冲压工艺与模具设计实例分析-------书籍讲课讲稿
- 格式:doc
- 大小:14.50 KB
- 文档页数:4
冲压成型工艺及模具设计课程教案/讲稿教师姓名:李奇涵学院(部、中心):机电工程学院教研室∕实验室:模具教研室2004 年8 月第一章绪论第一节模具在工业生产中的地位模具是大批量生产同形产品的工具,是工业生产的主要工艺装备。
采用模具生产零部件,具有生产效率高、质量好、成本低、节约能源和原材料等一系列优点,用模具生产制件所具备的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
已成为当代工业生产的重要手段和工艺发展方向。
现代经济的基础工业。
现代工业品的发展和技术水平的提高,很大程度上取决于模具工业的发展水平,因此模具工业对国民经济和社会发展将起越来越大的作用。
1989年3月国务院颁布的《关于当前产业政策要点的决定》中,把模具列为机械工业技术改造序列的第一位、生产和基本建设序列的第二位(仅次于大型发电设备及相应的输变电设备),确立模具工业在国民经济中的重要地位。
1997年以来,又相继把模具及其加工技术和设备列入了《当前国家重点鼓励发展的产业、产品和技术目录》和《鼓励外商投资产业目录》。
经国务院批准,从1997年到2000年,对80多家国有专业模具厂实行增值税返还70%的优惠政策,以扶植模具工业的发展。
所有这些,都充分体现了国务院和国家有关部门对发展模具工业的重视和支持。
目前全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业,从1997年开始,我国模具工业产值也超过了机床工业产值。
据统计,在家电、玩具等轻工行业,近90%的零件是综筷具生产的;在飞机、汽车、农机和无线电行业,这个比例也超过60%。
例如飞机制造业,某型战斗机模具使用量超过三万套,其中主机八千套、发动机二千套、辅机二万套。
从产值看,80年代以来,美、日等工业发达国家模具行业的产值已超过机床行业,并又有继续增长的趋势。
据国际生产技术协会预测,到2000年,产品尽件粗加工的75%、精加工的50%将由模具完成;金属、塑料、陶瓷、橡胶、建材等工业制品大部分将由模具完成,50%以上的金属板材、80%以上的塑料都特通过模具转化成制品。

(数控模具设计)冲压模具设计实例讲解第二节冲压工艺和模具设计实例壹、摩托车侧盖前支承冲压工艺设计二、微型汽车水泵叶轮冲压工艺和模具设计壹、摩托车侧盖前支承冲压工艺设计图12-1所示为摩托车侧盖前支承零件示意图,材料Q215钢,厚度1.5mm,年生产量5万件,要求编制该冲压工艺方案。
⒈零件及其冲压工艺性分析摩托车侧盖前支承零件是以2个mm的凸包定位且焊接组合在车架的电气元件支架上,腰圆孔用于侧盖的装配,故腰圆孔位置是该零件需要保证的重点。
另外,该零件属隐蔽件,被侧盖完全遮蔽,外观上要求不高,只需平整。
图12-1侧盖前支承零件示意图该零件端部四角为尖角,若采用落料工艺,则工艺性较差,根据该零件的装配使用情况,为了改善落料的工艺性,故将四角修改为圆角,取圆角半径为2mm。
此外零件的“腿”较长,若能有效地利用过弯曲和校正弯曲来控制回弹,则能够得到形状和尺寸比较准确的零件。
腰圆孔边至弯曲半径R中心的距离为2.5mm。
大于材料厚度(1.5mm),从而腰圆孔位于变形区之外,弯曲时不会引起孔变形,故该孔可在弯曲前冲出。
⒉确定工艺方案首先根据零件形状确定冲压工序类型和选择工序顺序。
冲压该零件需要的基本工序有剪切(或落料)、冲腰圆孔、壹次弯曲、二次弯曲和冲凸包。
其中弯曲决定了零件的总体形状和尺寸,因此选择合理的弯曲方法十分重要。
(1)弯曲变形的方法及比较该零件弯曲变形的方法可采用如图12-2所示中的任何壹种。
第壹种方法(图12-2a)为壹次成形,其优点是用壹副模具成形,能够提高生产率,减少所需设备和操作人员。
缺点是毛坯的整个面积几乎都参和激烈的变形,零件表面擦伤严重,且擦伤面积大,零件形状和尺寸都不精确,弯曲处变薄严重,这些缺陷将随零件“腿”长的增加和“腿”长的减小而愈加明显。
第二种方法(图12-2b)是先用壹副模具弯曲端部俩角,然后在另壹副模具上弯曲中间俩角。
这显然比第壹种方法弯曲变形的激烈程度缓和的多,但回弹现象难以控制,且增加了模具、设备和操作人员。
目录前言第一篇设计实例分析第一章冲裁模具一、挂钩二、焊片三、簧片四、卡垫五、一字、山字形铁心片六、山字形铁心片(一)七、山字形铁心片(二)八、山字形铁心片双复合冲裁九、电动机用定子、转子十、定子、转子片连续冲裁十一、定子、转子自动叠装级进模十二、步进电动机定子、转子双回转叠片级进模十三、撬板冲裁十四、印刷线路板冲孔模十五、风罩冲侧孑L十六、冲侧孑L模具结构设计分析十七、斜楔式机构冲侧孔的设计分析十八、矩形拉深件切边十九、矩形拉深件切边方案的设计?治?br> 二十、有凸缘拉深件的切边模设计分析二十一、大型覆盖件切边模设计分析二十二、连接片少废料连续冲裁模二十三、垫圈硬质合金连续冲裁模二十四、引线框连续冲裁模设计分析二十五、限位凸轮精冲模设计分析二十六、角钢切断、切口模设计分析二十七、槽钢切断、冲孔模设计分析二十八、棒料切断模的设计分析二十九、管材冲裁模设计分析第二章弯曲模具一、V形、U形零件弯曲工艺设计分析二、圆角处整形弯曲模三、翻转模块式精密弯曲模设计四、簧片弯曲模五、大圓角半径零件的弯曲六、扭弯成形工艺设计分析七、摆动夹卷圆工艺设计分析八、铰链卷圆成形工艺设计分析九、转轴式弯曲模设计分析十、斜楔式弯曲成形模设计分析十一、摆动块弯曲模设计分析十二、出形类弯曲件冲压工艺设计分析十三、把手弯曲校正模的设计分析十四、框形件切断弯曲模设计分析十五、型材弯曲工艺设计分析十六、方管弯曲的设计分析十七、圆管弯曲的设计分析十八、连续弯曲模设计分析十九、小连接板硬质合金连续弯曲模设计分析二十、侧弯支座连续弯曲多工位级进模二十一、电器插座连续弯曲多工位级进模设计二十二、导电片连续弯曲多工位级进模设计二十三、铰链支座多工位级进模设计二十四、冰箱下横条连续弯曲用集成式模具设计二十五、顶棚骨架成形模具设计第三章拉深模具一、旋转体拉深件毛坯直径计算分析二、圆筒形拉深件工艺设计分析三、有凸缘圆筒形件——套筒拉深工艺设计四、电动机端盖拉深工艺设计分析(一)五、外壳拉深工艺设计分析六、电动机端盖拉深工艺设计分析(二)七、电动机壳体拉深工艺设计分析八、开关按钮零件拉深工艺设计分析九、双层凸边零件成形工艺的设计分析十、盖圈的拉深成形十一、半球形零件的拉深工艺设计分析十二、空心球的成形工艺十三、球形零件拉深成形工艺设计分析十四、圆锥形件拉深工艺设计分析十五、深锥形件拉深工艺设计分析十六、表罩零件拉深工艺的设计分析十七、双槽零件的拉深十八、不锈钢传动座拉深工艺设计分析十九、三角锥形件拉深成形工艺二十、方盒拉深工艺设计分析二十一、外壳零件的拉深工艺设计分析二十二、箱盖零件拉深工艺设计分析二十三、阶梯罩拉深工艺设计二十四、曲线零件罩的拉深工艺设计第四章连续拉深模具一、弹簧导套连续拉深设计二、压扣冲切连续拉深设计三、宽凸缘筒形件连续拉深设计四、连接片连续拉深工艺设计五、电池钢壳自动送料连续拉深工艺设计六、环形撕拉盖多工位连续模设计第五章大型覆盖件拉深成形一、发动机油底壳拉深成形工艺设计二、侧围外板拉深工艺设计分析三、车顶盖拉深工艺设计分析四、车门外板拉深成形工艺设计五、前翼子板工艺分析和整形翻边模具设计六、汽车地板成形工艺设计七、汽车覆盖件包合模设计分析八、机罩上壳铋基合金拉深成形模设计分析第六章冷挤模具一、外罩冷挤工艺和模具设计分析二、打火机壳冷挤压工艺设计三、铆管冷挤压工艺和模具设计四、纯铜接线柱的冷挤压工艺设计五、夹头冷挤压工艺设计分析六、轴碗冷挤压工艺和模具设计七、活塞销冷挤压工艺设计分析八、轴承内圈冷挤压工艺设计九、不锈钢外壳温热挤压工艺设计分析第七章成形模具一、护网成形工艺设计分析二、龟甲网连续成形工艺和模具设计三、曲面波纹板成形工艺设计四、百叶窗切口成形工艺和模具设计五、管接头胀形工艺分析六、刚性凸模胀形的设计分析七、三通管接头胀形工艺设计分析八、灯罩缩口工艺分析九、带自动夹紧装置的缩口模设计十、半球形盆件翻边扩口成形工艺分析十一、板金结构件沉头螺钉孔成形工艺结构设计十二、穿刺翻孔铆接工艺的设计分析十三、电动机叶轮成形工艺分析十四、翻边、卷边成形工艺分析十五、波形膜片成形工艺设计分析十六、后电极冷镦工艺设计分析十七、加热板铆合模具设计分析第二篇工艺设计程序第八章冲压工艺设计的程序一、冲压工艺规程编制的依据二、冲压工艺规程编制的步骤三、冲裁工艺方案四、弯曲工艺方案五、拉深工艺方案第九章冲压工艺规程的内容一、冷冲压工艺卡片二、下料卡片三、检验卡片第十章冲模设计的程序一、模具设计任务书二、冲压模具的快捷设计三、CAD设计流程附表参考文献。

冷冲压工艺及模具设计说课稿汇报人:2023-12-28•课程导入•冷冲压工艺基础•模具设计基础目录•冷冲压工艺与模具设计的关系•案例分析与实践•课程总结与展望01课程导入0102随着制造业的快速发展,对于掌握冷冲压工艺及模具设计的人才需求越来越大,因此本课程具有很高的实用价值。
冷冲压工艺及模具设计是机械制造领域中的重要课程,对于培养学生掌握现代制造工艺和模具设计能力具有重要意义。
掌握冷冲压工艺的基本原理、工艺参数选择与优化、模具设计要点等核心知识点。
培养学生具备独立进行模具设计、工艺制定和优化能力。
提高学生的实践操作技能,培养其解决实际问题的能力。
课程内容概述冷冲压工艺的基本原理及特点冲压工艺参数的选择与优化模具结构设计要点与实例分析冲压材料的性能与选择02冷冲压工艺基础冷冲压工艺是一种金属加工工艺,主要通过模具对金属板料施加压力,使其产生塑性变形,从而获得所需形状和尺寸的零件。
冷冲压工艺广泛应用于汽车、家电、电子、通讯、航空航天等产业领域。
冷冲压工艺具有生产效率高、加工成本低、材料利用率高等优点。
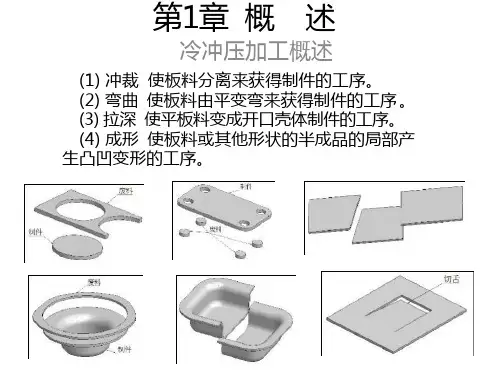
整形对零件进行修整和精加工,使其达到所需精度和表面质量。
拉深将板料或零件进行拉伸,使其成为所需深度或高度的容器。
弯曲将板料或零件进行弯曲,使其成为所需形状。
下料将金属板料剪切成所需尺寸和形状。
冲裁通过模具对板料进行剪切,获得所需形状的零件。
通过模具的设计和制造,可以加工出各种形状复杂的零件。
可加工形状复杂的零件冷冲压工艺可以充分利用金属板料的面积,减少浪费。
材料利用率高冷冲压工艺可以实现连续自动化生产,提高生产效率。
生产效率高冷冲压工艺所需的设备和模具成本相对较低,且易于维护和保养。
加工成本低03模具设计基础模具是一种用于制造特定形状和尺寸零件的工具,由两个或多个组件组成,通过它们之间的相互作用力来成型材料。
根据不同的分类标准,模具可以分为多种类型,如按成型材料可分为金属模具和非金属模具;按结构可分为简单模具和复合模具等。

目录
前言
第一篇设计实例分析
第一章冲裁模具
一、挂钩
二、焊片
三、簧片
四、卡垫
五、一字、山字形铁心片
六、山字形铁心片(一)
七、山字形铁心片(二)
八、山字形铁心片双复合冲裁
九、电动机用定子、转子
十、定子、转子片连续冲裁
十一、定子、转子自动叠装级进模
十二、步进电动机定子、转子双回转叠片级进模
十三、撬板冲裁
十四、印刷线路板冲孔模
十五、风罩冲侧孑L
十六、冲侧孑L模具结构设计分析
十七、斜楔式机构冲侧孔的设计分析
十八、矩形拉深件切边
十九、矩形拉深件切边方案的设计?治?br> 二十、有凸缘拉深件的切边模设计分析二十一、大型覆盖件切边模设计分析
二十二、连接片少废料连续冲裁模
二十三、垫圈硬质合金连续冲裁模
二十四、引线框连续冲裁模设计分析
二十五、限位凸轮精冲模设计分析
二十六、角钢切断、切口模设计分析
二十七、槽钢切断、冲孔模设计分析
二十八、棒料切断模的设计分析
二十九、管材冲裁模设计分析
第二章弯曲模具
一、V形、U形零件弯曲工艺设计分析
二、圆角处整形弯曲模
三、翻转模块式精密弯曲模设计
四、簧片弯曲模
五、大圓角半径零件的弯曲
六、扭弯成形工艺设计分析
七、摆动夹卷圆工艺设计分析
八、铰链卷圆成形工艺设计分析
九、转轴式弯曲模设计分析
十、斜楔式弯曲成形模设计分析
十一、摆动块弯曲模设计分析
十二、出形类弯曲件冲压工艺设计分析
十三、把手弯曲校正模的设计分析
十四、框形件切断弯曲模设计分析
十五、型材弯曲工艺设计分析
十六、方管弯曲的设计分析
十七、圆管弯曲的设计分析
十八、连续弯曲模设计分析
十九、小连接板硬质合金连续弯曲模设计分析二十、侧弯支座连续弯曲多工位级进模
二十一、电器插座连续弯曲多工位级进模设计二十二、导电片连续弯曲多工位级进模设计
二十三、铰链支座多工位级进模设计
二十四、冰箱下横条连续弯曲用集成式模具设计二十五、顶棚骨架成形模具设计
第三章拉深模具
一、旋转体拉深件毛坯直径计算分析
二、圆筒形拉深件工艺设计分析
三、有凸缘圆筒形件——套筒拉深工艺设计
四、电动机端盖拉深工艺设计分析(一)
五、外壳拉深工艺设计分析
六、电动机端盖拉深工艺设计分析(二)
七、电动机壳体拉深工艺设计分析
八、开关按钮零件拉深工艺设计分析
九、双层凸边零件成形工艺的设计分析
十、盖圈的拉深成形
十一、半球形零件的拉深工艺设计分析
十二、空心球的成形工艺
十三、球形零件拉深成形工艺设计分析
十四、圆锥形件拉深工艺设计分析
十五、深锥形件拉深工艺设计分析
十六、表罩零件拉深工艺的设计分析
十七、双槽零件的拉深
十八、不锈钢传动座拉深工艺设计分析
十九、三角锥形件拉深成形工艺
二十、方盒拉深工艺设计分析
二十一、外壳零件的拉深工艺设计分析
二十二、箱盖零件拉深工艺设计分析
二十三、阶梯罩拉深工艺设计
二十四、曲线零件罩的拉深工艺设计
第四章连续拉深模具
一、弹簧导套连续拉深设计
二、压扣冲切连续拉深设计
三、宽凸缘筒形件连续拉深设计
四、连接片连续拉深工艺设计
五、电池钢壳自动送料连续拉深工艺设计
六、环形撕拉盖多工位连续模设计
第五章大型覆盖件拉深成形
一、发动机油底壳拉深成形工艺设计
二、侧围外板拉深工艺设计分析
三、车顶盖拉深工艺设计分析
四、车门外板拉深成形工艺设计
五、前翼子板工艺分析和整形翻边模具设计
六、汽车地板成形工艺设计
七、汽车覆盖件包合模设计分析
八、机罩上壳铋基合金拉深成形模设计分析
第六章冷挤模具
一、外罩冷挤工艺和模具设计分析
二、打火机壳冷挤压工艺设计
三、铆管冷挤压工艺和模具设计
四、纯铜接线柱的冷挤压工艺设计
五、夹头冷挤压工艺设计分析
六、轴碗冷挤压工艺和模具设计
七、活塞销冷挤压工艺设计分析
八、轴承内圈冷挤压工艺设计
九、不锈钢外壳温热挤压工艺设计分析
第七章成形模具
一、护网成形工艺设计分析
二、龟甲网连续成形工艺和模具设计
三、曲面波纹板成形工艺设计
四、百叶窗切口成形工艺和模具设计
五、管接头胀形工艺分析
六、刚性凸模胀形的设计分析
七、三通管接头胀形工艺设计分析
八、灯罩缩口工艺分析
九、带自动夹紧装置的缩口模设计
十、半球形盆件翻边扩口成形工艺分析
十一、板金结构件沉头螺钉孔成形工艺结构设计十二、穿刺翻孔铆接工艺的设计分析
十三、电动机叶轮成形工艺分析
十四、翻边、卷边成形工艺分析
十五、波形膜片成形工艺设计分析
十六、后电极冷镦工艺设计分析
十七、加热板铆合模具设计分析
第二篇工艺设计程序
第八章冲压工艺设计的程序
一、冲压工艺规程编制的依据
二、冲压工艺规程编制的步骤
三、冲裁工艺方案
四、弯曲工艺方案
五、拉深工艺方案
第九章冲压工艺规程的内容
一、冷冲压工艺卡片
二、下料卡片
三、检验卡片
第十章冲模设计的程序
一、模具设计任务书
二、冲压模具的快捷设计
三、CAD设计流程
附表
参考文献。