船体生产设计流程图
- 格式:doc
- 大小:13.50 KB
- 文档页数:3
船体制造工艺程序船体制造工艺程序是制造船体的一系列操作步骤和程序。
以下是一般船体制造工艺程序的示例:1. 设计规划:在开始制造船体之前,首先需要进行船体设计规划。
这包括船体结构的设计、船体尺寸和形状的确定,以及选取合适的船体材料。
2. 材料准备:根据设计规划,选择适当的材料来制造船体。
材料可以包括钢铁、铝合金或复合材料等。
材料准备包括材料切割、折弯和打磨等操作。
3. 钢结构制造:如果船体是由钢结构构成,需要进行钢结构的制造。
这包括将钢板切割成所需的尺寸和形状,然后进行焊接和点焊等工艺,以组装成船体的结构。
4. 级别装配:船体结构制造完后,需要进行级别装配。
这包括将船体的各个部分进行装配和焊接,以形成一个完整的船身结构。
5. 船体内部装配:完成船体结构的装配后,需要进行船体内部的装配工作。
这包括安装甲板、舱室、设备和管道等。
6. 推进系统安装:船体内部装配完成后,需要进行推进系统的安装。
这包括安装发动机、螺旋桨和推进器等设备,以及相应的管道和电气系统。
7. 涂装和防腐处理:船体完成后,需要进行涂装和防腐处理。
这包括对船体进行刷漆和喷漆等工艺,以保护船体免受腐蚀和氧化。
8. 测试和调试:最后,在船体制造完成后,需要进行测试和调试。
这包括对船体结构的强度测试、漏水测试和船舶性能测试等,以确保船体符合设计要求。
以上是一般船体制造工艺程序的示例,具体的工艺程序可能会因船体类型、规模和材料等因素而有所不同。
继续写相关内容9. 定型试验:在完成测试和调试后,还需要进行定型试验。
定型试验是对船体的整体性能进行全面测试和评估。
这包括航行性能测试、稳性试验、滞留试验、抗风试验、抗波试验等。
这些试验旨在验证船体的结构稳定性、承载能力和适航性能,确保船体能够在各种环境条件下安全航行。
10. 完善船体:根据定型试验的结果,对船体进行必要的改进和调整。
可能需要加强船体的结构强度、调整船体的重心和稳定性参数,或对船体的设计和制造进行优化。


船体结构设计流程与设计内容船体结构设计是根据建造合同与技术规格书、总布置图、线型图决定船舶的结构形式及其布置;确定全船构件的板厚大小与连接形式,以便合理选择船体材料,保证船舶具有足够的强度与刚度,实现控制空船重量的目标。
要完成上述结构设计繁重而复杂的工作,必须采用先原则后具体、逐步深化、逐步接近的方法去完成。
结构设计按现代造船模式,分为初步设计、详细设计与生产设计三个阶段。
其中详细设计阶段设绘图纸工作较大,担负着船级社、船东全部送审图的设绘及退审意见的处理,其设计的质量直接影响造船成本及生产设计阶段、现场施工的质量和进展。
初步设计、详细设计由技术中心开发部承担,其设计流程这里仅作简单说明。
⑴完成基本结构图的结构构思,决定全船结构形式与布置,进行构件计算,设绘基本结构图与舯剖面图;⑵基本结构图与舯剖面图经各专业确定会签进库;⑶在进行基本结构图设计的同时,进行舱壁图的设绘;⑷开展各区域图的设绘,并重点完成外板展开图;⑸将基本结构图、舯剖面图、外板展开图和舱壁图作为第一批送审图,及早送船级社与船东认可;⑹争取先完成机舱双层底图、机舱结构图、艉部结构图和艉柱图作为第二批送审图,经各专业会签进库晒图寄出;⑺其余的区域图可作第三批送审图,安排较后完成;⑻送出的送审图一般经船级社与船东一个月的审查认可,提出退审意见。
船厂对退审意见必须用书面形式一一给予答复。
其中对不能接受的意见,应提出理由与船东和船级社协商,求得一致的意见;⑼送审图送出后,可以选择最有把握的区域或船舶建造要求先行开工的区域,提前开展生产设计,。
实现两个设计阶段的交叉进行,以缩短设计周期。
生产设计阶段的船体结构设计流程与内容流程详细设计是生产设计的依据,只有先知道造怎么样的船,才能确定如何造船的问题。
所以在接到订单后在详细设计进行舯剖面图、基本结构图、外板展开图时,就开始生产设计的介入。
这时生产设计的前期准备工作,如船体分段划分概略图(由造船事业部建造技术部提供)、概略建造计划书、企业标准、规范规则、产品规格书的领会吃透,生产设计逐步深入铺开。
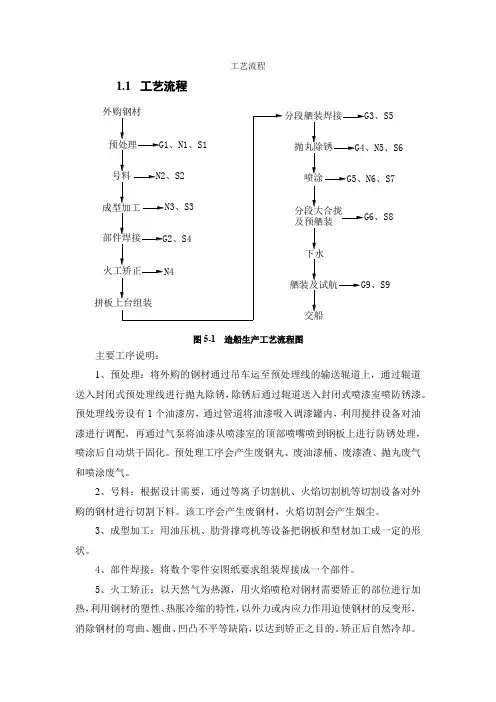
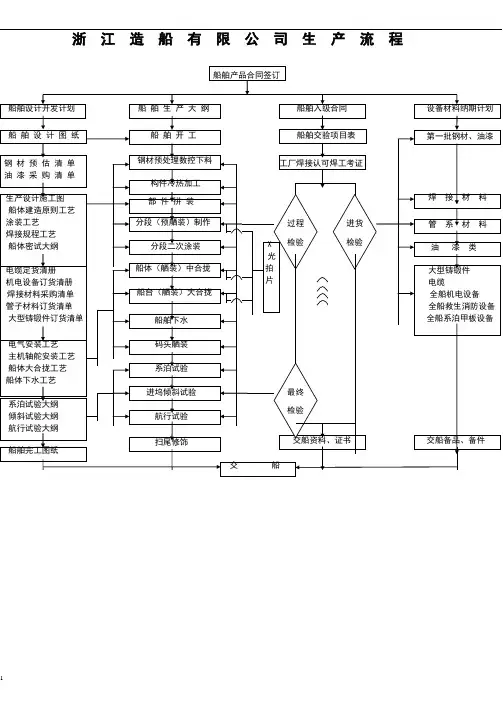
工艺流程1.1 工艺流程分段大合拢G3、S5图5-1 造船生产工艺流程图 主要工序说明:1、预处理:将外购的钢材通过吊车运至预处理线的输送辊道上,通过辊道送入封闭式预处理线进行抛丸除锈,除锈后通过辊道送入封闭式喷漆室喷防锈漆。
预处理线旁设有1个油漆房,通过管道将油漆吸入调漆罐内,利用搅拌设备对油漆进行调配,再通过气泵将油漆从喷漆室的顶部喷嘴喷到钢板上进行防锈处理,喷涂后自动烘干固化。
预处理工序会产生废钢丸、废油漆桶、废漆渣、抛丸废气和喷涂废气。
2、号料:根据设计需要,通过等离子切割机、火焰切割机等切割设备对外购的钢材进行切割下料。
该工序会产生废钢材,火焰切割会产生烟尘。
3、成型加工:用油压机、肋骨撑弯机等设备把钢板和型材加工成一定的形状。
4、部件焊接:将数个零件安图纸要求组装焊接成一个部件。
5、火工矫正:以天然气为热源,用火焰喷枪对钢材需要矫正的部位进行加热,利用钢材的塑性、热胀冷缩的特性,以外力或内应力作用迫使钢材的反变形,消除钢材的弯曲、翘曲、凹凸不平等缺陷,以达到矫正之目的。
矫正后自然冷却。
6、拼板上船台组装:船体通过船台滑道由纵向重力方式下水。
下水后进行船体舾装和各种机械设备的安装和调试工作。
在船舶试航时要注入压舱水。
有焊接烟尘、废焊条、焊渣、废机油等污染环节。
7、分段舾装焊接:在船体内安装设备、组件,完成整船的组装工作,并对船体进行试航。
该工序会产生焊接烟尘、废焊条、焊渣。
8、抛丸除锈:在专用的船体分段抛丸房内,在全封闭状态下高压空气完成抛丸除锈工作。
钢丸通过输送机进入集丸斗,再通过丸阀(抛丸时,丸阀打开,保证钢丸往复循环使用)进入丸罐,丸罐连有压缩空气管道和带有丸管的喷枪,操作人员身穿抛丸服,手持喷枪,对工件的焊缝进行抛丸,抛丸时,将房门关闭,使抛丸房处于封闭状态,使得抛丸处的平均粗糙度为25-50um(使用粗糙度仪测量平面取平均值),以便于油漆的附着;抛丸后用压缩空气吹清死角钢丸。
船海讲坛】图解造船系列(1)造船工艺流程简介2015-06-26船海人一、造船生产管理模式得演变由焊接代替铆接建造钢质船,造船生产经历了从传统造船向现代造船得演变,主要推动力就是造船技术得发展。
传统造船分两个阶段:1、常规得船体建造与舾装阶段。
在固定得造船设施上先安装龙骨系统、再安装肋骨框、最后装配外板系统等。
2、由于焊接技术得引进,船体实行分段建造;舾装分为两个阶段:分段舾装与船上舾装,即开展予舾装。
现代造船又历经以下阶段:3、由于成组技术得引进,船体实行分道建造;舾装分为三个阶段:单元舾装、分段舾装与船上舾装,即开展区域舾装。
4、由于船体建造与舾装、涂装相互结合组织,实现“壳舾涂一体化总装造船”。
5、随着造船技术得不断发展,精益造船、标准造船、数字造船、绿色造船将成为船厂得努力方向。
目前国内主要船厂一般处于三级向四级过渡阶段;国内先进船厂已达到四级水平;而象上海外高桥船厂、江南长兴岛造船基地明确提出将精益造船、标准造船、数字造船、绿色造船作为发展目标。
二、船舶建造工艺流程(一)现代造船工艺流程如下简图。
(二)船舶建造工艺流程层次划分依据1、生产大节点开工——上船台(铺底)——下水(出坞)——航行试验——完工交船生产大节点在工艺流程中就是某工艺阶段得开工期(或上一个节点得完工期),工艺阶段一般说就是两个节点间得施工期。
生产大节点得期限就是编制与执行生产计划得基点,框定了船舶建造各工艺阶段得节拍与生产周期;从经营工作瞧,节点得完成日也就是船东向船厂分期付款得交割日。
开工仪式上船台仪式下水仪式散货船试航交船命名(并不意味着交船)2、工艺阶段钢材预处理——号料加工——零、部件装配——分段装焊——船台装焊(合拢)——拉线镗孔——船舶下水——发电机动车——主机动车——系泊试验——航海试验——完工交船3、以上工艺阶段还可以进一步进行分解。
4、需要说明得就是以上工艺阶段就是按船舶建造形象进度划分得,现代造船工艺流程就是并行工程,即船体建造与舾装作业就是并行分道组织,涂装作业安排在分道生产线得两个小阶段之间,船体与舾装分道生产线在各阶段接续地汇入壳舾涂一体化生产流程。
船体结构设计流程与设计内容船体结构设计是根据建造合同与技术规格书、总布置图、线型图决定船舶的结构形式及其布置;确定全船构件的板厚大小与连接形式,以便合理选择船体材料,保证船舶具有足够的强度与刚度,实现控制空船重量的目标。
要完成上述结构设计繁重而复杂的工作,必须采用先原则后具体、逐步深化、逐步接近的方法去完成。
结构设计按现代造船模式,分为初步设计、详细设计与生产设计三个阶段。
其中详细设计阶段设绘图纸工作较大,担负着船级社、船东全部送审图的设绘及退审意见的处理,其设计的质量直接影响造船成本及生产设计阶段、现场施工的质量和进展。
初步设计、详细设计由技术中心开发部承担,其设计流程这里仅作简单说明。
⑴完成基本结构图的结构构思,决定全船结构形式与布置,进行构件计算,设绘基本结构图与舯剖面图;⑵基本结构图与舯剖面图经各专业确定会签进库;⑶在进行基本结构图设计的同时,进行舱壁图的设绘;⑷开展各区域图的设绘,并重点完成外板展开图;⑸将基本结构图、舯剖面图、外板展开图和舱壁图作为第一批送审图,及早送船级社与船东认可;⑹争取先完成机舱双层底图、机舱结构图、艉部结构图和艉柱图作为第二批送审图,经各专业会签进库晒图寄出;⑺其余的区域图可作第三批送审图,安排较后完成;⑻送出的送审图一般经船级社与船东一个月的审查认可,提出退审意见。
船厂对退审意见必须用书面形式一一给予答复。
其中对不能接受的意见,应提出理由与船东和船级社协商,求得一致的意见;⑼送审图送出后,可以选择最有把握的区域或船舶建造要求先行开工的区域,提前开展生产设计,。
实现两个设计阶段的交叉进行,以缩短设计周期。
生产设计阶段的船体结构设计流程与内容流程详细设计是生产设计的依据,只有先知道造怎么样的船,才能确定如何造船的问题。
所以在接到订单后在详细设计进行舯剖面图、基本结构图、外板展开图时,就开始生产设计的介入。
这时生产设计的前期准备工作,如船体分段划分概略图(由造船事业部建造技术部提供)、概略建造计划书、企业标准、规范规则、产品规格书的领会吃透,生产设计逐步深入铺开。
船舶建造流程图船舶建造流程一、船体放样1.线形放样:分手工放样和机器(计算机)放样,手工放样一般为1:1比例,样台需占用极大面积,需要较大的人力物力,目前较少采用;机器放样又称数学放样,依靠先进技术软件对船体进行放样,数学放样精确性较高,且不占用场地和人力,目前较为广泛的采用机器放样。
2.结构放样、展开:对各结构进行放样、展开,绘制相应的加工样板、样棒。
3.下料草图:绘制相应的下料草图。
二、船体钢材预处理:对钢材表面进行预处理,消除应力。
1.钢材矫正:一般为机械方法,即采用多辊矫夹机、液压机、型钢矫直机等。
2.表面清理:a.机械除锈法,如抛丸除锈法喷丸除锈法等,目前较为广泛采用;b.酸洗除锈法,也叫化学除锈,利用化学反应;c.手工除锈法,用鎯头等工具敲击除锈三、构件加工1.边缘加工:剪切、切割等;2.冷热加工:消除应力、变形等;3.成型加工:油压床、肋骨冷弯机等。
四、船体装配:船体(部件)装配,把各种构件组合拼接成为各种我们所需的空间形状。
五、船体焊接:把装配后的空间形状通过焊接使之成为永久不可分割的一个整体。
六、密性试验:各类密性试验,如着色试验、超声波、X光等。
七、船舶下水:基本成形后下水,设计流水线以下的所有体积均为浸水体积。
1.重力下水:一般方式为船台下水,靠船舶自重及滑动速度下水;2.浮力下水:一般形式为船坞;3.机器下水:适用于中小型船舶,通过机器设备拖拉或吊下水。
八、船舶舾装:全面开展舾装系统、系泊系统、机装、电装、管装等方面的工作。
九、船舶试验:系泊试验、倾斜试验,试航(全面测试船舶各项性能)。
十、交船验收。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~船舶建造工艺流程简要介绍本讲座从管理者的角度,按照“壳舾涂一体化总装造船”现代造船管理模式的要求,结合我国船厂的探索实践,介绍船舶建造在各工艺阶段的组织方式、应注意的问题,同时提供对施工状态的评价标准。
船体生产设计流程图
导读:我根据大家的需要整理了一份关于《船体生产设计流程图》的内容,具体内容:从近十年中国船舶制造业占世界造船市场份额的变化可以看出,中国船舶制造业在全球市场上所占的比重正在明显上升,中国已经成为全球重要的造船中心之一。
以下是我为大家整理的关于,给大家作为参考,...
从近十年中国船舶制造业占世界造船市场份额的变化可以看出,中国船舶制造业在全球市场上所占的比重正在明显上升,中国已经成为全球重要的造船中心之一。
以下是我为大家整理的关于,给大家作为参考,欢迎阅读!
船舶制造业的发展方向
由大到强
据船舶工业协会有关专家介绍,今年以来全球船舶市场需求出现较大变化。
从船型看,集装箱船成交量持续上升,其中大型、超大型集装箱船的订造量增长更为迅猛;特种船、海洋工程装备的订造量大幅攀升。
全球新船订单的争夺已经呈现出技术、品牌和质量的竞争。
优化提升
"我国要向造船强国目标奋进,不仅要振兴更要调整。
"中国船舶工业协会副会长于世春指出,高技术、高附加值、节能环保型船舶已经逐渐成为船东首选,这正是我国调整的方向。
根据《2013-2017年中国船舶制造行业市场需求预测前瞻与投资战略规划
分析报告》数据显示,中船重工近年累计承接18万吨好望角型散货船69艘, 30万吨超大型油船69艘。
中船集团则向市场推出了7.6万—32万吨系列原油船,1400—8530箱集装箱船等一批具有自主知识产权的优良船型。
同时,两大集团都已经具备了1.35万箱超大型集装箱船的设计建造能力,达到世界先进水平。
我们在不断向高端进军,日韩企业并没有停下脚步,其高端船舶的技术优势仍然明显。
孙波认为,发展高技术、高附加值船型,不仅要进一步加大研发投入,也要求船舶企业全面转变管理方式,发展与之匹配的现代造船模式。
中船重工在"十二五"期间将不再搞大的产能投入,而要着力提升"软管理",提高生产效率和精细化管理能力,把产能充分发挥出来,以"精"取胜。
国际新标准
船舶航行过程中,为了调节平衡和吃水深度,都需要在船舱内导入压载水。
压载水排放过程中携带的有害水生物会破坏接受水域的生态平衡。
为了控制这一问题,国际海事组织通过了《国际船舶压载水和沉积物控制和管理公约》,要求各类远洋船舶不得晚于2017年安装压载水处理系统,使压载水达到排放标准。
一旦公约生效,若我国没有自主知识产权的相关技术和产品,必然要受国外技术和产品的制约。
而青岛双瑞研发成功的压载水处理系统,意味着我国能够凭借完全自主知识产权的技术与国外在同一起跑线开展竞争。
"十二五"规划纲要提出,我国船舶行业要适应国际造船新标准,建立先进造船模式。
只要参与国际市场竞争,就无法绕开新标准。
吃透国际标准、
提高核心竞争力是我国船舶工业真正做强的必由之路。
"在适应国际新规范、新标准的同时,我们还应该进一步提高国内标准水平。
"孙波表示,船舶企业也应结合实际主动提出意见和建议,为增强我国在标准制定领域的国际话语权做出贡献。
发展海洋工程装备
"十二五"规划纲要明确提出推进海洋经济发展,培育壮大海洋工程装备制造等新兴制造业。
同时提出,船舶行业要加快海洋移动钻井平台等自主设计建造步伐。
目前,中船重工已经成功建造了高技术含量的JU2000型、CJ46型等10余座自升式钻井平台,掌握了深水半潜式钻井平台关键技术。
中船集团近年来则成功交付了国内吨位最大、技术最先进的30万吨海上浮式生产储油船(FPSO),使我国在FPSO的开发设计方面处于世界先进水平。
应该说,我国在海洋工程装备的设计制造能力上,与造船强国相比有一定的竞争力,这也将成为借助海洋工程装备打造造船强国的重要基础。