焊点本构模型+参数
- 格式:doc
- 大小:263.00 KB
- 文档页数:9

较少的本构方程参数
在材料力学中,一些常见的本构方程包括线弹性模型、Hooke
模型和Neo-Hookean模型。
线弹性模型是一种简单的本构方程,只
需要一个参数,即杨氏模量,来描述材料的应力-应变关系。
Hooke
模型也是一种简单的本构方程,需要两个参数,杨氏模量和泊松比。
Neo-Hookean模型是一种用于描述高弹性材料行为的模型,通常需
要两个参数,即剪切模量和泊松比。
当本构方程的参数较少时,通常意味着模型的复杂度较低,更
容易进行实际应用和工程计算。
然而,较少的参数也可能意味着模
型对真实材料行为的描述能力较弱,无法捕捉到材料的复杂性。
因此,在选择本构方程时,需要权衡参数数量与模型的准确性和适用性。
总之,较少的本构方程参数可能会使模型更易于处理和分析,
但在描述复杂材料行为时可能存在局限性。
在工程实践中,需要根
据具体情况选择合适的本构方程,以确保模型能够准确描述材料的
力学性能。
IMC层厚度对焊接可靠性的影响摘要:随着工业技术的发展,微型电子封装器件在各个领域内发挥着举足轻重的作用。
考虑到铅对环境以及人类生活的恶劣影响,无铅焊料的使用已经成为趋势。
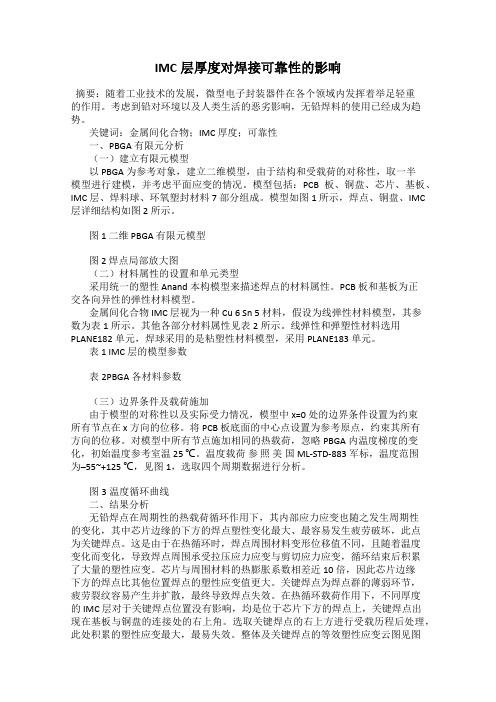
关键词:金属间化合物;IMC 厚度;可靠性一、PBGA 有限元分析(一)建立有限元模型以 PBGA 为参考对象,建立二维模型,由于结构和受载荷的对称性,取一半模型进行建模,并考虑平面应变的情况。
模型包括:PCB 板、铜盘、芯片、基板、IMC 层、焊料球、环氧塑封材料 7 部分组成。
模型如图 1 所示,焊点、铜盘、IMC 层详细结构如图 2 所示。
图 1 二维 PBGA 有限元模型图 2 焊点局部放大图(二)材料属性的设置和单元类型采用统一的塑性 Anand 本构模型来描述焊点的材料属性。
PCB 板和基板为正交各向异性的弹性材料模型。
金属间化合物 IMC 层视为一种 Cu 6 Sn 5 材料,假设为线弹性材料模型,其参数为表1 所示。
其他各部分材料属性见表 2所示。
线弹性和弹塑性材料选用PLANE182 单元,焊球采用的是粘塑性材料模型,采用 PLANE183 单元。
表 1 IMC 层的模型参数表2PBGA 各材料参数(三)边界条件及载荷施加由于模型的对称性以及实际受力情况,模型中x=0 处的边界条件设置为约束所有节点在 x 方向的位移。
将 PCB 板底面的中心点设置为参考原点,约束其所有方向的位移。
对模型中所有节点施加相同的热载荷,忽略 PBGA 内温度梯度的变化,初始温度参考室温 25 ℃。
温度载荷参照美国 ML-STD-883 军标,温度范围为–55~+125 ℃,见图1,选取四个周期数据进行分析。
图3温度循环曲线二、结果分析无铅焊点在周期性的热载荷循环作用下,其内部应力应变也随之发生周期性的变化,其中芯片边缘的下方的焊点塑性变化最大、最容易发生疲劳破坏,此点为关键焊点。
这是由于在热循环时,焊点周围材料变形位移值不同,且随着温度变化而变化,导致焊点周围承受拉压应力应变与剪切应力应变,循环结束后积累了大量的塑性应变。

Anand本构方程在焊点可靠性研究中的应用王旭艳;徐仁春;刘刚【摘要】焊点可靠性直接决定了电子产品的使用寿命.因此,在微电子领域,对焊点可靠性提出了更高的要求.有限元模拟技术是研究焊点可靠性的重要手段.综合评述了一种统一了蠕变和塑性变形的非线性本构方程-Anand本构模型;概述了其发展演变过程及研究现状;介绍了该本构方程中9个参数的计算规则,并进一步分析了目前国内外对于本构方程参数的确定以及进一步的改进情况.在焊点可靠性研究方面,评论了该模型在无铅QFP、BGA焊点应力-应变分析及焊点疲劳寿命预测方面的应用,为焊点可靠性的研究提供了理论指导.同时,为了更好的研究无铅焊点的可靠性,对该模型的构建及修正提出了新的需求.%Service life of the electronics is decided by the reliability of solder joint .therefore,higher reliability of the solder joint is required in the field of micro-electronics.Finite Element Modeling technology is an important method to study the reliability of solder joint.Anand constitutive model which is a nonlinear equation unified with creep and plastic deformation was reviewed systematically in the text.Evolution,study status and the calculation of nine constants of this constitutive equation were introduced,and the determination of parameters and modification of the constitutive equation at home and abroad were analysed.In aspect of study of solder joint reliability .applying of the constitutive model to stress-strain analysis and fatigue life of QFP and BCA solder joint was discussed,which can provide the theory guide for practical applications.Meanwhile,new requirement for building andamending the constitutive model was proposed to study the reliability of solder joint better.【期刊名称】《电焊机》【年(卷),期】2012(042)012【总页数】4页(P66-69)【关键词】Anand本构模型;蠕变;微电子焊接;焊点可靠性【作者】王旭艳;徐仁春;刘刚【作者单位】南京电子技术研究所,江苏南京210039;南京汽车集团有限公司,江苏南京210061;南京电子技术研究所,江苏南京210039【正文语种】中文【中图分类】TG453+.90 前言在微电子工业中,随着手机、笔记本电脑等便携式电子产品的微型化需求,促进了电子元器件也向微型化、高密度方向转化,导致焊点的尺寸也越来越小。

2021年第2期2021No.2汽车工艺与材料Automobile Technology &Material铝合金点焊接头疲劳性能研究及寿命分析寇宏滨王得天(泛亚汽车技术中心有限公司,上海201208)摘要:为了支持多环形纹路表面电极帽式铝合金点焊接头在车辆正向开发中的设计应用,设计并开展了一系列的铝合金点焊接头疲劳试验研究和疲劳寿命预测方法研究。
过程中获得了点焊接头的载荷-寿命对应关系,总结了铝合金点焊接头疲劳强度受载荷方向、母材强度及厚度等因素影响的普遍规律,分析了铝合金点焊接头的疲劳失效破坏模式,并提出了评价铝合金点焊接头疲劳寿命的S -N 曲线,可以有效指导铝合金点焊接头的抗疲劳设计开发工作。
关键词:铝合金点焊接头疲劳强度疲劳寿命预测中图分类号:TG405;U465.1文献标识码:BDOI:10.19710/ki.1003-8817.20200197Fatigue Performance Study &Life Analysis of Aluminum Alloy SpotWelded JointKou Hongbin,Wang Detian(Pan Asia Technical Automotive Center Co.,Ltd.,Shanghai 201208)Abstract :A series of physical durability tests and fatigue life prediction method studies are carried out,tosupport the design application of aluminum alloy spot-welded joint featuring multi-annular surface electrode cap in vehicle forward development.the corresponding relationship between load and fatigue life of spot welded joint is studied and abtained,the general rules are summarized to show the effect of base metal strength,base metal thickness and load direction on the fatigue strength of aluminum alloy spot-welded joint,the fatigue failure mode is analyzed.The S/N curves for evaluating the fatigue life of spot-welded joints are proposed,which can effectively guide the anti-fatigue design development of aluminum alloy spot-welded joint.Key words:Aluminum alloy spot weld,Fatigue strength,Fatigue life prediction作者简介:寇宏滨(1980—),男,高级工程师,硕士学位,研究方向为车辆疲劳强度,轿车底盘、门盖外饰等子系统结构优化设计。

弹性力学的材料本构模型与参数计算弹性力学是力学的一个重要分支,研究物体在外力作用下的变形和回复的规律。
材料本构模型是描述物体应力和应变之间关系的数学表达形式,参数计算则是确定材料本构模型中所需要的参数数值。
1. 弹性力学基础弹性力学研究材料在小应变条件下的力学行为,假设物体在去除外力后能完全恢复到初始状态。
基于胡克定律,弹性力学将应力与应变关系表达为:σ = Eε其中,σ为应力,E为弹性模量,ε为应变。
2. 材料本构模型材料的本构模型是将材料的应力-应变关系表示为数学公式的抽象模型。
常用的材料本构模型包括线弹性模型、非线性弹性模型和粘弹性模型。
2.1 线弹性模型线弹性模型假设应力和应变之间的关系是线性的,最常用的线弹性模型是胡克弹性模型。
胡克弹性模型的应力-应变关系为:σ = Eε2.2 非线性弹性模型非线性弹性模型考虑了材料在大应变条件下的非线性响应。
常见的非线性弹性模型包括各向同性的本构模型(如拉梅尔模型和奥格登模型)和各向异性的本构模型(如沃纳模型和哈代模型)。
2.3 粘弹性模型粘弹性模型结合了弹性性质和粘性性质,能够描述材料在长时间作用下的变形行为。
常见的粘弹性模型有弹簧-阻尼器模型、弹性-塑性-粘性模型等。
3. 参数计算确定材料本构模型所需要的参数是理解材料行为的重要步骤。
常见的参数计算方法包括实验测量和理论推导。
3.1 实验测量通过实验测量可以得到材料的应力-应变曲线,从而确定本构模型的参数。
常见的实验方法包括拉伸试验、剪切试验和压缩试验。
3.2 理论推导根据材料的微观结构和特性,可以通过理论推导得到本构模型的参数。
例如,线弹性模型的参数可以通过弹性模量E的测量计算得到。
4. 应用举例材料本构模型和参数计算在工程设计和材料研究中具有重要应用。
例如,在航空航天领域,材料本构模型和参数计算可以用于飞机结构的强度分析和损伤评估。
总结:弹性力学的材料本构模型是描述物体应力和应变之间关系的数学表达形式,常见的模型包括线弹性模型、非线性弹性模型和粘弹性模型。
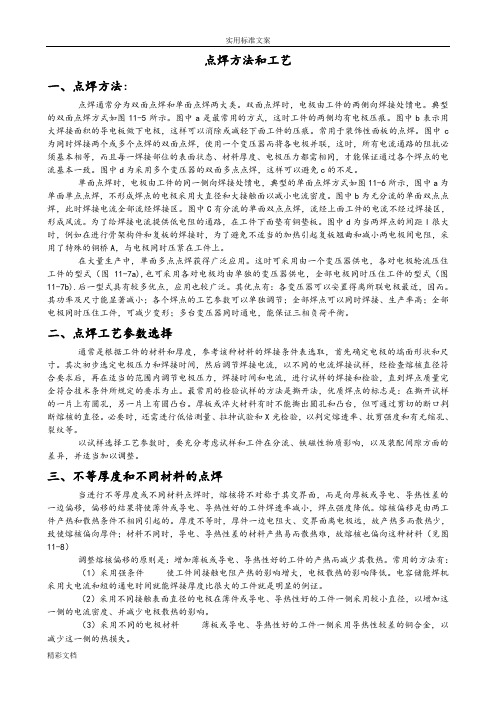
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
第38卷第10期焊接学报8938 N o. 10 2 0 17年 10 月TRANSACTIONS OF THE CHINAWELDINGINSTITUTION O ctober 2017极限温度下CBGA焊点热冲击疲劳寿命预测田茹玉\王晨曦\田艳红\赵利有2(1.哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨150001;2.上海航空航天技术研究院,上海201109)摘要:深空探测的环境多为极低温大温变环境,研究电子器件在此极限条件下的可靠性具有重要意义.采用多 线性等向强化(M I SO)本构模型描述S n63Pb37 P S n96. 5Ag3.0C u0. 5 (SAC305)焊料的力学本构行为,分析陶瓷球 栅阵列(ce ramic b all g rid array,CBGA)焊点阵列在极限温度(-180 ~+150 j)热冲击载荷下的应力应变分布情 况,最后根据基于能量的D a r e u x疲劳模型预测CBGA焊点的热冲击疲劳寿命.结果表明,局部热失配导致应力最 大点出现在边角焊点陶瓷载体一侧的焊盘与钎料界面,极限温度热冲击载荷下焊点的疲劳寿命远低于标准温度循 环载荷下的疲劳寿命.关键词:陶瓷球栅阵列;极限温度;热冲击;疲劳寿命;有限元中图分类号:TG405 文献标识码:A doi:10.12073/j.hixb.201512080050序 言航天技术水平是国家综合实力的重要体现,月球、火星等深空探测是近年来全球航天技术的热点 领域.电子设备是深空探测器的重要组成部分.焊 点在电子系统中起着机械支撑、电气连接和信号通 道的作用.大量研究和应用实例表明,互连焊点是 电子系统中最脆弱的部位,电子系统的失效多由互 连焊点的失效引起,其中,温度因可以改变焊点内应 力和微观组织,是焊点失效最重要的影响因素之一.深空探测环境多为极低温大温变环境[1],例如 月球(-180 S+150 j),火星(-140 ~+20j),木卫二(-188 143 °C)等.为保证电子产品在极端环境中的可靠运行,目前一般都采用热保护方 式来维持电子器件的环境温度.但是一些舱外设备,如太阳翼上电池片互连焊点,由于难以采用热控 措施,将直接暴露在极端温度环境下.极低温、大温 变的工作环境中,电子产品封装材料之间的热膨胀 系数不匹配,将在焊点内部产生热应力,从而导致焊 点中裂纹的萌生和扩展,最终失效.因此,有必要对 典型器件焊点在极低温、大温变条件下的可靠性进 行研究.目前对于电子器件可靠性的研究主要集中在 -40 ~+125j,-55 ~+125j及 0 ~+150j等 标准温度范围之内[2-3].从2000年开始,N A S A以收稿日期:2015 -12-08基金项目:上海航天科技创新基金资助项目(SAST201465)及欧盟宇航局等机构与一些高校以及研究所采用的 加速寿命试验的方法就-185 ~+125 j极低温大 温变环境下B G A,QFP,C G A等典型器件焊点可靠性 开展了一系列研究工作[4_5].Ramesh a m等人[4]研 究了 CCGA717 器件 Sn63Pb37 焊点在-185 ~+12 j极限温度热循环条件下的可靠性,发现经历664 周循环时,63.2%的菊花链发生失效.采用试验手段 研究焊点可靠性需要耗费大量的人力物力,而数值模 拟能有效分析焊点的应力应变,短时间内预测电子器 件的寿命,被广泛应用于焊点热疲劳行为的研究.文中借助有限元分析软件,通过采用多线性等 向强化(MISO)本构模型描述焊点的力学本构行为,研究典型C B G A焊点在极限温度(-180 ~+150 j)热冲击条件下的应力应变分布,并基于Darveaux 能量模型预测焊点的疲劳寿命.1有限元模型的建立!1C B G A有限元模型及网格划分选用T opline公司标准封装尺寸的16 X16封装 阵列的C B G A作为模拟对象.为了忽略器件本身内 部结构对文中计算结果的影响,将器件模型简化为 陶瓷载体、焊球阵列、铜焊盘以及P C B基板五层结 构.器件结构尺寸见表1.为简化问题的求解,在建 立C B G A模型时做出以下假设:(1)整个结构中除 了钎料定义为多线性等向强化材料,其它材料均设 定为线性材料;(2)假定模型各个部分温度始终相 同,忽略热传导和热对流所带来的影响;(3)焊球为94焊接学报第38卷顶球体,焊接界面接触良好,焊点致密,无空穴、气 孔等缺陷.表1 CBGA 器件结构尺寸Table 1 Geometry of CBGAmodel类尺寸3/m m类尺寸3/m m焊盘上侧厚度0.05焊盘下侧厚度0.05上焊盘直径0.60下焊盘直径0.60焊球间距 1.27球径0.75A 6M 基板厚度1.80A 6M陶瓷外形尺寸21 X 21P C B 基板厚度2.00P C B 基板外形尺寸55 x 55文中重点研究焊点的应力应变行为与疲劳寿 命,故划分 时焊点的 划分较细.在热冲击过程中由同的系数,导致边角处的热应力最大,最失效[2].此边角处三个焊点的 划分最细,其余分 .模型具有结构和约束的对称性,为节省计算时间,采用1/8对 称模型.网格划分后的模型如图1所示.图1 CBGA 封装模型的网格划分Fig . 1 FEM model of CBGA package19温度加载与材料参数选择为了研究极 、大 条件下器件焊点的可靠性,将模型的热冲设定为-180〜+ 150j, 时为5t ,中峰值内各保900 S,为 1 810 t 热冲图2所示.图2热冲击温度曲线Fig . 2 Temperature curve of thermal shock 文中主要研究-180〜+ 150 j 热冲击下焊点 的可靠性,目有适用此低温的Anand参数.MIS 0模型使用化的应力-应 ,用多线性来表示Von M is e T ,适用于大应变分析.因此,采用MIS 0. 模型描述钎的力学行为,适用基的相关塑性.模拟过程中输入的应力应 用拉伸试验得到的结果(图3).模型中各相关材料的参数如表2所示[6].图3不同温度下钎料拉伸应力-应变曲线Fig . 3 Tensile stress - strain curves of solders at different temperatures采用A N S Y S 有限 件,利用MIS 0模焊点疲劳寿命.锡基钎料的单元类型为S 9d 185,型,分析极限冲击下焊点的应力应变行为,分用S 9d45.第10期田茹玉,等:极限温度下CBGA焊点热冲击疲劳寿命预测95表2模型中材料性能参数Table2 Properties of materials in FEM model材料弹性模量.M P a热膨胀系数$/(10-6K-1)泊松比MSn63P b3775 842 -152T( K)24.50.35 S A C30586748-176T( K)250.35铜焊盘128 93213.8+9.4x10-3T0.34陶瓷82 00070.26PC B 27 924-37T(A B)12 204-16 T(Z)16 (XY)84 (Z)0. 11(X Y)0. 39 ( YZ&XZ)2计算结果与分析29C B G A关键焊点位置图4和图5为-180〜+150°C热冲击载荷下,第九冲击中S n63P b37焊点的应力和应图.可以,B G A器件中应力、应最大的位置均距离器件中心最远(角"的焊点上,S A C305焊点的应力及应有类似结果,这是由于此失最严重.可见在热冲击条件下,边角最外侧焊点处最易由于应力应大而萌生裂纹,导致器件失效,是C B G A焊点阵列的关键焊点(最危险焊点)•图4 -180 X保温后Sn63Pb37焊点应力分布Fig.4 Stress distribution of Sn63Pb37 solder joints after dwelling at -180 X图5 +150 X保温后Sn63Pb37焊点应变分布Fig.5 Strain distribution of Sn63Pb37 solder roints after dwelling at +150 X 29C B G A关键焊点应力结果分析最大应力应在边角最外侧焊点,所以选取关键焊点进行应力分析.图6为第冲击过程中关键焊点的应力云图,极限(+ 150C"开始和极限(-180C"保温开始最大应力在S n63P b37焊t 面的左上角,即陶瓷载体一侧焊盘与界面,S A C305关键焊点的应力分布基本相同.研究表明,热循下速,允系统达到均匀,失由整体热失成,因此循环下C B-G A器件焊点的失一般基板一侧焊盘与界面;热冲的速,失由局失成的,失在陶瓷载体一侧焊盘与界面上[&].图6第十个温度冲击中边角焊点应力分布Fig.6 Stress distribution of the corner during the 10th temperature shock取S n63P b37和S A C305焊点应力最大节点,即 105节点进行应力分析,应力冲击的变化如图7所示.发现无论是S n63P b37还是S A C305,应力冲性变化.极限保温,应力$降,焊点内部应力急增大,升时,相.:由降低,与铜焊盘的系数失增大,钎96焊接学报第38卷的弹性模量 大,温度降至极限-180°C V应力值最高,Sn63Pb37焊点的最大应力值为142 MPa,SAC305 达到 166 MPa.Sn63Pb37 和 SAC305 焊点分别在经过第六和第 ,应力趋 .此夕卜,对比两条应力 ,SAC305焊点的应力略 同条件下Sn63Pb37焊点的应力值,这是由 SAC305 的性模量Sn63Pb37 ,而两者的 系数相 大,故近似的应变产生的应力也更高.由分析可 冲 下最大应力 角最外侧焊点的上侧焊盘与 交界处,因此焊点的最 点,可用于焊点寿命 .图7 CBGA器件焊点105号节点的应力曲线Fig.7 Stress curves of105th node in CBGA package2.3寿命预测结果分析采用基于能量的Darveaux模型计算焊点在每循 的裂纹萌生和裂纹扩展率,在此基上 焊点的疲劳寿命.Darveaux模型中关于裂纹产生和裂纹扩展的 式[8]为1=X (A?ae)X2(1)d adN=X3(A?ae)X4(2)1 :a=0+d a/d1(3)N%'A?A?ae= :11(4)式中(1为焊点中裂纹萌生时经历的周期数;1为焊 点的 疲劳失效寿命,即失效率为63. 2%时经历的数;#为断裂 ,在里取焊球和铜焊盘的连接直径;d#/d1为裂纹扩展速率;表示体积为R的第: 的塑性应 ;A?ae为两循环的累计 性应 ;X,X,X和X为裂纹扩展常数.分别提取Sn63Pb37和SAC305最边角焊点的 A?a V e,Darveaux寿命预测公式,可分别得到Sn63Pb37 和 SAC305 焊点在-180 〜+ 150 C热冲击下的疲劳寿命预测结果,见表3.表3焊点疲劳寿命预测结果Table3 Fatigue life of solder joints裂纹萌生时的循环数特征疲劳失效寿命焊占1(周)1(周)S n63P b37 77 207S A C305 163 373从表3中可以看出,SAC305焊点裂纹萌生时的 循 次和 疲劳寿命都略 同条件下的Sn63Pb37焊点,说明SAC305器件焊点相比Sn63Pb37焊点具有更高的可靠性;文[9]显示C B G A在-55〜125 C循环下的疲劳寿命在1 142〜2 320周次之间,极限 冲击下焊点的疲劳寿命远 此,由速的 冲击导致焊点发生 形,内应力大量 ,不太可生蠕变,而极限 冲击的大范 化导致黏塑性功增大[10],此焊点的疲劳寿命大幅度降.3结论(1)极限温度(-180〜+150 C"热冲击载荷 下,C B G A器件关键焊点 角最外侧焊点处;较的速率导致 失配,因此应力最大值 在边角焊点陶瓷载体一侧焊盘与界面.第10期田茹玉,等:极限温度下CBGA焊点热冲击疲劳寿命预测97(2)焊点内部应力随温度载荷呈周期性变化; 温度降低时,热膨胀失配度增大,且钎料低温时弹性模量相对较高,导致焊点应力急剧增大;温度升高时,正好相反;保温阶段,应力水平保持不变.(3)S A C305焊点的应力总是略高于相同温度载荷条件下的S n63P>37焊点.(4)基于D a r v e a u x模型,对C B G A焊点的疲劳寿命进行预测,发现S n63P>37和S A C305两个焊点在_1"0~+150°C热冲击载荷下的特征疲劳寿命分别为207周和373周,远低于-55~125°C温度循环下的疲劳寿命,为评定C B G A焊点在极低温大温变条件下的可靠性提供了理论依据.参考文献:& 1'R a h i m M K,S u h lin g J C , Jaeger R C , et al.R e lia b ility o f f lipc h ip assem blies subjected to extreme lo w te m p e ra tu re s&C] )T h eT e n th In te rs o c ie ty C onference on T h e rm a l and T h e rm o m e ch a n ica lP henom ena in E le c tro n ic s S ystem s,I E E E,2006:1379 -1389.[2]韦何耕,黄春跃,梁颖,等.热循环加载条件下P B G A叠层无铅焊点可靠性分析[J].焊接学报,2013, 34(10":91 -94.W e i H e g e n g,H u a n g C h u n y u e,L ia n g Y in g,et al.R e lia b ility analysis o f p la s tic b a ll g rid a rra y d o u ble -bu m p lead - free solderjo in t u n d e r th e rm a l c y c le[ J]. T ransactio ns o f th e C h in a W e ld in gIn s titu tio n,2013,34(10):91 -94.[3]叶焕,薛松柏,张亮,等.C S P器件无铅焊点可靠性的有限元分析[J].焊接学报,2009, 30(11":93 -96.Y e H u a n,X u e S o n g b a i,Z ha ng L ia n g,et a l. F in ite elem e nt analysis on r e lia b ility o f lead - fre e soldered jo in ts fo r C S P d e v ic e[J].Transactio ns o f the C h in a W e ld in g In s titu tio n,2009,30(11):93-96.[4]R a m e s h a m R. R e lia b ility assessm ent o f ce ram ic c o lu m n g rid array(C C G A717)in te rc o n n e c t packages u n d e r extrem e tem peraturesfo r space a p p lic a tio n s( -185 C to + 125 C) & C]) Proceedings o f S P LE—the In te rn a tio n a l S o ciety fo r O p tics and P h o to n ic s,2010, 7592:75920F-1-16.[5]Ram esham R. R e lia b ility o f h ig h I/O h ig h d e n s ity C C G A in te rconn ect e le c tro n ic packages u n d e r extrem e th e rm a l enviro nm e nts& C]) P roceedings o f S P LE—the In te rn a tio n a l S o ciety fo r O pticsand P h o to n ic s,2012,8250:82500A - 1 -15.[6]田艳红,贺晓斌,杭春进•残余应力对混合组装B G A热循环可靠性影晌[J]•机械工程学报,2014, 50(2):86-91.T ia n Y a n h o n g,H e X ia o b in,H a n g C h u n jin. Infliae nce o f tlie h yb rid B G A re s id u a l stress a fte r re flo w on the th e rm a lc y c lin g re liab ilit y [ J].Jo u rn a l o f M ec h a n ic a l E n g in e e rin g,2014,50(2):86-91.[7]G h a ffa ria n R. A cce le ra te d th e rm a l c y c lin g and fa ilu re m echanism s fo r B G A and CSP a s e m b lie s & J ].Jo u rn a l o f E le c tro n icP a c k a g in g,2000, 122(4):335 -340.[8 ] D a rvea ux R. E ffe c t o f s im u la tio n m eth odology on so ld e r jo in tcra ck grow th co rre la tio n and fa tig u e life p re d ic tio n[ J]. Jo u rn a l o fE le c tro n ic P a c k a g in g,2002,124(3):147 -154.[9]G h a fa ria n R. C C G A p a c k a g e s fo r space a p p lic a tio n s[ J]. M ic roele ctro n ics R e lia b ilit y,2006,46(12):2006-2024.[10]C h aparala S C,Roggem an B D,P ita rre s i J M,et a l. E ffe c t o fgeom etry and tem p era ture cycle on the r e lia b ility o f W L C S P solderjo in ts[ J ].Com ponents and P a ckagin g T e c h n o lo g ie s,IE E ETransactio ns o n,2005,28(3):441-448.作者简介:田茹玉,女,1988年出生,博士研究生.主要从事电子 封装可靠性方面的研究•E m a il:tia n ru y u3@163.c o m通讯作者:田艳红,女,教授•E m a il:tia n y h@h it.e d u.c n。
点焊焊接参数及其相互关系1。
点焊焊接循环焊接循环(welding cycle),在电阻焊中是指完成一个焊点(缝)所包括的全部程序。
图19是一个较完整的复杂点焊焊接循环,由加压,…,休止等十个程序段组成,I、F、t中各参数均可独立调节,它可满足常用(含焊接性较差的)金属材料的点焊工艺要求.当将I、F、t中某些参数设为零时,该焊接循环将会被简化以适应某些特定材料的点焊要求。
当其中I1、I3、F pr、F fo、t2、t3、t4、t6、t7、t8均为零时,就得到由四个程序段组成的基本点焊焊接循环,该循环是目前应用最广的点焊循环,即所谓“加压-焊接-维持-休止"的四程序段点焊或电极压力不变的单脉冲点焊.2。
点焊焊接参数点焊焊接参数的选择,主要取决于金属材料的性质、板厚、结构形式及所用设备的特点(能提供的焊接电流波形和压力曲线),工频交流点焊在点焊中应用最为广泛且主要采用电极压力不变的单脉冲点焊。
(1)焊接电流I焊接时流经焊接回路的电流称为焊接电流,一般在数万安培(A)以内。
焊接电流是最主要的点焊参数。
调节焊接电流对接头力学性能的影响如图20所示。
AB段曲线呈陡峭段.由于焊接电流小使热源强度不足而不能形成熔核或熔核尺寸甚小,因此焊点拉剪载荷较低且很不稳定.BC段曲线平稳上升。
随着焊接电流的增加,内部热源发热量急剧增大(Q∝I2),熔核尺寸稳定增大,因而焊点拉剪载荷不断提高;临近C点区域,由于板间翘离限制了熔核直径的扩大和温度场进入准稳态,因而焊点拉剪载荷变化不大。
CD段由于电流过大使加热过于强烈,引起金属过热、喷溅、压痕过深等缺陷,接头性能反而降低。
图20还表明,焊件越厚BC段越陡峭,即焊接电流的变化对焊点拉剪载荷的影响越敏感.(2)焊接时间t 自焊接电流接通到停止的持续时间,称焊接通电时间,简称焊接时间。
点焊时t一般在数十周波(1周波=0。
02s)以内。
焊接时间对接头力学性能的影响与焊接电流相似(图21).但应注意二点:1) C点以后曲线并不立即下降,这是因为尽管熔核尺寸已达饱和,但塑性环还可有一定扩大,再加之热源加热速率较和缓,因而一般不会产生喷溅。
材料的本构模型材料的本构关系是指材料在承受外界环境作用(外力,温度,能量等)下材料所表现出来的应力和应变之间的关系。
20世纪80年代以来,随着电子封装技术和表面组装技术的发展,为了对SnPb 焊点进行失效分析和寿命预测,人们开始对SnPb钎料的材料模式和力学本构关系进行了较深入的研究。
对SnPb基钎料合金材料模式的描述,经历了从弹性、弹塑性到粘塑性的发展过程。
Shall和Lau采用弹性或弹塑性本构方程描述SnPb 钎料的力学行为,对SnPb焊点热循环条件下的应力应变过程进行了有限元分析。
Stone的研究表明,高温下蠕变变形是SnPb焊点失效的主要机制。
因此,由于弹性或弹塑性本构方程不能描述SnPb与时间相关的变形行为,采用这类本构方程描述SnPb钎料的力学行为与实验结果差异太大。
Kneeht首先提出了SnPb钎料与时间无关的塑性变形和与时间有关的蠕变变形分开描述的粘塑性本构方程,随后,Sarihan、Pao和Sauber等也采用类似的方程作为SnlPb钎料的本构方程。
这类本构方程的具体形式是:弹塑性变形采用Hooke定律和Osgoed-Ramberg 幂级型本构方程,稳态蠕变变形采用幂级蠕变规律或类似于Garofalo方程的双曲型蠕变规律。
统一粘塑性本构方程区别于传统塑性本构理论的主要特点是,考虑材料内部状态变化对变形的影响,导致在本构方程中引入内变量,并用准确的演化方程描述内变量。
目前,现代塑性理论已发展了多种形式的统一型粘塑性本构方程,其中重要的是:(l)Miller方程; (2) Bodner-Partom方程; (3)Anand方程金属材料在塑性变形过程中, 显微组织结构发生了很大的变化, 从而导致了变形条件对变形的影响难以准确地用理论研究的方法获得, 特别是在高温和高应变速率条件下, 建立热粘性材料的本构关系更是如此。
因此, 世界上各国学者都先借助于实验研究来获得应力—应变—应变速率—温度之间的各种数据, 再采用统计回归方法建立数学表达式, 然后根据实验结果对原本构关系加以修改以使其预测结果与实际更好地吻合。
材料的本构模型
材料的本构关系是指材料在承受外界环境作用(外力,温度,能量等)下材料所表现出来的应力和应变之间的关系。
20世纪80年代以来,随着电子封装技术和表面组装技术的发展,为了对SnPb 焊点进行失效分析和寿命预测,人们开始对SnPb钎料的材料模式和力学本构关系进行了较深入的研究。
对SnPb基钎料合金材料模式的描述,经历了从弹性、弹塑性到粘塑性的发展过程。
Shall和Lau采用弹性或弹塑性本构方程描述SnPb 钎料的力学行为,对SnPb焊点热循环条件下的应力应变过程进行了有限元分析。
Stone的研究表明,高温下蠕变变形是SnPb焊点失效的主要机制。
因此,由于弹性或弹塑性本构方程不能描述SnPb与时间相关的变形行为,采用这类本构方程描述SnPb钎料的力学行为与实验结果差异太大。
Kneeht首先提出了SnPb钎料与时间无关的塑性变形和与时间有关的蠕变变形分开描述的粘塑性本构方程,随后,Sarihan、Pao和Sauber等也采用类似的方程作为SnlPb钎料的本构方程。
这类本构方程的具体形式是:弹塑性变形采用Hooke定律和Osgoed-Ramberg 幂级型本构方程,稳态蠕变变形采用幂级蠕变规律或类似于Garofalo方程的双曲型蠕变规律。
统一粘塑性本构方程区别于传统塑性本构理论的主要特点是,考虑材料内部状态变化对变形的影响,导致在本构方程中引入内变量,并用准确的演化方程描述内变量。
目前,现代塑性理论已发展了多种形式的统一型粘塑性本构方程,其中重要的是:(l)Miller方程; (2) Bodner-Partom方程; (3)Anand方程
金属材料在塑性变形过程中, 显微组织结构发生了很大的变化, 从而导致了变形条件对变形的影响难以准确地用理论研究的方法获得, 特别是在高温和高应变速率条件下, 建立热粘性材料的本构关系更是如此。
因此, 世界上各国学者都先借助于实验研究来获得应力—应变—应变速率—温度之间的各种数据, 再采用统计回归方法建立数学表达式, 然后根据实验结果对原本构关系加以修改以使其预测结果与实际更好地吻合。
尽管如此, 由于实验条件的覆盖范围有限, 难免会影响到所建立本构关系的准确度。
所谓人工神经网络是模拟脑神经传递信息的方式而建立起来的一种人工智能方法, 它具有自学习、自组织、自适应和非线性动态处理等特征, 为解决非线性系统模拟和未知模型的预测提供了新的途径。
*《一种建立热粘塑性材料本构关系的新方法》
逐渐形成以现代统一塑性理论为基础的各种现代粘塑性统一本构模型,在这些模型中虽然存在差异,但是如下几点是共同的:
1.材料中任意一点的应变率均可视为弹性应变和非弹性应变之和;
2.材料的力学性质是由材料的两个基本内变量决定的,分别为描述等向硬化的应力K(DragStress)和描述运动硬化的应力(BaekStress)。
3.方程中摒弃了屈服准则,是无屈服面理论。
本篇博士论文的重要意义:发现了此前统一本构模型的缺欠在于忽略了材料
的弹性率相关性;在现代弹性粘塑性统一本构模型的基础上,引入粘弹性变形,建立了粘弹塑性统一本构模型;建立了新粘弹塑性统一本构理论框架。
它将以往的统一本构模型所描述的变形范围进行了扩大,使粘弹塑性统一本构模型能够涵盖的更广泛的材料变形,模拟的数值精度更高。
与时间无关的塑性形变 1pl ()n A εσ=
ε是与时间无关的塑性应变,σ是剪切应力,A 是强度系数, n 是强度硬化指数
蠕变
稳态蠕变最小蠕变律:
幂律方程 min exp()n d dt A H RT εσ=∆
A 为常数;n 为应力或幂律指数,纯金属4<n<6,合金2<n<4;ΔH 为普适气体常数;T 为温度;
指数方程 m i n e x p ()e x p ()d d t C H R T εβσ=∆ βσ为无量纲应力 双曲正弦律 m i n [s i n h ()]e x p ()
p d d t B H R
T εασ=∆ α与温度有关的参数,ασ无量纲应力,p 是双曲正弦指数
与时间有关的蠕变形变
n
n
p
exp exp
d
s
Q
d Q
A A
dt kT kT γσ
σ
⎛⎫⎛⎫
=-+-
⎪
⎪
⎝⎭
⎝⎭
Ⅰ
Ⅱ
ⅠⅡⅠⅡ
统一的粘塑性模型:包括与时间无关的塑性形变和与时间有关的蠕变形变机理的统一基本模型
粘塑性形变通常是考虑到应力/应变与时间变化有关的塑性形变行为,在ANSYS中属于非线性分析中的材料非线性
统一本构模型进行细分,可以分为有屈服面假设与没有屈服面假设的两类模型。
而无
屈服面假设的统一本构模型主要包括:MATMOD模型、J-C模型、Z-A模型、Anand模型和Bodner-Partom模型。
常数,T 是温度,h0是硬化/软化常数, a 是与硬化/软化相关的应变率敏感指数,符号S *表示给定温度和应变率时内部变量的饱和值,S *是系数,n 是指数。
粘塑性 Anand 模型有两个基本特征:⑴在应力空间没有明确的屈服面。
因此,在变形过程中,不需要加载/卸载准则,塑性变形在所有非零应力条件下产生。
⑵采用单一内部变量描述材料内部状态对塑性流动的阻抗。
内部变量(或称形变阻抗)用s 标记,具有应力量纲。
Anand 本构模型可以反映粘塑性材料与应变速度、温度相关的变形行为,以及应变率的历史效应、应变硬化和动态回复等特征。
A ,
B ,C
,n ,m 为五个材料常数,*ε
为无因次应变率,T 为绝对温度,m T 为熔点温度,r T 为相对温度,一般取试验中的最低温度。
J-C 模型主要是解决金属在高温高应变率大变形下的变形问题,最大的特点是采用乘积的形式来描述应
变,应变率,温度之间的关系。
0B 0,β0,β1,K ,n 均为材料常数,
ε
为应变率,T 为绝对温度。
等式两边对应
变求导,可得:
1n d Kn d σ
εε
-=,材料的硬化率与温度和应变率均无关,这也许是Z-A 模型最大的问题。
10内变量,Z 0,Z 1分别为Z 的初始值和饱和值,m 为材料常数。
B-P 模型利用各向同性硬化变量与方向硬化张量对材料的非弹性大变形进行描述。
在材料发生塑性流动的过程中,没有屈服面假设与加载卸载准则,较多的被应用于单轴拉伸或蠕变试验的模拟上。
(2):D 0—极限剪切应变速率; n —表征应变速率敏感性的材料常数; z —表征非弹性内部结构变化的内状态变量, z 1—z 的极限值; z i — 给定温度下z 的稳态值;m —
与硬化速率相关的材料常数; A , q — 材料常数。
弹塑性变形Ramberg-Osgood模型Garofalo–Arrhenius模型
塑性
黏弹性
黏塑性/蠕变。