圆锥锥度的测量实验报告
- 格式:doc
- 大小:42.50 KB
- 文档页数:1

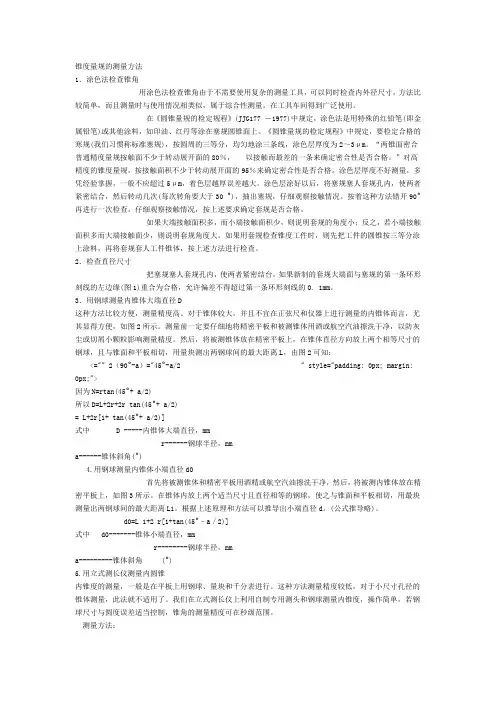
锥度量规的测量方法1.涂色法检查锥角用涂色法检查锥角由于不需要使用复杂的测量工具,可以同时检查内外径尺寸,方法比较简单,而且测量时与使用情况相类似,属于综合性测量,在工具车间得到广泛使用。
在《圆锥量规的检定规程》(JJG177 -1977)中规定,涂色法是用特殊的红铅笔(即金属铅笔)或其他涂料,如印油、红丹等涂在塞规圆锥面上。
《圆锥量规的检定规程》中规定,要检定合格的寒规(我们习惯称标准塞规),按圆周的三等分,均匀地涂三条线,涂色层厚度为2~3μm。
“两锥面密合普通精度量规按触面不少于转动展开面的80%,以接触而最差的一条来确定密合性是否合格。
”对高精度的锥度量规,按接触面积不少于转动展开面的95%来确定密合性是否合格。
涂色层厚度不好测量,多凭经验掌握,一般不应超过5μm,着色层越厚误差越大。
涂色层涂好以后,将塞规塞人套规孔内,使两者紧密结合,然后转动几次(每次转角要大于30 ˚),抽出塞规,仔细观察接触情况。
按着这种方法错开90˚再进行一次检查,仔细观察接触情况,按上述要求确定套规是否合格。
如果大端接触面积多,而小端接触面积少,则说明套规的角度小;反之,若小端接触面积多而大端接触面少,则说明套规角度大。
如果用套规检查锥度工件时,则先把工件的圆锥按三等分涂上涂料,再将套规套人工件锥体,按上述方法进行检查。
2.检查直径尺寸把塞规塞人套规孔内,使两者紧密结台,如果新制的套规大端面与塞规的第一条环形刻线的左边缘(图1)重合为合格,允许偏差不得超过第一条环形刻线的0. 1mm。
3.用钢球测量内锥体大端直径D这种方法比较方便,测量精度高。
对于锥体较大,并且不宜在正弦尺和仪器上进行测量的内锥体而言,尤其显得方便,如图2所示。
测量前一定要仔细地将精密平板和被测锥体用酒或航空汽油擦洗干净,以防灰尘或切屑小颗粒影响测量精度。
然后,将被测锥体放在精密平板上,在锥体直径方向放上两个相等尺寸的钢球,且与锥面和平板相切,用量块测出两钢球间的最大距离L,由图2可知:<="" 2(90˚-a)="45˚-a/2 " style="padding: 0px; margin: 0px;">因为N=rtan(45˚+ a/2)所以D=L+2r+2r tan(45˚+ a/2)= L+2r[1+ tan(45˚+ a/2)]式中 D -----内锥体大端直径,mmr------钢球半径,mma------锥体斜角(˚)4.用钢球测量内锥体小端直径d0首先将被测锥体和精密平板用酒精或航空汽油擦洗干净,然后,将被测内锥体放在精密平板上,如图3所示。
圆锥的检验及质量分析
教学目标:
终极目标:掌握圆锥的质量检验及分析方法
促成目标:(1)掌握圆锥的角度和锥度的检验
(2)掌握圆锥的尺寸检验。
工作任务
使用量具测量圆锥,并对质量问题讨论总结
相关理论知识
一.锥度的测量
(1)用量角器测量(适用于精度不高的圆锥表面)。
根据工件角度调整量角器的安装,量角器基尺与工件端面通过中心靠平,直尺与圆锥母线接触,利用透光法检查,人视线与检测线等高,在检测线后方衬一白纸以增加透视效果,若合格即为一条均匀的白色光线。
当检测线从小端到大端逐渐增宽,即锥度小,反之则大,需要调整小滑板角度。
图5.7 万能角度尺
(2)用套规检查(适用于较高精度锥面)。
可通过感觉来判断套规与工件大小端直径的配合间隙,调整小滑板角度。
在工件表面上顺着母线相隔120度而均匀地涂上三条显示剂。
把套规套在工件上转动半圈之内。
取下套规检查工件锥面上显示剂情况,若显示剂在圆锥大端擦去,小端未擦去,表明圆锥半角小;否则圆锥半角大。
根据显示剂擦去情况调整锥度。
二、车圆锥时的质量分析
车圆锥时,往往会产生锥度(角度)不正确、双曲线误差、表面粗糙度大等废品。
现将主要废品产生的原因和预防措施列于表5.2。
表5.2 车圆锥时产生废品的原因和预防措施
设备、工具、材料配置表
注意事项
用量角器检查锥度时,测量边应通过工件中心。
用套轨检查时,工件表面粗糙度要小,涂色要均匀,转动一般在半圈之内,多责易造成误判。
项目教学评价考核点
1、掌握使用量角器测量锥度的方法
2、掌握车圆锥时产生废品的原因和预防措施。
锥体实验报告锥体实验报告引言:锥体是几何学中的一个重要概念,它是一个具有一个顶点和一个底面的立体。
在本次实验中,我们将通过一系列的实验来探究锥体的性质和特点。
通过这些实验,我们将深入了解锥体的体积、表面积以及其他相关的数学和物理概念。
实验一:锥体的体积测量在这个实验中,我们将使用一个透明的锥体模型和一些水来测量锥体的体积。
首先,我们将锥体模型放在一个测量容器中,然后逐渐往容器中注入水。
当水的高度达到锥体的顶点时,我们停止注水并记录容器中的水量。
通过这个实验,我们可以得到锥体的体积公式:V = 1/3 * 底面积 * 高度。
这个实验不仅帮助我们理解锥体的体积计算方法,还能让我们更加直观地感受到锥体的特殊性质。
实验二:锥体的表面积计算在这个实验中,我们将通过一个简单的方法来计算锥体的表面积。
首先,我们将锥体展开成一个平面图形,然后测量每个面的长度。
通过将这些长度相加,我们可以得到锥体的表面积。
这个实验帮助我们理解锥体表面积计算的原理,并且能够加深对锥体形状的认识。
实验三:锥体的稳定性研究在这个实验中,我们将探究锥体的稳定性。
我们会使用不同形状和大小的锥体,并将它们放置在不同的表面上,观察它们是否能够保持稳定。
通过这个实验,我们可以发现锥体的稳定性与其底面的形状和大小有关。
这个实验不仅能够帮助我们理解锥体的稳定性原理,还能够引发我们对物体稳定性的思考。
实验四:锥体在自然界中的应用在这个实验中,我们将研究锥体在自然界中的应用。
我们可以发现,锥体的形状在许多自然现象和生物结构中都有广泛的应用。
例如,我们可以观察到许多植物的果实和花朵都具有锥体的形状,这种形状能够帮助它们更好地分散种子和吸引传粉者。
此外,锥体的形状也被运用在一些建筑结构中,例如塔楼和喷泉等。
通过这个实验,我们可以更加深入地了解锥体在自然界中的普遍存在和应用。
结论:通过这一系列的实验,我们对锥体的性质和特点有了更深入的了解。
我们学习到了锥体的体积和表面积计算方法,以及锥体的稳定性和在自然界中的应用。
一、实验目的1. 理解圆锥角的概念及其测量方法。
2. 掌握圆锥角偏差的测量和计算方法。
3. 分析影响圆锥角偏差的因素。
二、实验原理圆锥角是指圆锥顶点与底面圆心连线所形成的角。
在机械加工中,圆锥角对于零件的配合精度和功能性能具有重要影响。
本实验旨在通过测量和计算圆锥角偏差,了解影响圆锥角偏差的因素,提高圆锥加工的精度。
三、实验仪器与材料1. 圆锥量具:用于测量圆锥角。
2. 角度计:用于测量角度。
3. 圆锥体:实验用材料。
4. 记录纸:用于记录实验数据。
四、实验步骤1. 准备实验仪器和材料,确保实验环境整洁。
2. 使用圆锥量具将圆锥体固定在角度计上。
3. 调整角度计,使其水平,并确保圆锥量具与圆锥体接触良好。
4. 读取圆锥角的理论值,记录在记录纸上。
5. 重复上述步骤,测量不同位置处的圆锥角,记录数据。
6. 计算圆锥角偏差,公式如下:圆锥角偏差 = 理论圆锥角 - 实际圆锥角7. 分析影响圆锥角偏差的因素,如材料、加工方法、测量误差等。
五、实验结果与分析1. 实验数据记录如下:| 测量位置 | 理论圆锥角(°) | 实际圆锥角(°) | 圆锥角偏差(°) || -------- | -------------- | -------------- | -------------- || 1 | 30.0 | 29.8 | 0.2 || 2 | 30.0 | 29.9 | 0.1 || 3 | 30.0 | 30.0 | 0.0 || 4 | 30.0 | 29.7 | 0.3 |2. 分析影响圆锥角偏差的因素:(1)材料:实验中使用的圆锥体材料为钢,具有良好的加工性能。
但不同材料的加工性能差异较大,可能导致圆锥角偏差。
(2)加工方法:圆锥角的加工方法包括车削、磨削等。
加工方法的不同会影响圆锥角的精度。
(3)测量误差:实验过程中,由于角度计的精度限制,以及操作者的主观误差,可能导致圆锥角偏差。
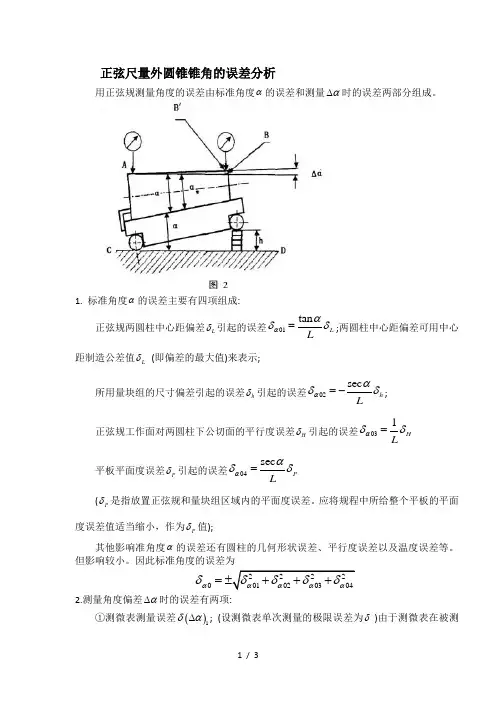
正弦尺量外圆锥锥角的误差分析用正弦规测量角度的误差由标准角度α的误差和测量α∆时的误差两部分组成。
1. 标准角度α的误差主要有四项组成:正弦规两圆柱中心距偏差L δ引起的误差01tan L Lααδδ=;两圆柱中心距偏差可用中心距制造公差值L δ (即偏差的最大值)来表示;所用量块组的尺寸偏差引起的误差h δ引起的误差02sec h Lααδδ=-; 正弦规工作面对两圆柱下公切面的平行度误差H δ引起的误差031H Lαδδ= 平板平面度误差P δ引起的误差04sec P Lααδδ=(P δ是指放置正弦规和量块组区域内的平面度误差。
应将规程中所给整个平板的平面度误差值适当缩小,作为P δ值);其他影响准角度α的误差还有圆柱的几何形状误差、平行度误差以及温度误差等。
但影响较小。
因此标准角度的误差为0αδ=2.测量角度偏差α∆时的误差有两项:①测微表测量误差()1δα∆; (设测微表单次测量的极限误差为δ)由于测微表在被测件上不同处测量两次,故有()12y lδαδ∆==②两测量点间距l 的测量误差1δ引起的误差()2δα∆()21222n n lδαδ-∆=-; 测量两测量点间距l 的方法,通常采用钢尺进行目测,测量误差1δ是较大的,甚至可达±1mm 。
但误差传递系数很小,故使误差()2δα∆并不显著。
增加两测量点的距离L 同样可减小误差()2δα∆。
所以角度偏差α∆的测量误差为()δα∆=浮标式气动量仪工作原理压力Ps 为3~7公斤/平方厘米的压缩空气进入过滤器除去油液、水分、杂质等,经进气阀,再通过稳压器,成为洁净而恒定压力为Pa 的气体。
此恒压气体由锥度玻璃管下端,通过浮标和锥度玻璃管之间形成的环形间隙,流到气动测量头的喷嘴,再由喷嘴和活塞之间的间隙逸入大气。
当气体流经浮标和锥度玻璃管内壁所形成的环形间隙时,由于间隙起到了节流作用,浮标上部的压力0P 小于下部的压力a P ,即在浮标上下形成压力差0a P P -。
《圆锥角度的检测》
——万能角度尺
学校:
课题:圆锥角度的检测
授课班级:
授课教师:
授课时间:
教案圆锥角度的检测
授课教师
“圆锥半角”近似计算公式:
设计意图:联系旧知,开启新知。
测量法:直接测量圆锥角度
实物展示:游标万能角度尺
任务二:实物组装
微视频:万能角度尺“校准零刻度线”(三)游标万能角度尺的测量方法
总结:万能角度尺结构变化与测量角度之间的关系
设计意图:逐一讲解知识点,使学生对万能角度尺有一个比较全面的认识,在教学过程中运用微视频,优化教学,有利于突出重点,突破难点。
《车工工艺学》习题册P53、P54页相关练习题
万能角度尺
万能角度尺读数方法(1...;2...;3...)
万能角度尺的结构
测量方法(角度与结构的关系)。
实验七 角度与锥度测量一.实验目的1. 了解角度与锥度的测量方法;2. 学会用正弦尺测量外圆锥度的原理和方法。
二.实验内容角度与锥度的测量方法分为直接量法和间接量法两种。
直接量法是从量具或量仪的刻度盘上直接读出被测角度,或与标准角度进行比较获得被测角度与标准角度的偏差值。
间接测量则是测量一个或几个相关的线性尺寸,然后按照一定的数学关系计算出被测角度和锥度值。
本实验重点介绍用正弦尺测量圆锥塞规的圆锥角偏差。
三.计量器具及测量原理正弦尺是间接测量角度的常用计量器具之一,它需要和量块、指示表配合使用。
正弦尺的结构如图7-1所示。
它由主体和两个圆柱等组成,分窄型和宽型两种。
正弦尺测量角度的原理是以利用直角三角形的正弦函数为基础,如图7-2所示。
测量时,先根据被测圆锥塞规的公称圆锥角(a ),按下式计算出量块组的高度ha L h sin =式中L ——正弦尺两圆柱间的中心距(100mm 或200mm )。
根据计算的h 值组合量块,垫在正弦尺的下面(如图7-2所示),因此正弦尺的工作面与平板的夹角为a 。
然后,将圆锥塞规放在正弦尺的工作面上,如果被测圆锥角恰好等于公称圆锥角,则指示表在e 、f 两点之间的示值相同,即圆锥塞规的素线与平板平行。
反之,e 、f 两点的示值必有一差值n ,这表明存在圆锥角偏差。
若实际被测圆锥角a a >',则n f e +=−(见图7-3a );若a a >',则n f e −=−(见图7-3b )。
由图7-3可知,圆锥角偏差a Δ按下式计算ln a a =Δ=Δ)tan( 图7-2 正弦尺测量角度原理1式中l ——e 、f 两点间的距离;a) a a >' b) a a <'b图7-3 用正弦尺测量圆锥角偏差n ——指示表在e 、f 两点的读数差。
a Δ的单位为弧度,1弧度(rad )=2×105秒)("。
利用锥面母线测量锥度的方法研究赵兴仁【摘要】传统的测量锥度的方法是测出大、小端直径之差和圆锥长度,再由函数式求出锥度.采用该方法需要测量3个参数.利用锥面母线检测锥度的方法是任取一段圆锥面的母线作1个直角三角形,根据2个直角边的长度求锥度,通过转动螺母滑块带着测量头沿母线移动,滑块旁的2块千分表同时显示出2个直角边的数值,再根据斜角α的正切函数求出锥度.采用该方法只需测量2个参数,不用测量圆锥大小端的直径,减小了测量误差,能够直观、快捷地求出锥面的锥度.%The method of measuring the taper is to measure the difference of the diameter of the large and small end,the taper length of the cone,and then the taper according to the function formula.This method needs to measure three parame-ters.Adopting the new method is to take a bus for a right angled triangle cone surface,and to get the taper according to the length of two right angles.Turn the nut slider with a measuring head move along the bus,and the slider at the side of two pieces of dial indicator shows two square edge value at the same time.According to tangent function the busbar taper is a-chieved.This test method requires only two parameters,not measuring the diameter of the cone size,reducing the measure-ment error,and getting the taper of the cone directly and quickly.【期刊名称】《新技术新工艺》【年(卷),期】2017(000)009【总页数】3页(P63-65)【关键词】锥度;测量;千分表;母线;直角边【作者】赵兴仁【作者单位】石油大学工训中心,山东青岛266000【正文语种】中文【中图分类】TG80Abstract: The method of measuring the taper is to measure the difference of the diameter of the large and small end, the taper length of the cone, and then the taper according to the function formula. This method needs to measure three parameters. Adopting the new method is to take a bus for a right angled triangle cone surface, and to get the taper according to the length of two right angles. Turn the nut slider with a measuring head move along the bus, and the slider at the side of two pieces of dial indicator shows two square edge value at the same time. According to tangent function the busbar taper is achieved. This test method requires only two parameters, not measuring the diameter of the cone size, reducing the measurement error, and getting the taper of the cone directly and quickly.Key words: taper, measurement, dial gauge, bus, square edge测量锥度的方法很多,采用三坐标测量仪、气动检测仪测量精度高,费用也高。
实验一锥度测量实验报告
1、用正弦尺、量块和指示表测量圆锥角偏差时(如图7-3 所示),e 、f 两点距离l 的偏差对测量结果有何影响?
2.用正弦尺测量锥度时,有哪些测量误差?3.为什么用正弦尺测量锥度属于间接测量?
实验二滚动轴承的检测实验报告
实验三夹具认知和拆装实验报告
一、思考题
1、说明粗、精基准的选择原则;
2、根据所装配的夹具,根据六点定位原理,分析定位元件所限制的自由度。
二、按照相应制图标准绘制三爪卡盘中(大锥齿轮螺旋槽件)的零件图。
实验四加工中心刀库的认知和拆装
一、思考题:
(1)简述数控铣镗类机床的换刀系统的种类;
(2)简述斗笠式刀库的构成零件
(3)简述斗笠式刀库(无机械手刀库)换刀的工作过程
(4)简述加工中心换刀的选刀方式。
(5)描述FA-40M加工中心斗笠式刀库的拆卸过程。
线展开,是一个扇形,这个扇形的弧长等于圆锥底面的周长,而扇形的半径等于圆锥的母线的长。
二、圆锥的术语与定义圆锥分为圆外圆锥、内圆锥两种。
圆锥的主要结构参数如图10-4所示。
(1)圆锥角α通过圆锥轴线的截面内(轴截面),两母线的夹角。
(2)圆锥直径1)大端直径D:最大圆锥直径2)小端直径d:最小圆锥直径3)给定截面的直径dx(3)圆锥长度L:最大直径的截面到最小直径截面的距离(4)锥度C:圆锥大、小端直径之差与长度之比C=(D-d)/ L锥度一般采用分数的形式书写,如1:10或1/10。
三、锥度测量方法1、比较法(相对测量法):用定角度量具与被测角度相比较,用光隙法或涂色法估计出被测角度的偏差。
2、绝对测量法(直接测量法):直接从角度计量器具上读出被测角度。
通过图样找到圆锥的结构参数牢记圆锥计算公式,熟悉锥度的表示方法观看老师用定角度量具测量简单平面零件的圆锥偏差自己使用量具测量使学生掌握圆锥的结构参数,并牢记计算公式使学生掌握比较法测量圆锥偏差的方法3、间接测量法:测量与被测角度有关的尺寸,然后通过几何关系计算出被测角度tgα/2=(M-m)/2h4、万能角度尺使用方法(1)测量0°-50°之间角度(2)测量50°-140°之间角度(3) 测量140°-230°之间角度(4) 测量230°-320°之间角度了解间接测量法观看老师使用万能角度尺测量4种角度的操作方法,自己进行相应的4种角度测量使学生简单了解间接测量法的测量方法使学生掌握万能角度尺的测量方法小结巩固练习圆锥的定义及术语、圆锥的测量方法课后作业教后记第一章总则第1条目的为维护企业的劳动纪律和各项制度,明确奖惩的依据、标准、权限及程序,形成良好的奖惩机制,保障企业各项工作的正常进行,特制定本制度。
第2条适用范围企业全体在职员工。
第3条奖惩原则1.有依据原则:以企业的各项规章制度、员工的岗位描述及工作目标等为奖惩实施的依据,才能做到有功必赏、有错必纠,赏罚分明。
实验二、圆锥锥度的测量
一、实验目的
1. 加深对测量技术中常用术语及测量误差的认识和理解。
2、熟悉万能工具显微镜的测量原理及结构特点,进一步掌握其使用方法。
二、实验设备: 万能工具显微镜:
使用附件:物镜、测角目镜、顶针架 三、测量原理:影像法测量圆锥的锥度。
四、实验步骤
1、按 规定调整好可变光阑,当测量锥体的不同位置时,应按测量点的直径值相应改变光阑大小;
2、利用调焦杆进行调焦;
3、换上被测件,用米字线瞄准一母线的一端Ⅰ,并作读数(X Ⅰ,Y Ⅰ)或置零;再移动两滑台,同样对同一母线的另一端Ⅱ进行瞄准和读数(X Ⅱ,Y Ⅱ)
4、锥度:
2tan
2|
|
2
Y Y C X X α
II I
II I -==-
为消除由于工件轴线不平行于X 滑台运动方向而产生的测量误差,可用同样方法在另一母线进行并计算其锥度,求前后母线的锥度的平均值作为测量结果。
5 、依此类推,测量五个位置的锥度,求其平均值作为最终的测量结果。