7-7钢筋电弧焊
- 格式:doc
- 大小:77.50 KB
- 文档页数:6
钢筋电弧焊
1 适用范围
适用于江苏华建深圳分公司所承建的工业与民用建筑钢筋砼结构中钢筋与钢筋的焊接、钢筋与钢板的焊接。
2施工准备
2.1材料准备
2.1.1焊条:其牌号按设计的要求选用,焊条必须有出厂合格证。
2.1.2钢筋:具有出厂证明书和复试试验合格证明书。
2.1.3钢板:具有出厂证明书和复试试验合格证明书。
2.2主要机具
2.2.1焊机:焊机为电弧焊机,分直流交流两类。
2.3作业条件
2.1.1焊工须有合格证。
2.1.2配备焊接时所需附加材料(如垫板、角钢)。
2.1.3如采用搭接焊时,应预先将钢筋预弯,使两钢筋的轴线位于同一直线上,并清除焊件表面铁锈,溶渣毛刺残渣及其它杂质。
2.1.4如采用坡口焊时,应用氧乙炔焰切割钢筋端部,不得采用电弧切割。
3施工工艺
3.1工艺流程
检查设备、电源→钢筋、钢板焊接部位检查、处理→钢筋预弯(剖口)→选择焊接参数→钢筋装配与点焊定位→试焊、作试件→确定焊接参数→施焊→检查质量
3.2操作工艺
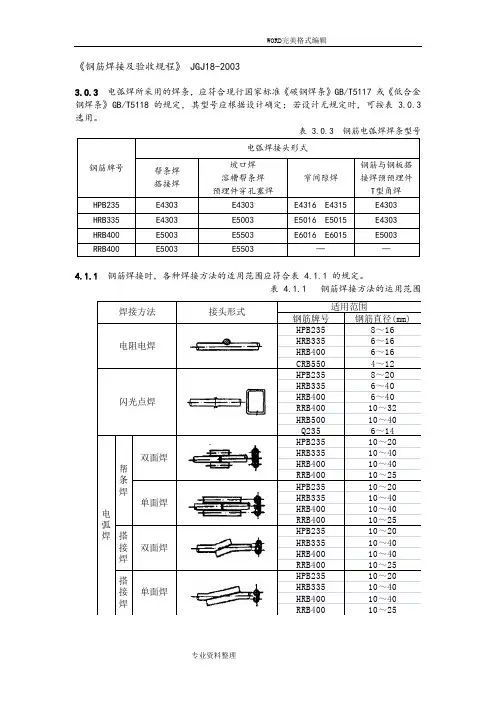
3.2.1钢筋电弧焊包括帮条焊、搭接焊、坡口焊、窄间隙焊和熔槽帮条焊五种接头型式。
3.2.1.1帮条焊:
帮条焊时,钢筋的装配和焊接应符合下列要求:
(1)帮条焊时,宜采用双面焊;当不能进行双面焊时,方可采用单面焊。
(2)帮条长度l应符合表3.2.1.1的规定;
帮条长度: 表3.2.1.1
当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号。
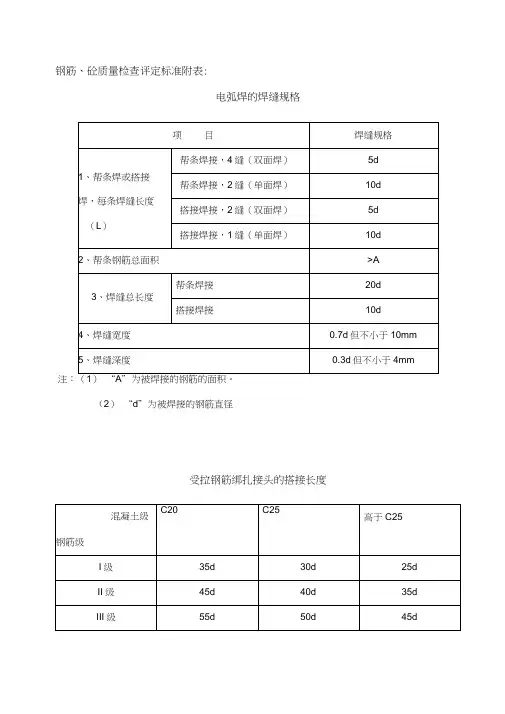
(3)帮条焊接头的焊缝厚度s不应小于主筋直径的0.3倍,焊缝宽度b不应小于主筋直径的0.8倍。
(4)帮条焊时,两主筋端面的间隙应为2~5mm;帮条与主筋之间应用四点定位焊固定,定位焊缝与帮条端部的距离宜大于或等于20mm;焊接时,应在帮条焊形成焊缝中引弧,并应使主焊缝与定位焊缝的始端和终端熔合。
3.2.1.2搭接焊:
焊接端钢筋应预弯,并应使两钢筋的轴线在同一直线上,施焊要求方法同帮条焊。
3.2.1.3坡口焊:
焊接方法如下:
(1)当采用坡口平焊时,首先应定位焊,由坡口根部引弧分层施焊作“之”字形运弧,逐层堆焊,直至略多出钢筋表面焊缝根部。
坡口端面及钢筋与钢垫板之间应熔合良好,弧坑及咬边应予以补焊,必要时为防止接头过热,采用几个接头轮流焊接。
(2)当采用坡口立焊时,首先定位焊,接着在下部钢筋端面上引弧,堆焊一层,然后快速短小的横向施焊,将上下钢筋端部焊接,当采用K形坡口时,应在坡口两面交替轮流施焊,坡口宜成45°角左右。
坡口焊的准备工作和焊接工艺应符合下列要求:
(1)坡口面应平顺,切口边缘不得有裂纹、钝边和缺棱。
(2)坡口角度可按图3.2.1.3中数据选用。
(3)钢垫板厚度宜为4~6mm,长度宜为40~60mm,平焊时,垫板宽度应为钢筋直径加10mm,立焊时,垫板宽度宜等于钢筋直径。
(4)焊缝的宽度应大于V型坡口的边缘2~3mm,焊缝余高不得大于3mm,并平缓过渡至钢筋表面。
(5)钢筋与钢垫板之间,应加焊二、三层侧面焊接。
(6)当发现接头中有弧坑、气孔及咬边等缺陷时,应立即补焊。
3.2.1.4窄间隙焊:
窄间隙焊适用于16mm及以上钢筋的现场水平连接。
窄间隙焊的焊接工艺应符合下列要求:
(1)钢筋端面应平整。
(2)应选用低氢型碱性焊条及合理选用端面间隙和焊接参数。
(3)焊接时,应把钢筋置于钢模中,并留一定间隙,然后从焊缝根部引弧连续进行焊接,左、右来回运弧在钢筋端面处电弧应少许停歇,并使之熔合。
(4)当焊至端面间隙的4/5高度后,焊缝应逐断扩宽。
(5)当溶池过大时,应改连续焊为断续焊,避免过热。
(6)焊缝余高不得大于3mm,且应平缓过渡至钢筋表面。
3.2.1.5熔槽帮条焊:
熔槽帮条焊适用于直径20mm及以上钢筋的现场安装焊接,焊接时应加角钢作垫板模。
熔槽帮条焊的焊接工艺应符合下列要求:
(1)角钢边长宜为40-60mm,长度宜为80-100mm。
(2)钢筋端头应加工平整,两对接钢筋端面的间隙应为10-16mm。
(3)焊接时从接缝处垫板引弧后连续施焊,并使钢筋端部熔合,防止未焊透、气孔或夹渣。
(4)焊接过程中应停焊清渣1次;焊平后,再进行焊缝余高的焊接,其高度不得大于3mm。
(5)钢筋与角钢垫板之间,应加焊侧面焊缝1~3层,焊缝应饱满,表面应平整。
4质量目标
4.1主控项目
4.1.1接头连接方式应符合设计要求。
检验方法:全数观察检查。
4.1.2钢筋焊接接头拉伸试验结果必须符合国家有关规程规定。
检验方法:检查钢筋出厂质量证明书、钢筋进场复验报告、各项焊接材料产品合格证、接头试件力学性能试验报告。
4.1.3当发现钢筋脆断、焊接性能不良或力学性能显著不正常等现象,应对该批钢筋进行化学检验或其他专项检验。
检验方法:检查化学成分专项检验报告。
4.2一般项目
4.2.1焊缝表面应平整,不得有凹陷或焊瘤。
4.2.2焊接接头区域不得有肉眼可见的裂纹。
4.2.3咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差应符合下表的规定。
4.2.4当模拟试件试验结果不符合要求时,应进行复验。
复验应从现场焊接接头中切取,其数量和要求与初始试验时相同。
4.2.5接头位置宜设在受力较小处;同一受力钢筋不宜设置两个以上接头;接头末端距钢筋弯起点的距离不应小于10d。
4.2.6同一连接区段的接头应错开设置,同一连接区段的接头面积率不大于50%。
检验方法:观察、钢尺检查。
5施工注意事项
5.1在现浇混凝土结构中,应以300个同牌号钢筋、同型式接头作为一批;在房屋结构中,应在不超过二楼层中300个同牌号钢筋、同型式接头作为一批。
每批随机切取3个接头,做拉伸试验
5.2在装配式结构中,可按生产条件制作模拟试件,每批3个做拉伸试验。
5.3应根据钢筋级别、直径、接头型式和焊接位置,选择焊条、焊接工艺和焊接参数。
5.4焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋。
5.5焊接地线与钢筋应接触紧密。
5.6焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
5.7严禁使用药皮脱落焊芯生锈的焊条。
5.8钢筋轴线位移:施焊前应检查帮条尺寸、坡口角度、钢筋端头间隙等均应符合相关规范规定。
6成品保护
6.1焊好后的钢筋严禁踩踏及尖硬物品猛烈撞击焊缝。
6.2杜绝一切污染源对钢筋的污染。
7安全环保措施
7.1加强对作业人员的安全、环保意识教育,严格遵守公司关于《环保/职业健康和安全指导书》的有关规定。
7.2焊工操作时应穿电焊工作服、绝缘鞋和戴电焊手套、防护面罩等安全防护用品,高处作业时系安全带。
7.3电焊作业现场周围10m范围内不得堆放易燃易爆物品,严禁在易燃易爆气体或液体扩散区域内进行焊接作业。
7.4操作前应首先检查焊机和工具,确认安全合格方可作业。
7.5焊接时二次线必须到位,严禁借用金属管道、金属脚手架、轨道及结构钢筋作回路接地。
7.6雨、风力六级以上(含六级)天气不得露天作业;雨后应清除积水。
8质量记录
8.1钢筋出厂质量证明文件、钢筋原材复试报告及钢筋进场验收记录。
8.2施工记录。
8.3钢筋焊接接头检验报告。
8.4钢筋安装工程检验批质量验收记录表。
8.5钢筋分项工程质量验收记录表。