两个重要指标对养殖产生的作用更大、效益更高.适口性:饲料的适口性一看配方、二看加工.假设配方一样,具有较高熟化度的膨化虾料适口性明显优于硬质颗粒虾饲料.粉化率:饲料的含粉率是一个很重要的指标,运输中的粉化率对这个指标影响是很大的.在工厂中,虾饲料生产厂家要让硬质颗粒饲料处理到根本无粉尘,一般都需要经过好多道的筛分,甚至于在包装的时候要做到一边成品筛出来一边打包.而膨化虾料对于这点明显不用如此麻烦,而且效果却远远优于如此作法.曾经某厂家生产的膨化虾料裂开的苗料放在样品袋中,厂方让养殖户揉搓样品袋三分钟,然后观看样品袋中的粉尘,结果样品袋中仍旧是几乎看不出粉尘, 膨化虾料号称无粉尘也由此可见一斑.从理论上分析二者,首先,硬质颗粒饲料切断时,端面是不会收口的, 即使是刀切出的光滑端面也会在磕磕碰碰中掉出粉来,一旦刀磨钝, 颗粒很多是碰断下来的,端面的掉粉现象就更严峻了;膨化颗粒切断后会有个收口现象,两个端面会和柱面一样不会掉粉.其次,由于膨化挤出颗粒比环模压制颗粒有着更高的熟化度,淀粉糊化后有着更强的黏结作用, 所以产生的粉尘也会更少一些.不管出厂时如何的没有粉尘, 一旦经过运输,粉尘就会自然随之产生, 硬质颗粒饲料经过运输后原来的端面会自然的掉出粉尘,而膨化饲料在运输过程中,就算有压碎现象, 也不会有硬颗粒那么多的粉尘.水质:这是养虾中格外重要的一点“养虾先养水;“养虾有收无收在于水,收多收少在于饵〞,这些养殖户得出的阅历可以说明这一问题,饲料对水质的影响是不行无视的,饲料本身的水中的稳定性、粉尘含量是影响水质的主要因素,适口性不好也会让更多的饵料铺张在水中o 一旦水质污染,各种病害也会紧随其来,进而影响养虾的“有收无收〞O四、环模制粒VS 膨化挤出制粒电耗、汽耗比照现选择两种虾料常用的机型进展比较*GCISSP132、MUZL600X (牧羊)产量(理论可以到达的产量):*GCISSP1322.8 〜3.0 吨/时MUZL6003.0 〜3.2 吨/时(1)电耗局部之差:主机功率膨化机:*GCISSP132 : 5.5 +1.5 + 18.5 + 132 +1.5 +4.0 = 163 (kw)制粒机:MUZL600 : 5.5 + 1.5+22 + 75X2=179 (kw)枯燥机:GCSHD200 0.55+1.5 猾+0.75 +4X8 +7.5 X2= 52.8 (kw)稳定器:SKLF24 X24: 1.1 +3.0=4.1 (kw)油添加:SYTZ 30: 0.75 +0.75 +1.5 =3.0 (kw)水添加:SSTZ 60 : 4.0 (kw)环模制粒工段总功率:179 + 4.1 + 3.0 + 4 = 190.1 (kw)膨化挤出工段总功率:163 + 52.8 =215.8 (kw)膨化挤出工艺总功率VS 环模制粒工艺总功率之差:215.8 —190.1 = 25.7kw 〔2〕汽耗局部之差:膨化机调质汽耗:150kg膨化机加热汽耗:100kg枯燥机加热汽耗:800kg制粒机调质汽耗:250kg颗粒稳定器汽耗:300kg油、水加热汽耗:200kg膨化挤出工段总汽耗:150 + 100 + 800 = 1050kg环模制粒工段总汽耗:250 + 300 + 200 = 750kg膨化挤出工段总汽耗VS 环模制粒工段总汽耗之差:1050 -750 = 300kg由以上数据可以得出如下结论:每一吨饲料,膨化制粒电耗高于环模制粒10kwh ,汽耗高100kg.五、环模制粒VS 膨化挤出制粒易损件比照膨化机:〔折合成每吨饲料〕全套筒体:180000 勺0000 石=6 元螺旋捏合盘等螺杆部件:120230 勺0000 行=4 元小2.0 模板:9000 制000 心=3 元刀架刀片等:25%心叼元膨化机生产每吨饲料易损件本钱为:6 +4+ 3+1=14 元制粒机:〔折合成每吨饲料〕小2.0 环模:568000 勺500 心72.6 元三压短皮:3000 勺000 K = 1 元切刀:15 勺2 心用.4 元制粒机生产每吨饲料易损件本钱为:12.6+1+0.4 = 14 元六、结果分析(1)依据二者的产品质量、生产本钱分析可以知道, 膨化机生产虾料相比环模制粒机生产虾料,产品质量上增加很多,每吨生产本钱能量局部也相应的略高一些(大约50 60 元,主要蒸汽局部),易损件本钱根本持平.相对于售价而言(约6000 元/吨),本钱增加了1%,质量提升却远远超过了1%.(2)依据虾料生产的开展趋势, 类似于美国的兴盛国家已经普遍承受膨化挤出工艺生产特种水产饲料,国内的大中型饲料厂意识到这点也已经开头在行动.经过七、八年的酝酿,现今的膨化机、膨化技术已经趋于成熟,三五年内,中国可能就会掀起一个膨化饲料革命的高潮.而现在那么是占据空白市场,扩张企业的最好时机.。

对虾饲料的配方和工艺研究摘 要对对虾饲料的配方和生产工艺进行了研究。
产品可以快速促进对虾的生长,提高对虾的抗病力,产品在水中稳定性好,可以减轻水的污染,改善水质。
1 前言对虾养殖具有巨大的经济效益。
现在,一般都采用颗粒饲料养殖对虾。
由于配合颗粒饲料营养比较全面,能够快速促进对虾的生长,提高对虾的抗病能力,减少死亡率,降低养殖的成本,提高经济收益。
本文就成虾一号料,制订了科学的配方和先进的工艺,能够显著提高饲料系数,增强对虾的抗病能力,提高饲料在水中的稳定性。
2 工艺方法2.1 成虾1号料的配方鱼粉34%,豆粕9%,花生粕5%,虾头粉2%,鱿鱼内脏粉3%,饲料酵母2%,面粉34%,鱼油1%,大豆卵磷脂1%,饲料香精0.5%,粘合剂5%,维生素预混料1%,矿物质预混料2%,饲料防霉剂0.5%。
2.2 工艺流程配料→去杂→除铁→混合→粉碎→超微粉碎→混合→调质→制粒→后熟→冷却→包装2.3 主要原料要求2.3.1鱼粉用新鲜干燥鱼 是鱼作为原料,采用湿法技术制成。
要求蛋白质含量大于50%,盐分含量要求小于6%。
由于对虾饲料要求质量高,所以要求使用进口智利或秘鲁鱼粉。
2.3.2饲料酵母要求含有多种维生素和高含量蛋白质,符合高级饲料酵母标准,水分含量小于9%,灰分含量要求小于10%,具有特殊酵母风味。
幼虾饲料产品要求其蛋白质含量大于60%,成虾饲料产品要求其蛋白质含量大于50%。
另外,要求酵母中含有淀粉酶、蛋白酶和麦芽酶等。
这些酶可以促进饲料消化,增加营养摄取,明显提高对虾日增重和饲料转化率。
2.3.3卵磷脂壳质动物在生长过程中要蜕壳多次。
通常而言,蜕壳是对虾迅速生长的一个主要条件。
如果饲料中缺乏固醇类物质,对虾的蜕壳将会受到抑制,从而导致对虾的生长受到阻碍。
由于类固醇是维生素D、类固醇激素和蜕皮激素的前体,大多数壳质类动物其本身不能合成固醇,从而合成蜕壳激素,而对虾的蜕壳则决定于它们吸收或同化蜕壳激素量的多少。
对虾饲料的生产工艺对比一、市场生产情况对虾饲料属于特种水产饲料,在生产工艺上比畜禽饲料、普通鱼饲料有着更高的技术要求。
目前国内市场上存在的虾饲料生产设备有:环模制粒机,双螺杆湿法膨化机(又名螺旋挤压机)。
国外(美国、韩国等)水产饲料生产厂家已经普遍使用双螺杆湿法膨化机取代环模制粒机生产沉性饲料,国内的大中型特种水产饲料厂也纷纷开始装备膨化饲料生产线。
二、环模制粒VS膨化挤出制粒工艺特点及设备配置对比两种制粒流程在大部分工段如:配料、粗粉碎、超微粉碎、冷却包装工段要求完全一致,差别主要就在于制粒熟化工段。
环模制粒:(1)环模制粒生产虾料一般在混合机内需要添加水和油脂,所以需要配备比较复杂的批次计量的不锈钢水添加系统,油脂添加系统。
(2)环模制粒机因为压制后的产品淀粉糊化度较低,水中稳定性较差,所以需要配置颗粒稳定器(后熟化器)提高淀粉糊化度,增强水中稳定性。
膨化挤出制粒:(1)双螺杆膨化机内可以直接进行各种液体的连续添加,添加装置结构简单、操控方便。
(2)膨化挤出制粒可以添加较多的水和油脂,提高熟化度,但是挤出后的产品水分比较高,所以需要进行干燥处理。
三、环模制粒VS膨化挤出制粒产品质量对比(1)淀粉糊化度淀粉糊化的过程,就是饲料熟化的过程,它直接关系到产品的消化吸收,因为鱼虾类的消化道都比较短,所以提供完全熟化的产品对于提高饲料转化率是十分重要的。
淀粉糊化度是特种水产饲料的重要指标之一。
两种工艺中,混合后的物料都会先进行调质,目前比较流行的双轴差速调质器(DDC),调质时间可以达到180s,淀粉糊化度一般在30%~50%之间。
环模制粒工艺中,压制过程本身基本没有提高淀粉糊化度,颗粒稳定器中保温的过程中,淀粉糊化度升高,一般经过30min后可以将淀粉糊化度提升至75%。
膨化挤出工艺中,物料在膨化机腔体内经过高温高压的湿热处理,基本达到了完全熟化的程度,淀粉糊化度达到90%~95%,比环模制粒工艺的淀粉糊化度高了20%左右。
虾饲料生产基本过程一、原料采购和原料进厂接收:原料采购及进厂接收环节是饲料生产的第一道工序,也是保证饲料生产连续性和产品质量的重要环节之一,原料的形态及品种繁多,(有粒状、粉状、块状和液体状等等),包装形式也各不同。
各种原料进厂时必须经质量检验及称重计量,同时,原料接收必须满足饲料厂的生产,以便节省能耗及降低生产成本。
液体原料的接收,饲料厂一般用量多的为鱼油、磷脂油和糖蜜等,液体原料进厂时,首先经检验(检验内容有:色泽、气味、比重和浓度等)合格后方可卸下库贮存及使用,在使用时如果有结块状可加热溶解成液体状后用,使用也可由泵输送计量添加和人工称量添加。
二、原料清理使用过程(一)饲料的原料中,有动物性原料和植物性原料及矿物性原料、液体原料、微量元素和药物、添加剂等。
一般需要清理的部分,主要是动物原料和植物性原料,而微量元素、药物及添加剂部分都不需要清理,这些杂物若不清除,会降低饲料的质量,影响鱼虾的生长,还会堵塞生产流程管道,甚至损坏设备的部件。
(二)清除杂物主要采取的设备措施:原料根据杂质的差异,用筛选分离法,而筛选时也要根据原料的宽及厚度尺寸或粒度的大小不同利用筛理进行除杂。
一般主要筛理原料中的泥土、石块、麻袋片、绳头等杂物,而通常使用的是圆式初清筛和网带式初清筛两种,使用的筛网孔应根据物料宜定。
金属杂质的清除需用磁选法。
原料中及其加工过程中往往会混入金属杂质,这些杂质若不清除,不但会加速设备部件的磨损,而且常会损坏设备,甚至可能造成伤人事故。
当金属杂质进入锤片式粉碎机,锟式粉碎机和风机等设备中时,很有可能产生火花而引起粉尘事故。
常用的磁选设备有永磁筒,内设有永久磁铁,使用方便不易退磁,能达到去除磁性金属杂质的要求,在饲料厂生产过程中,去除金属杂质的要求率需大于95%以上。
三、原料的粉碎过程饲料厂的生产过程中,粉碎过程是最重要的工序之一。
它直接影响到饲料厂的生产量、能耗、加工成本以及产品质量。
一般在虾料生产厂和高档鱼料膨化料厂,都采用两级粉碎程序,而普通鱼料生产厂和畜禽料生产厂是采用一级粉碎过程。
虾米、虾仁、海米加工工艺:一、工艺流程原料处理——清洗——蒸煮——沥水——D1次干燥——粗筛——冷却——第二次干燥——脱壳——精筛——挑选分级——称量包装——检验——成品储藏二、主要步骤1.原料处理。
采用新鲜的未变质、无异味的海虾,若采用冷冻海虾其色泽、滋味及形状均有很大影响。
原料应做好加冰保鲜工作,不能及时生产的原料置鱼箱进1~5℃的冰鲜库保鲜为好。
2.清洗。
(1)机械生产。
由洗虾定量送料机将虾送入洗虾机内,进行充分清洗。
洗虾机槽内的水应及时更换。
(2)手工生产。
将虾置入装有流动水的容器内,进行充分漂洗,去除泥沙等杂质,然后用漏筛捞出,置于干净的塑料箱内沥水。
夏季生产时,清洗容器内应加冰保持清洗水温在10℃以下。
清洗水应及时更换。
3.蒸煮。
(1)机械生产。
洗虾完毕后,由蒸虾入料输送机将清洁虾送入蒸虾机中进行蒸煮,蒸煮机的蒸气压力为7千克/平方厘米,蒸煮水温95℃以上,同时开启自动送盐机,加入一定量的食盐和食用色素。
煮虾时间按虾的不同而有所变化,一般蒸煮时间约6~9分钟,以煮熟且脱壳容易为度,但也不能过度,以免水溶性蛋白流失而影响成品率。
(2)手工生产。
先将煮锅内注入一定量清洁水,加入食盐、食用色素液(食盐量一般控制在波美度1~4),沸滚,然后倒入适量鲜虾,每100千克盐水,每次可煮约30千克左右的鲜虾,煮沸,当虾脑凝固,捞出虾时,虾壳立即变白,说明虾已熟可以捞出。
当盐水浓浊或已连煮10锅时,应换新水。
4 . 干燥。
(1)机械生产。
在连续式干燥机中进行,干燥温度110~130℃,干燥时间受季节、虾体的影响而相应变化,一般以虾米成品水分含量在25%~28%为度。
也可利用烘道进行,烘道温度65~70℃,烘干水分至多25%~28%即可推出烘道。
(2)手工生产。
熟虾捞入筐中沥净水分即可出晒。
出晒时把虾薄摊在竹篾席上,要适时翻动,使其干燥均匀,晒至虾米干透、虾体发硬、皮壳易于脱落时,即可收藏于干燥的仓库中。
虾加工工艺虾是一种广受欢迎的海产品,含有丰富的蛋白质、维生素和矿物质,深受人们喜爱。
为了满足市场需求,虾加工工艺逐渐发展完善。
本文将介绍虾加工的工艺流程和常见的加工方法。
一、虾加工的工艺流程1.原料采购:选择新鲜、健康的虾作为原料,避免虾体表面有伤或变质现象。
2.清洗和去壳:将虾进行清洗,去除泥沙和污物。
然后进行去壳处理,以便后续的加工操作。
3.虾头处理:将去壳后的虾进行头部处理,去除虾须、虾线等杂质。
4.虾肠处理:虾肠是虾体内的消化道,一般通过挤压或剖腹的方式将其去除,以提高虾肉的品质。
5.虾尾处理:对虾尾进行修整,使其外形整齐美观。
6.冷冻:将处理好的虾进行冷冻,以保持虾肉的新鲜度和口感。
7.包装:将冷冻好的虾进行包装,以便储存和运输。
二、常见的虾加工方法1.鲜虾:将新鲜的虾直接销售给消费者或餐饮业者,保持虾的原汁原味。
2.熟虾:将虾进行煮熟,以提高虾肉的口感和食用安全性。
熟虾可以用于制作虾仁、虾球等菜品。
3.干虾:将虾进行晒干或烘干,以延长虾的保质期。
干虾可以作为调味料使用,也可以直接食用。
4.腌制虾:将虾进行腌制,加入适量的盐、糖、酱油等调料,腌制一段时间后食用。
腌制虾具有丰富的口感和味道。
5.炸虾:将虾裹上面粉或面包糠,放入油锅中炸制,以获得香脆的口感。
炸虾常用于制作虾条、虾饼等美食。
6.蒸虾:将虾放入蒸锅中蒸熟,蒸虾保持了虾的鲜嫩口感和营养价值。
7.糖醋虾:将虾用糖醋调料炒制,糖醋虾口感酸甜可口,是一道常见的中式菜肴。
8.涮虾:将生虾放入热水中煮熟,然后沾酱料食用。
涮虾是一种健康的食用方式,保持了虾的原汁原味。
通过不同的加工方法,可以使虾的用途更加多样化,满足不同消费者的需求。
虾加工工艺的发展,不仅提高了虾的附加值,也为消费者提供了更多美味可口的虾制品。
虾加工工艺的不断创新和改进,为虾产品的质量和品种提供了保障。
同时,加工过程中需要注意卫生和食品安全,确保产品的质量和安全性。
希望通过本文的介绍,能让读者对虾加工工艺有更全面的了解。
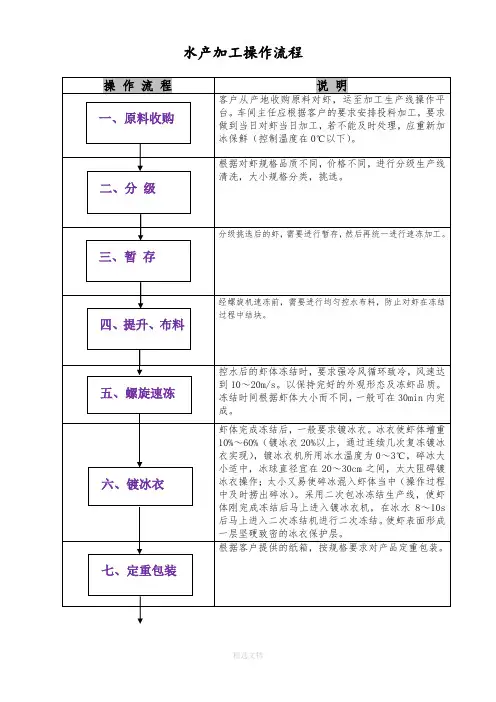
虾的工厂加工流程
虾类的工厂加工流程一般包括以下几个核心环节:
1. 原料接收:新鲜活虾或冻虾原料进厂后,进行质量检验,剔除不合格产品,确保原料新鲜且符合食品安全标准。
2. 解冻清洗:如原料为冻虾,首先进行解冻处理,通过流水或冷风等方式快速解冻并清洗干净。
3. 分拣分级:按虾的大小、重量进行分拣,确保产品规格统一。
4. 去壳加工:手工或机器去头、剥壳,抽去虾线(肠腺)。
5. 清洗消毒:进行多次清洗,确保无杂质,必要时采用杀菌消毒处理。
6. 分装计量:按市场需求或客户订单要求,将去壳后的虾仁进行定量分装。
7. 冷冻储存:将加工好的虾类产品快速冷冻至零下温度,维持在-18℃以下保存,确保产品新鲜度和营养价值。
8. 包装封存:使用食品级包装材料进行包装,标明产品信息,随后进行冷藏或冷冻储运。
9. 质量检测:加工过程中的各个阶段进行质量监控,并在成品完成后进行最终的质检,确保食品安全与品质达标。
本技术提供了一种虾仁调味料、调味虾仁及其制备方法,属于虾肉加工技术领域,所述虾仁调味料包括麻辣味调味料、蒜泥味调味料、茄汁味调味料和咖喱味调味料中的一种或几种。
本技术的虾仁调味料包括麻辣味调味料、蒜泥味调味料、茄汁味调味料和咖喱味调味料四种口味,其中麻辣味调味料制备得到的调味虾仁味重,口感麻辣、咸鲜、略带回甜;蒜泥味调味料制备得到的调味虾仁蒜香浓郁,咸鲜具有开胃的作用;茄汁味调味料制备得到的调味虾仁味型酸甜、有蒜香;咖喱味调味料制备得到的调味虾仁咸辣、鲜香、具有开胃的作用;本技术的虾仁调味料制备的调味虾仁口味多样,能够满足不同人群口味的需求,且适合工业化大规模生产。
权利要求书1.一种虾仁调味料,所述虾仁调味料包括麻辣味调味料、蒜泥味调味料、茄汁味调味料和咖喱味调味料中的一种或几种;所述麻辣味调味料包括以下重量份的原料:红油海椒2.5~3.5份、花椒粉1.5~2.5份、红酱油2.5~3.5份、食盐1.5~2.5份、味精1.5~2.5份、白糖2.5~3.5份、料酒4.5~5.5份、姜1.5~2.5份、芝麻油0.5~1.5份和水72~78份;所述蒜泥味调味料包括以下重量份的原料:蒜22~28份、食盐4.5~5.5份、味精4.5~5.5份、白糖2.5~3.5份、料酒4.5~5.5份、白胡椒1.5~2.5份、色拉油1.5~2.5份、芝麻油8~12份和水72~78份;所述茄汁味调味料包括以下重量份的原料:蕃茄酱18~22份、白糖28~32份、食盐1~2份、白醋4.5~5.5份、蒜2.5~3.5份、姜0.5~1.5份、色拉油18~22份和水48~52份;所述咖喱味调味料包括以下重量份的原料:咖喱粉12~18份、食盐5~7份、洋葱22~26份、味精2.5~3.5份、料酒5~7份和花生油45~50份。
2.根据权利要求1所述的虾仁调味料,其特征在于,所述茄汁味调味料采用以下方法制备得到:1)将所述蒜制备成蒜泥,所述姜切制成姜末;2)将所述色拉油、番茄酱和所述蒜泥混合,在85~95℃条件下进行第一炒制得到炒制料,将炒制料和所述白糖、食盐、白醋、姜末、水混合,在80~90℃条件下进行第二炒制,得到茄汁味调味料。