淀粉基可降解泡沫材料的研究进展
- 格式:doc
- 大小:16.50 KB
- 文档页数:3
淀粉基可降解材料的应用及其研究现状徐国皓孟瑶任芯雨张潮发布时间:2023-07-13T04:42:27.662Z 来源:《国家科学进展》2023年5期作者:徐国皓孟瑶任芯雨张潮[导读] 新材料是现代科技发展之本,可降解材料是国家战略性新兴产业发展方向之一。
随着全球对改善环境的诉求越来越强烈,使用生物可降解材料被认为是根治一次性塑料“白色污染”最有效的解决方案。
淀粉属于天然可再生材料,用廉价的淀粉为原料制备各种高价值的生物质材料,不仅实现了淀粉的华丽变身,而且取代了大量难以降解的传统塑料制品,有效参与到“白色污染”治理当中,促进社会生态体系的建设,对中国双碳战略目标以及全球节能减排具有重要意义。
四川省宜宾市翠屏区西华大学四川宜宾 644000摘要:新材料是现代科技发展之本,可降解材料是国家战略性新兴产业发展方向之一。
随着全球对改善环境的诉求越来越强烈,使用生物可降解材料被认为是根治一次性塑料“白色污染”最有效的解决方案。
淀粉属于天然可再生材料,用廉价的淀粉为原料制备各种高价值的生物质材料,不仅实现了淀粉的华丽变身,而且取代了大量难以降解的传统塑料制品,有效参与到“白色污染”治理当中,促进社会生态体系的建设,对中国双碳战略目标以及全球节能减排具有重要意义。
关键词:淀粉;可降解材料;环境保护一、淀粉基可降解材料的概念淀粉基可降解材料是一类新型的可生物降解材料,通常由淀粉等植物性原料制成,经过一系列的工艺处理使其成为可降解材料。
淀粉基可降解材料可以在自然环境中被微生物分解,变成二氧化碳和水等无害物质,不会对环境造成污染。
在制造过程中,需要添加一定的降解剂,以便使其更容易被微生物分解,加快分解速度。
淀粉基可降解材料可以被广泛应用于制造一次性包装材料、餐具、农业覆盖膜等,是当前环保意识逐渐增强的条件下,替代传统不可降解材料的热门选择。
二、淀粉基可降解材料的优势淀粉基可降解材料是一种具有极大优势的环保材料,其应用前景广泛,具有推动环保、可持续发展的重要作用。
淀粉基塑料的可降解性能研究随着全球对环境保护意识的增强,传统塑料制品对环境带来的负面影响也越来越受到关注。
作为可替代的环保材料,淀粉基塑料因其良好的可降解性能而备受研究者的关注。
本文将重点讨论淀粉基塑料的可降解性能,并探讨其在环境中的分解机制及应用前景。
首先,淀粉基塑料的可降解性能是其最大的优势之一。
淀粉基塑料以淀粉为主要原料,添加适当的增塑剂、增强剂和降解剂进行配制,具有与传统塑料相似的物理性质。
与传统塑料不同的是,淀粉基塑料在受到外界刺激时,如光照、热、湿度等条件下,可以逐渐分解为碳水化合物和水,并最终进一步分解为二氧化碳和水。
其次,淀粉基塑料的可降解性能受多种因素的影响。
首先是淀粉的类型和含量,不同种类和含量的淀粉对塑料的降解速率有着明显的影响。
一般来说,淀粉的分子量越低、支链结构越多,降解速率就越快。
其次是降解剂的种类和使用量,降解剂的加入可以有效促进淀粉基塑料的降解过程。
最后是制备工艺和环境因素,如温度、湿度等,不同的制备工艺和环境条件会对降解速率产生影响。
淀粉基塑料在环境中的降解主要经历四个阶段。
首先是物理吸湿阶段,淀粉基塑料在湿度的作用下会吸湿膨胀,并开始失去原有的机械强度。
其次是生物降解阶段,湿度作用下,淀粉基塑料会吸收微生物,并通过微生物的作用下逐渐被分解。
第三阶段是溶解阶段,淀粉基塑料在湿度和微生物分解作用下开始溶解,最终形成溶液。
最后是碳氧化合物形成和无机物沉淀阶段,淀粉基塑料的主要降解产物为二氧化碳和水,无机物则通过溶液中的离子形成沉淀。
淀粉基塑料的可降解性能使其在一些特定领域具有广阔的应用前景。
首先,在食品包装领域,淀粉基塑料可以完全代替传统塑料包装,有效减少塑料对食品安全的影响。
其次,在农业领域,淀粉基塑料可以用来制作温室大棚薄膜、农膜等,降解后不会对土壤产生污染。
此外,在医疗器械、日用品等领域也有广泛应用的潜力。
然而,淀粉基塑料的可降解性能也存在一些挑战和局限性。
首先是降解速率相对较慢,与传统塑料相比,淀粉基塑料需要较长的时间才能完全降解。
可降解塑料-淀粉塑料的研究与应用背景资料随着环境保护的呼声日益高涨以及塑料工业的不断发展,可降解塑料走进了人们的视线,并逐渐成为一类重要的高分子材料。
可降解塑料的意义所谓可降解塑料按其降解机理主要分为光降解塑料、生物降解塑料和光/生物双降解塑料。
而我们这里谈的淀粉塑料属于生物降解塑料。
即是指在自然环境下通过微生物的生命活动能很快降解的高分子材料。
淀粉塑料可以运用的可行性淀粉是刚性较强而又含有许多羟基基团的天然高分子,分子内又有许多羟基形成的氢键,它是由许多葡萄糖分子缩聚而成的高聚体,分子式为(C6H10O5)n,根据分子结构不同分为直链淀粉和支链淀粉两种。
直链淀粉可以溶解,聚合度约在100~6000之间,例如玉米淀粉的聚合度在200~1200之间,平均约800,而支链淀粉是不溶解的。
由于淀粉结构中含有大量羟基,因此,它的结晶度较大,一般玉米淀粉的结晶度可达39%,结晶度这样高的淀粉,其熔点不高,无法加工。
因此采用对淀粉进行接枝改性和引入各种增塑剂破坏淀粉的结晶度,使其具有可加工性。
淀粉塑料的研究当今世界对淀粉塑料的研究主要是对玉米-淀粉塑料的研究。
玉米淀粉是分布广泛、价格低廉的天然高分子化合物,是一种完全可生物降解的物质。
但淀粉单独制成的薄膜,质脆且遇水溶化,无实用价值,要制成有用的塑料制品,必须掺合其它物质。
经成型、加工满足需求的制品,生产的薄膜具有生物可降解性,用作农田覆盖而废弃后,即被土壤的微生物吞噬、分解、腐烂,在田地里自然损耗,不污染环境。
本研究使用的原料是玉米淀粉、乙烯一丙烯酸共聚物、氨水、尿素、水等。
其中玉米淀粉需用量占50%以上。
工艺路线为:1乙烯一丙烯酸共聚物的合成2配料3活性共混4螺旋式混料机混溶5挤压6吹塑。
淀粉塑料的应用,发展前景以及不足之处当前,世界上许多国家都在进行以“生物分解树脂”取代现有塑料包装的研究。
”玉米淀粉树脂”具有广阔的发展前景。
这种树脂是以玉米为原料,经过塑化而成。
淀粉基可降解材料的研究、应用现状及发展趋势摘要:本文介绍了淀粉直接填充型塑料、淀粉/合成高分子共混型塑料和全淀粉型塑料的研究现状、降解性能、应用现状。
分析了淀粉基可降解塑料的发展前景和现今存在的问题。
关键词:淀粉;可降解;填充型;改性塑料因具有密度小、强度高和化学稳定性好,以及价格低廉等优点,不仅在我们日常生活中被普遍使用,而且已成为材料领域的四大支柱之一[1]。
然而塑料的大量使用,产生了许多无法回收的一次性塑料废弃品,造成了日益严重的“白色污染”,如地下水体污染和土壤污染,动植物资源被破坏,严重危害着人类的生存与健康。
淀粉有着再生、廉价、易保存和便于运输的特点,在一定条件下可进行各种反应,派生出众多衍生物。
而淀粉良好的可再生利用性和生物降解性使其成为生物降解材料的极好原料。
目前淀粉塑料制品成本虽然比一般塑料高10%~30%,但随着生产规模的扩大及其技术进步,用淀粉作为原料来生产生物降解制品以替代部分塑料制品有着很大的发展潜力。
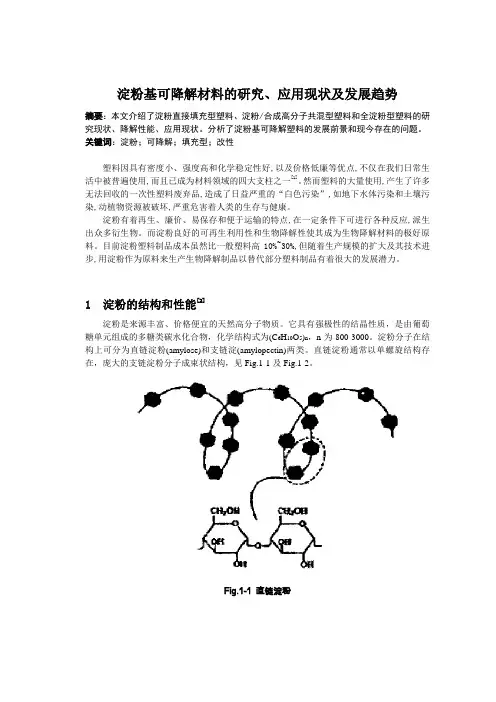
1 淀粉的结构和性能[2]淀粉是来源丰富、价格便宜的天然高分子物质。
它具有强极性的结晶性质,是由葡萄糖单元组成的多糖类碳水化合物,化学结构式为(C6H10O5)n,n为800-3000。
淀粉分子在结构上可分为直链淀粉(amylose)和支链淀(amylopectin)两类。
直链淀粉通常以单螺旋结构存在,庞大的支链淀粉分子成束状结构,见Fig.1-1及Fig.1-2。
Fig.1-1 直链淀粉Fig.1-2 支链淀粉天然淀粉通常大多天然淀粉都是这两种淀粉的混合物,两者的比例因植物的品种和产地而不同。
直链淀粉是葡萄糖以α-1,4-糖苷键结合的链状结构,分子量为20-200万左右;支链淀粉中各葡萄糖单元除α-1,4-糖苷键连接外,还存在α-1,6-糖苷键结构,所以带有分支,约20个葡萄糖单位就有一个分支。
分子量在107-109左右。
以15-100μm的颗粒存在,玉米淀粉颗粒大小中等,直径为5-26μm,形状为圆形和多角形。
淀粉泡沫材料研究研究进展作者:周江,佟金来源:吉林大学[摘要]:在概述淀粉材料发泡原理的基础上,综述了淀粉泡沫材料研究与开发的最新进展。
阐述了材料组成和发泡工艺参数等因素对淀粉泡沫材料的发泡行为和性能的影响,介绍了淀粉泡沫材料在包装领域的应用,并对未来的研发方向做了展望。
泡沫塑料(如聚苯乙烯泡沫)作为缓;中包装材料被大量使用。
由于回收利用的可操作性差以及价格等方面的原因,绝大部分使用过的泡沫包装材料被作为废弃物处理掉的。
这些泡沫材料质量轻、体积大而且难于腐烂降解,给环境带来了严重的冲击。
采用生物降解材料是解决这一问题的有效途径之一。
淀粉作为一种天然高分子,既可再生,又能完全降解。
其低廉的价格和广泛的来源,使得淀粉成为制备生物降解塑料的主要原料之一[1-2]。
以淀粉为原料研制开发的生物降解泡沫材料,在某些领域已经开始取代聚苯乙烯泡沫材料,它既可以抑制废弃的塑料泡沫包装材料造成的环境污染,又能节约有限的石油资源,对于解决目前全球面临的环境危机和资源危机无疑具有重要的意义。
本文综述了这方面研究工作的最新进展并对淀粉泡沫材料在包装领域的应用前景进行了介绍。
1 淀粉材料的发泡淀粉材料的发泡方法可分为2类:1)升温发泡,即在常压下迅速加热材料使得其中的水分汽化蒸发,从而在淀粉材料中形成多孔结构;2)降压发泡,即在一定的压力下加热材料,使得材料中的水成为过热液体,然后快速释放外部压力造成其中过热的水汽化蒸发,从而使淀粉材料发泡。
在淀粉材料的发泡过程中,水的作用是非常特殊和重要的。
在发泡前,水是淀粉材料的增塑剂,起着促进淀粉塑化的作用;在发泡过程中它又变成发泡剂,是泡体长大的动力。
淀粉材料的粘弹性是影响泡体长大的主要因素。
而淀粉材料的粘弹性不但与温度有关,而且与淀粉的塑化程度及其水含量(或其它增塑剂)有关。
为了使淀粉材料发泡,首先必须提供足够的热量,使淀粉材料的温度高于其玻璃化转变温度而处在橡胶态。
水的存在将有效地降低淀粉材料的玻璃化转变温度。
淀粉基生物降解塑料的研究现状和发展方向
研究背景
近年来,全球范围内的环境污染日益严重,塑料污染的严重性也越来越受到重视。
聚合物材料被广泛地应用于能源、医疗、建筑和交通等领域,作为可快速生产的廉价材料。
由于聚合物材料本身耐久性强,当其被回收使用时,其废弃物将分解在环境中,严重影响生物质圈的健康。
因此,聚合物材料的快速而有效的生物降解已成为当前研究的热点。
聚合物材料被认为是可以用有机化合物降解的有机物质,研究发现,淀粉可以用于快速降解塑料,并且具有实际的可行性。
研究现状
淀粉基生物降解塑料的研究历史最早可以追溯到20世纪90年代末。
这一时期,一些学者利用物理和化学方法,分析了由淀粉、半醇或糖类降解得到的聚合物材料的性质和结构。
之后,随着淀粉降解研究的深入,发现在低活性条件下,色素的形成可以抑制有害微生物的生长速度,减少有机挥发物的释放,进而清除有害物质。
现今,淀粉基生物降解塑料在世界各地的应用不断扩大,研究工作得到了急剧加速。
研究发现,淀粉可以改变塑料的分子结构,减轻其质量,使其变得更容易降解。
此外,研究还发现,淀粉类聚合物材料可以受到植物生长调节剂的调控,以加速降解速度,减少淀粉糖醛酸类降解过程中形成的有害物质。
发展方向
未来,淀粉基生物降解塑料将会越来越受到重视。
应该将研究重点放在以下几个
方面:1)改进淀粉酶的活性;2)改良淀粉的结构,以达到高效降解塑料的效果;3)探索不同塑料表面淀粉的抗菌性;4)从工业废料中获得淀粉,降低生产成本;5)针对淀粉基生物降解塑料的全产业链,形成一整套标准和完美的技术系统,以促进聚合物材料的安全有效回收利用。
淀粉基生物降解材料的研究与应用随着环境保护意识的提升和可持续发展的迫切需求,生物降解材料逐渐成为了材料科学领域的热门研究方向。
淀粉作为一种常见的天然高分子材料,由于其良好的生物可降解性和丰富的来源,成为了许多研究者的关注点之一。
本文将着重探讨淀粉基生物降解材料在研究与应用上的进展。
1、淀粉基生物降解材料制备技术的发展淀粉基生物降解材料的制备技术主要包括两种——化学合成和生物制备。
化学合成法是通过将淀粉与聚合物、交联剂等进行混合后进行反应,形成淀粉基复合材料。
这种方法制备的复合材料具有良好的物理性能和化学稳定性,但是却有毒性大、易污染等缺点。
生物制备法则是利用微生物酶的催化作用,将淀粉作为基质,与微生物发酵产生的高分子以及其他添加物进行混合反应,制得淀粉基生物降解材料。
这种方法由于原料来源广泛、环境影响小,针对性强等优势,因此越来越受到研究者的青睐。
2、淀粉基生物降解材料的应用领域淀粉基生物降解材料的应用领域主要包括包装材料、农用膜等多个领域。
首先,淀粉基生物降解材料在包装材料领域得到了广泛的应用。
常见的一次性餐具、外卖餐盒等都是采用淀粉基材料制作,具有良好的环保性能,同时在淀粉与其他材料复合后,还增强了材料的强度和耐热性能。
其次,淀粉基生物降解材料也在农用膜制备方面得到了广泛的应用。
生产农用膜时采用淀粉作为基质,通过添加微生物和其他助剂,制得具有优秀的降解性和生物安全性能的农用膜,可以有效减少传统农膜在土壤中的环境污染和对生态系统造成的负面影响。
3、淀粉基生物降解材料的未来发展方向虽然淀粉基生物降解材料在环境保护和可持续发展方面具有广阔的应用前景,但目前还存在一些问题需要解决。
首先,淀粉材料本身具有较低的物理性能,如强度、耐水性等,一些复合材料的添加虽然使其性能得到提升,但同时也增加了制备成本。
其次,淀粉基材料还存在与食品接触时的健康安全问题,需要进一步加强研究。
因此,淀粉基生物降解材料的未来方向应该是开发新型复合材料,以提高材料的物理性能、生物降解性和生物安全性。
淀粉基可降解材料研究现状作者:林川罗仁勇陈远文来源:《农产品加工·下》2019年第04期摘要:淀粉基可降解材料是一种可再生、可降解的高分子共混物质,具有来源广泛、成本低廉、热力学性能好等优点,是当前绿色生物可降解材料研究的热点。
通过综述淀粉类可降解材料的研究现状,阐述了有关淀粉基可降解材料的研究现状,分析了淀粉基生物可降解材料目前存在的问题,并展望了其今后的发展,完全可降解的淀粉基材料将更加符合社会发展的趋势。
關键词:淀粉;可降解材料;研究现状中图分类号:TB324 文献标志码:A doi:10.16693/ki.1671-9646(X).2019.04.056Research Status of Biodegradable Starch Based MaterialLIN Chuan,LUO Renyong,CHEN Yuanwen,CHEN Shaojun,DUAN Dan,*ZHANG Yu(Neijiang Academy of Agricultural Sciences,Neijiang,Sichuan 641000,China)Abstract:Biodegradable starch based material is a renewable,biodegradable polymer material,which has good advantages such as wide source,low cost and excellent thermal performance characteristics. Specially,the biodegradable starch based material has attracted the focus and attention of researchers. In this paper,the research progress of biodegradable starch based material was introduced. The current research situation of starch based material and potential problems in natural macromolecule blends were summarized respectively,and future development of biodegradable based material were also expounded. The researchers believe that fully biodegradable starch based materials will follow the continuous development of society.Key words:starch;biodegradable material;research status高分子材料与人们的日常生活密切相关,呈现出优异的功能性和实用性。
淀粉基高分子材料的研究进展一、本文概述随着科技的进步和人们对绿色可持续发展理念的日益重视,淀粉基高分子材料作为一种天然可降解材料,在各个领域的应用日益广泛。
本文旨在深入探讨淀粉基高分子材料的研究进展,全面概述其制备技术、性能优化以及应用领域的最新发展。
我们将从淀粉基高分子材料的定义和特性出发,概述其作为环保材料的优势,分析其在塑料工业、包装材料、生物医学以及农业等领域的应用前景。
本文还将关注淀粉基高分子材料面临的挑战,如如何提高其机械性能、热稳定性等,以期推动该领域的进一步发展和应用。
二、淀粉基高分子材料的结构与性质淀粉基高分子材料,作为一种重要的生物基高分子材料,其独特的结构与性质使其在多个领域具有广泛的应用前景。
淀粉是一种天然多糖,由α-D-葡萄糖单元通过α-1,4-糖苷键连接而成,其分子链上含有大量的羟基,为化学改性提供了丰富的反应位点。
淀粉基高分子材料的结构特点主要体现在其分子链的多样性和可修饰性。
通过化学改性,可以引入不同的官能团,如羧基、氨基、酯基等,从而调控其溶解性、热稳定性、机械性能等。
淀粉分子中的结晶区和无定形区的存在也对其性能产生重要影响。
结晶区具有较高的机械强度和热稳定性,而无定形区则具有较好的柔韧性和加工性能。
在性质方面,淀粉基高分子材料具有良好的生物相容性和可降解性,这使其在医用材料、包装材料等领域具有独特的优势。
同时,其独特的流变性能使其在粘合剂、增稠剂等领域也有广泛的应用。
通过改性,淀粉基高分子材料还可以具备优异的热稳定性、阻燃性、导电性等特性,从而满足不同领域的需求。
然而,淀粉基高分子材料也存在一些局限性,如耐水性差、机械性能不足等。
为了解决这些问题,研究者们通过共混、交联、纳米增强等手段对淀粉基高分子材料进行改性,以提高其综合性能。
淀粉基高分子材料作为一种具有广泛应用前景的生物基高分子材料,其结构与性质的深入研究对于推动其在不同领域的应用具有重要意义。
未来,随着科学技术的不断发展,淀粉基高分子材料的研究将更加注重其结构与性能的调控和优化,以满足更多领域的需求。
百度文库- 让每个人平等地提升自我课程论文成绩题目:淀粉基泡沫塑料的研究所属系化工与制药工程系专业化学工程与工艺学号 06110435姓名陈征远任课教师王艳起讫日期 2013.5-2013.6地点东南大学成贤学院搜索引擎1:中国知网搜索词1:生物降解材料检索结果:淀粉基泡沫塑料的研究王会才2004摘要:淀粉基泡沫塑料是一种重要的生物降解材料。
本文对淀粉进行了增塑、增韧、增强改性,并研究了淀粉的挤出发泡行为。
本论文在淀粉塑化性能研究的基础上,采用部分凝胶化淀粉与纤维混合后,加入其余淀粉,由高速混合器混合分散纤维的方法,制备了分散效果较好的纤维增强淀粉体系,讨论了纤维含量对体系拉伸性能的影响;通过选用适当的增塑剂、适当牌号的PV A和合适的增塑工艺,实现了淀粉/PV A共混体系的热塑性加工,讨论了增塑剂、PV A、水分和己内酰胺等对淀粉/PV A体系的物理机械性能、热性能和生物降解性能的影响。
在基础材料研究基础上,采用柠檬酸/碳酸钠、OBSH和AC发泡剂对淀粉、纤维增强淀粉和淀粉/PV A共混体系进行了挤出发泡研究,并就体系的发泡倍率和泡孔结构进行了研究。
更多还原讨。
关键词:淀粉;纤维;聚乙烯醇(PVA);增强;共混;生物降解;发泡剂;挤出发泡;发泡倍率;搜索词2:天然生物质材料检索结果:淀粉基生物质材料的制备、特性及结构表征熊汉国2008随着石油短缺带来的能源危机和废弃塑料引起的“白色污染”日趋严重,对天然生物质材料的研究愈来愈引起各国政府和科学家们的重视与关注。
淀粉这类来源广泛的天然高分子多糖,则是生物质材料较理想的选择之一。
然而由于淀粉自身的多羟基结构和结晶规整排列,以及由此带来的许多特性,限制了直接将淀粉用于加工或代替塑料薄膜和其它用途的制品,特别是农用地膜,难度更大。
为此,本文以淀粉为原料,选用不同的增强剂制备全生物降解包装膜、农用地膜和宠物玩具。
根据加工材料的需要,选择不同粒度大小的淀粉,并对其进行特殊的物理和化学修饰,使淀粉分子链形态适应其加工性能。
淀粉基塑料四大类及其研究进展塑料制品正在被广泛应用于人们生产和生活的各个领域,塑料以其质轻、防水、耐腐蚀、强度大等优良的性能受到人们的青睐。
然而,大量废弃的塑料制品因为其不可降解性而带来了“白色污染”的困扰。
为此,从70年代以来,人们开始了对降解塑料的研究和开发。
淀粉作为一种天然高分子化合物,其来源广泛,品种繁多,成本低廉,且能在各种自然环境下完全降解,最终分解为CO2和H2O,不会对环境造成任何污染,因而淀粉基降解塑料成为国内外研究开发最多的一类生物降解塑料。
到目前为止,淀粉基降解塑料主要有填充型、光/生物双降解型、共混型和全淀粉塑料四大类。
淀粉的结构和性能天然淀粉是以内部有结晶结构的小颗粒状态存在的,其分子结构有直链和支链两种。
对于不同的植物品种,其淀粉颗粒的形态,大小H以及直链淀粉和支链淀粉含量的比例都各不相同。
淀粉颗粒的粒径大都在15~100μm。
直链淀粉的葡萄糖以α-D-1.4-糖苷键结合的链状化合物,相对分子质量为(20~200)×104。
支链淀粉中各葡萄糖单元的连接方式除α-D-1,4-糖苷键外,还存在α-D-1,6-糖苷键,相对分子质量为(100~400)×106。
淀粉的性质与淀粉的相对分子质量、支链长度以及直链淀粉和支链淀粉的比例有关。
实验证明高直链含量的淀粉更适合于制备塑料,所得制品具有较好的机械性能。
天然淀粉分子间存在氢链,溶解性很差,亲水但并不易溶于水。
加热时没有熔融过程,300℃以上分解。
然而淀粉可以在一定条件下通过物理过程破坏氢键变成凝胶化淀粉(gelatinizedstarch)或叫解体淀粉(destructurized starch)。
这种状态的淀粉结晶结构被破坏,分子变得无序化。
有两种途径可以使淀粉失去结晶性:一是使淀粉在含水大于90%的条件下加热,至60℃~70℃时淀粉颗粒首先溶胀,而后达到90℃以上时淀粉颗粒消失而凝胶化。
二是在水含量小于28%的条件下将淀粉在密封状态下加热,塑炼挤出,这时淀粉经受了真正的熔融。
收稿日期:2006Ο09Ο29作者简介:王秋利(1981-),黑龙江人,天津科技大学硕士研究生,主要研究方向为淀粉基生物降解塑料。
淀粉基生物降解发泡塑料的缓冲性能研究王秋利,王建清,成培芳(天津科技大学,天津300222)摘要:通过淀粉基生物降解发泡塑料的静态压缩试验,处理得出该发泡材料的C 2σ曲线,并讨论了材料中淀粉、甘油及发泡剂对缓冲性能的影响。
关键词:淀粉;生物降解;缓冲性能;发泡剂中图分类号:T Q328 文献标识码:A 文章编号:1001-3563(2007)02-0014-02R e se a rch on th e C u sh ion in g P e rfo rm a n ce of S ta rch B iod e g ra d a b le F oam sWAN G qiu 2li,WAN G J ian 2qing,CHEN G pei 2fang(Tianjin University of Science and Technol ogy,Tianjin 300222,China )A b s t ra c t:The C 2σcurves were p l otted fr om static comp ress test of starch bi odegradable f oa m s,and the effects of the starch,glycerin and vesicant on cushi oning p r operties of f oa m s were discussed .K e y w o rd s:starch;f oa m;bi odegradati on;vesicant 淀粉基生物降解塑料是近年来发展很快的一类降解塑料,是以淀粉及其他一些天然高分子物质如纤维素、半纤维素、木质素、果胶、甲壳质、蛋白质等作为基本原料生产出的可生物降解塑料。
植物纤维增强型淀粉基泡沫材料的制备及性能研究泡沫塑料制品在现阶段已经成为了人类日常生活中不可或缺的一部分,在农业、工业、服务业等诸多行业和领域都得到了广泛应用。
目前,使用较为广泛的泡沫材料均以石油及石油衍生物为基材通过一定的成型方法而得到的。
但石油基泡沫塑料难降解、回收利用率低、对自然环境造成了很大的负担。
而淀粉基泡沫材料具有原料可再生、可完全生物降解等优点。
因此,在取代石油基泡沫塑料方面极具前景。
但以天然玉米淀粉作为基材制备的淀粉基泡沫材料存在脆性大、压缩力学性能差的缺点,从而限制了淀粉基泡沫材料的应用。
本研究采用对淀粉塑化改性破坏其氢键作用的手段,使淀粉分子结构无序化,提高天然淀粉的塑化性。
利用植物纤维长径比大、且与淀粉分子结构相似的特性,在泡沫材料中搭建网状结构,作为机械支撑骨架,提高泡沫材料的压缩力学性能。
主要研究结果如下:(1)采用小型密炼机作为玉米淀粉塑化工具,选取甘油、乙二醇、甲酰胺和复合塑化剂分别对玉米淀粉进行塑化改性,并探讨了用量对玉米淀粉的塑化效果的影响。
结果表明,四种塑化剂均能够破坏淀粉的结晶结构,与淀粉形成分子间氢键;塑化效果最好的是甲酰胺,其次分别为复合塑化剂、甘油,而乙二醇的塑化效果最差。
其中,当复合塑化剂塑化改性淀粉时,其对淀粉的塑化效果并没有产生协同和抵制作用,只是产生了简单的共混作用。
当淀粉与甲酰胺的比例为10:4.5时,对玉米淀粉的塑化改性效果最佳。
(2)采用正交实验和单因素实验设计的方法,以塑化改性淀粉为基材,PVA为胶黏剂、AC为发泡剂以及蒙脱土为成核剂等,分别讨论PVA用量、发泡温度和蒙脱土用量对淀粉基泡沫材料性能的影响规律,并对淀粉基泡沫材料的最佳工艺条件进行研究。
结果表明,制备淀粉基泡沫材料的最佳工艺条件为:发泡时间为4 min、发泡温度为145℃、PVA溶液浓度为25%、PVA用量占淀粉质量比40%、AC占淀粉质量比3%、蒙脱土用量占淀粉质量比4%。
淀粉可生物降解材料的国内外研究现状
随着工业发展的日益影响,人类生活水平的提高带来了大量的垃圾污染,这是当今社会面临的一个最严重的环境问题之一。
现代化新型环保产业能够有效减缓土壤污染,而淀粉可生物降解材料正是该领域的突出代表。
本文将重点介绍淀粉可生物降解材料的国内外研究现状。
淀粉可生物降解材料是指可在天然水系中迅速分解的环保材料,其主要成分是淀粉。
淀粉的稳定性及其低成本使其成为制造环保材料的有力原料,可有效降低废物对环境的影响。
近十年来,很多研究者开始着手研究该领域,他们研发出不同形式的淀粉可生物降解材料,以满足不同用途的要求。
首先,国内多家企业已经开发出多种多样的淀粉可生物降解材料,如BX-D淀粉可降解模塑剂、CQ淀粉可降解塑料和JX淀粉可降解包
装材料,等等。
这些产品的特性是符合环保要求的,且在使用过程中也没有任何毒性。
由于这些材料可以在接触水之后迅速分解,所以它们可以被广泛应用于包装、建筑、医疗、超市等行业,以满足不同领域的需求。
此外,国外专家也在对淀粉可生物降解材料进行研究,他们发现由聚乳酸(PLA)和淀粉共混而成的混合材料具有良好的机械性能,
同时可以在受湿水环境下被微生物充分分解。
同时,外国科学家们优化了PLA淀粉混合物的分子结构,使其具有良好的抗菌性,从而使这种混合材料可以用于制造各种医疗器械,例如人工心脏瓣膜、内窥镜
等,从而更好地满足临床需求。
总之,随着技术的不断发展,淀粉可生物降解材料已成为当前社会环保领域的各种应用的有力工具,在不断应对垃圾污染的同时,也能够为我们社会提供更大的收益。
今后,许多国内外专家将继续在这一领域进行深入研究,以期更好地服务于社会。
淀粉基生物降解材料的研究进展1邹鹏,汤尚文,熊汉国*华中农业大学食品科技学院,武汉 (430070)E-mail:zoupeng621@摘要:本文综述了淀粉基生物降解材料的研究现状,为淀粉基生物降解材料的研究提供了理论依据和实际参考。
关键词:淀粉,生物降解,降解材料,机理1. 引言随着人们生活节奏的加快和生活水平的提高,一次性塑料包装袋、包装膜用量越来越大。
大量一次性塑料包装膜、包装袋的使用,给环境造成巨大的污染。
一方面,铁路沿线、旅游景点到处散落一次性购物袋、包装膜,给人们以视觉污染,影响景区生态环境;另一方面,由于塑料在自然环境中很难自行降解,从而给环境产生更深层次的“白色污染”。
因此,如何解决废弃包装膜和地膜的环境污染问题,是摆在各界政府及科技工作者面前一项急需解决的难题。
寻求塑料的代替物势在必行。
20世纪七、八十年代,人们首先想到的就是可降解的天然高分子生物质材料。
从添加淀粉到纸塑替代,从乳酸聚合到热塑性玉米淀粉材料,可以说技术上有了很大的进展,但产品的性价比还不能与普通塑料相比较,只能用于高附加值领域。
日本丰田公司研发用白薯淀粉塑料制成了汽车配件,日本《时代周刊》2002年5月13日刊登了白薯拯救地球的文章,富士通公司用玉米淀粉塑料制成的电脑机壳和其它配件已经商业应用。
目前,国内外已有多种商品出售,如加拿大wrance公司、美国Ampacer公司、意大利Ferruxzi公司等;国内华中农业大学、北京工商大学、长春应用化学研究所、天津大学、四川大学等单位也先后研制开发出淀粉基降解塑料,淀粉塑料的研究得到不断的深入和发展。
2淀粉基生物降解塑料的种类及研究现状生物降解塑料是指在一定条件下,在能分泌酵素的微生物(如真菌、霉菌等) 作用下可完全生物降解的高分子材料, 可分为生物破坏性塑料( biodestructible plastic ) 和完全生物降解塑料(biodegradable plastic)[1]。
淀粉基可降解泡沫材料的研究进展
作者:孙迪喻亚格任道欢
来源:《中国科技博览》2013年第16期
[摘要]本文简述了目前淀粉基可降解发泡材料的最新研究进展,综述了国内外淀粉基可降解发泡材料的成型研究进展,并对未来的发展做了展望。
[关键词]淀粉;发泡;发泡成型;生物降解
中图分类号:TS236.9 文献标识码:A 文章编号:1009-914X(2013)16-0273-01
聚苯乙烯,聚丙烯,聚乙烯和聚氯乙烯泡沫塑料的广泛应用已造成严重的白色污染,开发淀粉基可降解泡沫塑料不仅为更好地利用丰富的天然资源开辟了一条新的途径,而且还可以解决白色污染,另外还能缓解生化能源紧缺的危机。
本文就国内外淀粉基可降解泡沫塑料的研究进展作一综述,以期为进一步开展绿色缓冲材料的研究提供指导。
1 天然淀粉泡沫塑料
天然淀粉包括玉米淀粉,土豆淀粉,小麦淀粉,蜡质玉米淀粉,高度支化土豆淀粉,木薯淀粉以及西米淀粉等[1,2],一般呈粒状,含有不同比例的直链和支链结构。
普通淀粉泡沫塑料大都是开孔结构,泡孔均匀性差,较脆;而高直链淀粉泡沫塑料则形成闭孔结构,泡孔小而且比较均匀,压缩强度较普通淀粉泡沫塑料小,脆性明显降低。
2 变性淀粉泡沫塑料
淀粉是一种强极性的结晶性物质,热塑性差,同时淀粉是亲水性物质,由纯淀粉制备的泡沫塑料不适宜在有水或湿度较大的环境中使用,因而要对淀粉进行改性,以适应生产和应用的要求。
改性淀粉包括酯化淀粉,醚化淀粉,接枝共聚改性淀粉,酸水解淀粉,交联淀粉和酶转化淀粉等[3],其中酯化淀粉,醚化淀粉和接枝共聚改性淀粉较为常见。
3 淀粉/合成树脂复合泡沫塑料
3.1 与合成树脂共混
B. Catia 等[4]均各淀粉与聚合物共混挤出,其中包括聚合物A可以与淀粉兼容;B可以与淀粉反应,制得密度为5-13kg/m3,的泡沫塑料。
A. Yoshimi等[5]用淀粉与合成树脂PVA和EVOH共混,在非离子表面活性剂,增稠剂及填充材料的存在下,由水发泡制备的淀粉泡沫塑料,具有密度小和表面性能优良等特点。
3.2 与PVA共混
R. L. Shogren等[6]研究了由淀粉/PVA共混烘焙制备泡沫塑料的工艺,结果表明,在较低湿度时,88%醇解的PVA对强度的提高较大,而在湿度较高时,98%醇解的PVA较大;弯曲强度随PVA的分子量的提高而增大;交联剂Ca,Zr等的盐类的加入可以进一步提高耐水性;微观结构分析发现,膨胀的淀粉颗粒镶嵌在PVA中,淀粉在烘焙过程中发生凝胶化,PVA向更高程度的结晶转变。
3.3 与EVOH共混
J. Y. Cha[7]等研究了挤出温度及原料湿含量对淀粉基泡沫塑料物理性能的影响,组分为49%小麦或玉米淀粉,33% EVOH,10.5%水,7%发泡剂及0.5%的成核剂,由单螺杆挤出,螺杆转速为100 rmp。
结果表明,体积密度随挤出温度的升高而降低,最大膨胀出现在140℃,密度是聚苯乙烯的4-8倍。
3.4 与商业化生物降材料共混
Qi Fang[8]等用普通(含直链25%)玉米淀粉和蜡质玉米淀粉与Eastar Bio Copolyester 14766 (EBC)以各种比例相混合,双螺杆挤出。
研究表明,普通玉米淀粉的水溶性指数低于蜡质玉米淀粉,但两种淀粉制得的泡沫塑料具有相似的机械性能;含EBC 10%的泡沫塑料的压缩强度大于含EBC 25%的压缩强度;含水19%和22%的泡沫制品膨胀率大于含水25%的泡沫制品,含水22%的泡沫制品具有较低的水溶性指数。
4 淀粉基泡沫塑料的成型
4.1 挤出发泡
淀粉挤出发泡成型最早使用在食品中。
上世纪80年代末,淀粉挤出发泡成型用于研究淀粉基泡沫塑料以代替聚苯乙烯做松散填充物。
其中挤出加工条件、淀粉的组成、发泡剂及湿含量等对淀粉在挤出机中的发泡行为有很大影响。
4.2 模压发泡
Glenn [9] 研究了一种加压/放气模压发泡成型工艺,具体流程为:将淀粉原料在一定条件下置于铝制模具中加热到230℃,并在3.5 MPa压力下压缩10秒,然后释放压力,气体溢出使淀粉膨胀并填满模具。
结果表明,小麦,玉米和土豆淀粉在含水量分别为17%,17%和14% 时所得制品的某些物理力学性能与商业化食品包装产品相似,外貌与PS相似。
4.3 烘焙发泡
淀粉的烘焙发泡成型工艺是淀粉与助剂、发泡剂的混合物在烘焙模型中加热发泡的成型方法。
烘焙时一般要加入硬脂酸、瓜尔胶等脱模剂,使制品易于脱模。
同样,淀粉的组成及加工、发泡条件对淀粉发泡成型也有很大影响。
4.4 超临界流体挤出发泡
超临界流体挤出发泡是一种新近发展起来的新方法,可以应用于生产淀粉基泡沫塑料。
该方法通过向熔体中注入超临界CO2以形成微孔结构。
Soykeabkaew[10]运用超临界流体挤出法获得了泡孔直径为50-200nm的泡沫,泡孔密度为1×106个/cm3。
5 展望
淀粉基泡沫塑料作为生物降解材料,在开发及应用中具有广阔的前景,通过淀粉的改性及与高聚物的共混,促进淀粉的凝胶化,提高淀粉基泡沫塑料的熔体强度及流动性能,改善其耐水性及湿度敏感性,对其应用具有重大意义。
参考文献
[1]C. Bastioli, V. Bellotti, D. T. Gianfranco and R. Angelos, U. S. Patent, 5736586 (1998).
[2]J. W. Lawton, R. L. Shogren and K. F. Tiefenbacher, J. Cere. Chem., 76, 682 (1999).
[3]T. John, L. K. Christopher and M. Walter, U.S. Patent, 5756556 (1996).
[4]B. Catia, B. Vittorio and D. T. Gianfranco, U.S. Patent, 5736586 (1998).
[5]A. Yoshimi, T. Masahiro, U.S Patent, 5308879 (1994).
[6]R. L. Shogren, J. W. Lawton and K. F. Tiefenbaeher, J. Polym. Sci., 68, 2129 (1998).
[7]R. L. Shogren, J. W. Lawton and K. F. Tiefenbaeher, Ind. Crops Prod., 2002, 16,69 (2002).
[8]Qi Fang, M. A. Hanna, Bioresour. Technol., 78, 115 (2001).
[9]G. M. Glenn, Ind. Crops Prods., 13, 135 (2001).。