高速铣削薄壁件的工件装夹方法
- 格式:pdf
- 大小:841.90 KB
- 文档页数:3
会 有 问题
其
一
,
工
件毛坯侧面高度不
,
的装夹 方 法
,
用 永 磁 铁 通 过 磁 力吸 附 作
薄壁 结构件 的装 夹
在 实验 室工 作实践 中 用压板
,
,
足
、
没 有铣 削工 艺 槽 的 余地
,
只能用压
,
用 将 此 类 薄 板 件压 紧在 导 磁 的工 作 台 面
上
”】
,
。
板 直接压 住上 表面
容易留下 压 痕
一
,
还 有 夹 紧力的 大 小
压 板 数 量 应 当适 中
,
。
作 为 当今 世 界 先 进 制 造 技 术 之
合于 加工 薄壁件
。
,
很适
,
般地 说
,
,
作用点
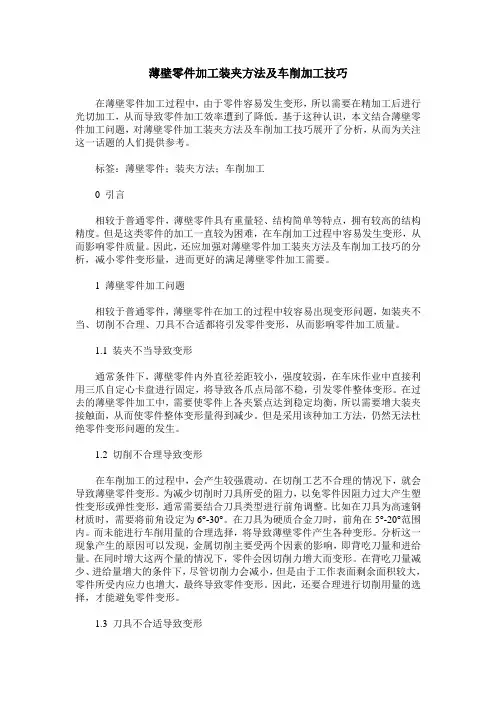
▲ 图 1 通 用压 板 装夹三 连 波导薄壁件
2
为控 制加工 变形
除
分布 位置 需 要 均 匀错 开
小些
。
夹 紧力尽 可 能
.
磁铁吸附
.
进行工
,
使用方便
。
,
可 减少 装夹 辅
,
吸 附 型真 空 泵利 用 各种物理 表面 或
司 改 变 泵 内容 积 空 1 出泵外
,
压 缩 其 中的 气 体 排
。
图3 所示铝合金薄壁件上 有12 条直
并阻 止 外界气体倒流 回 泵 内
槽
,
槽壁和槽底厚度均为
.
,
毛坯
真空 吸 盘 夹 紧力分布均 匀 致
,
、
大小
一
通 过 不 断 抽 吸 与 泵 相 连 的 密 闭 空 间 内的
原始厚度 10 2
5
a r
m
,
高速 铣 削加 工 时
没 有机械夹 紧件
,
,
不 会造 成工 件局
”’
。
气 体 并 排 出泵 外
[6 ]
,
可 以很 快地 获 得真空
采 用 了 通 用 压 板 和 磁 铁 吸 附 结 合的装夹
部 变形
不 影 响 工 件 表面 质 量
,
它不 需
方法
。
起先
,
在毛坯 四 周 每边 铣 出两个
,
要 装夹辅具 助时间
87
模具工 程
~ M O U L D & D IE P R O J E C T 2 0 0 8 :
期 ( 总第
期
模 具 制 造 技术 ~
图2 通 用 压 板 装夹造成毛坯 拱起变形
I
维普资讯
一
一
鳃 晨
。
.
、
领 域
。
最
的真空度高
,
抽吸 效 率高
。
,
达 到 同样 真
可 供 大 家 参考
。
的工 件装夹 方 法
The
嬲
w o r
k p ie
c e
in
s
t a ll a n d n ip
m e
t h o d o f h ig h s p e
e
d
c u
t
s
t h in
w a
口 李 沪 曾 纪 多斌
: [摘 要 】 介 绍 了 实验 室 高速 铣 削 薄壁 结 构 件 的 工 件 装 夹 方 法
艺优化外
。
,
还 需要合理 选择工 件
一
如 果 需 要 加 工 厚 度 为 1 co
、
m
左右的
装夹方法
讨
。
本文下 面 就这
主 题 进 行探
如果薄壁件的长
近
,
宽尺 寸 大且 接
有 色金 属 薄 板 件
,
通 用 压 板 和 电磁 工 作
,
而厚 度很小 时
。
,
采 用通 用 压 板装夹
台装夹都无 法采 用
不 妨考 虑磁 铁 吸 附
。
特
该 方 法 广 泛 应 用 于 电子 元 器 件 领域 解决 刚性 低
、
尝试 采 用通
别 是 当工 件 材 料 较 软 时
此时压 板还 会
,
工
艺要 求苛刻 的轻小
。
、
磁 体 吸 附 和真空 吸 盘 等不 同方
,
妨碍走刀加工
。
其二
,
压 板 压 紧后
毛
超 薄有 色金 属 零 件 的 装 夹 问 题
法装夹薄壁 件
,
拱起 高 度
初
,
它在 电
空度的时间短
按其基 本原 理
。
真空 泵
子 行 业 中获
可 分 为压 缩 型 和 吸 附 型 两 类
得 较 多 应
用 的薄板 件
。
最 常 见 的压 缩型 真空 泵 采 用 机 械工
,
而 后推
作原理
,
借 助机 构的循环 运 动 周期性地
,
广到汽车
业 中唑
1m
m
、
包装
、
木工
、
金 属 加工 等行
,
操 作方便
,
、
但 成本 高
,
需 要 考虑 经 济 性
。
[关 键 词 ] : 薄壁 件
,
装夹
通用压 板
磁铁吸 附
真空பைடு நூலகம் 盘
/ / 1十 I
—
/ r
J
二
一
.
航空航天
、
汽车
,
、
电子
相差不 算特别悬殊
2
a r m
,
,
最小壁厚为
…
。
电器 等 工 业 领 域
一
越 来越
工
件刚度不 很小
,
经过
—
多地 使 用 薄 壁 结 构 件 ( 以
都 取 得 良好 效 果
,
下面
坯 中 间 部 位 容 易 发 生 弹 性 变 形 而 如 图2
磁 铁 吸 附 装 夹 夹 紧力分布 均 匀 紧可 靠
,
,
夹
分别 展 开 讨 论
.
。
拱起 行
,
,
影 响加 工 精度甚至 加 工 的顺 利进
工
件 变形 小
。
一
,
般不 会在工 件
,
1 通 用压 板
加工
。
完成后 工
,
件难 免发生较大翘 曲
表面产生压痕
磁 铁形状简单
便于保
图 1 中三 连 波导 薄壁 件外 形 尺 寸 为
79 1
104
X
变形
可见
通 用压 板主 要 用于 厚度和
。
管
,
还 可 以组 合起 来 用 于 装 夹形 状复 杂
15 7
×
32
a r
m
,
长
、
宽与厚度尺 寸
第
6
刚度不 很 小 的薄 壁 件 装 夹
。
其中
,
通 用 压 板 简单
、
通用
、
价格低
,
,
但 适 合 装 夹厚 度 和 刚 度 不 很 小
的 薄壁 件
性广
、
,
容 易产 生 压 痕
、
。
磁 铁 本 身也 简 单
、
,
不过
一
般 仅 作 为 临 时替代 或 补 充 的 装 夹方 法
,
且使 用不
够方 便
。
真 空 夹 具 系统 适 用
装夹可 靠
工
件 变形 小
维普资讯
删
编者按
:
d 眦 蝴
er
№
lo 影
模具 制造技术
本 文 介 绍 了 在 实验 室 工 作 实践 中
,
,
通 过 采用 的通 用 压 板
,
磁 体 吸 附 和 真 空 吸 盘 3 种 装 夹 薄壁 件 的 不 同 方 法 并 分 析 比 较 其
,
各 种 方 法 优 劣之 处
。
作
。
果证 明装夹变形小
,
实用 方便
薄 壁 件 材 料切 除 率高 达 9 0 % 以 上 要努 力控 制 加 工 变形 和 提 高效率
械 加 工 提 出了 高 新 技 术 要 求
。
,
需
此处 的装 夹要 点 是 压 板 的数 量 和
,
对机
在机 床工 作台面 上 围绕毛坯 的作
用 点分布
一
高速 铣 削
,
分析比较和试验
在毛坯 两侧
m
、
下 简称薄壁 件 )
在保证 刚度
,
、
强度
、
a 面 沿 长 度 方 向铣 削高 1 0 r
深
抗 断 裂 能 力等 要 求 条 件 下
零部件重量
,
尽 可 能减轻
3r a
m
的工 艺通槽 后
,
从毛坯两侧
,
并减少 零 件总 数 和 装 配 工
用4 块 压板伸人工 艺通槽压 紧
结