关于甲烷化技术
- 格式:doc
- 大小:211.50 KB
- 文档页数:11


甲烷化技术甲烷化就是利用催化剂使一氧化碳和二氧化碳加氢转化为甲烷的方法,此法可以将碳氧化物降低到10ppm以下,但需要消耗氢气。
一、加氢反应CO+3H2=CH4+H2O+206.16KJCO2+4H2=CH4+2H2O+165.08KJ此反应为强放热反应,有氧气存在时,氧气和氢气反应会生成水,在温度低于200℃,甲烷化催化剂中的镍会和CO反应生成羰基镍:Ni+4CO=Ni(CO)4因此要避免低温下,CO和镍催化剂的接触,以免影响催化剂的活性。
甲烷化的反应平衡常数随温度增加而下降,作为净化脱除CO和CO2作用的甲烷化技术,反应温度一般在280~420℃之间,平衡常数值都很大,在400℃、2.53Mpa压力下,计算CO和CO2的平衡含量都在10-4ppm级。
湖南安淳公司开发的甲烷化催化剂起活温度210℃,使用温度为220~430℃之间。
进口温度增加,催化剂用量减少,压降和功耗有较大的降低。
这部分技术在国内已经非常成熟,而且应用多年。
目前,甲烷化技术已经用在大规模的合成气制天然气上,因此最大的问题是催化剂的耐温及强放热反应器的设计制作上。
二、甲烷化催化剂甲烷化是甲烷蒸汽转化的逆反应,因此甲烷化反应的催化剂和蒸汽转化催化剂一样,都是以镍作为活性组分,但是甲烷化反应在温度更低的情况下进行,催化剂需要更高的活性。
为满足上述需要,甲烷化催化剂的镍含量更高,通常为15~35%(镍),有时还需要加入稀土元素作为促进剂,为了使催化剂能承受更高的温升,镍通常使用耐火材料作为载体,且都是以氧化镍的形态存在,催化剂可压片或做成球形,粒度在4~6mm之间。
催化剂的载体一般选用AI2O3、MgO、TiO、SiO2等,一般通过浸渍或共沉淀等方法负载在氧化物表面,再经焙烧、还原制得。
其活性顺序为:Ni/MgO<Ni/AI2O3<Ni/SiO2<Ni/TiO2<Ni/ZrO2稀土在甲烷化催化剂中的作用主要表现在:提高催化剂活性和稳定性、抗积炭性能好、提高了催化剂耐硫性能。
甲烷化工艺流程
《甲烷化工艺流程》
甲烷化工艺是一种将甲烷转化为更有用化学物质的过程。
甲烷是一种富含碳和氢的简单有机化合物,是天然气的主要成分。
甲烷化工艺可以将甲烷转化为甲烷醇、甲醛、丙烷等更有用的化学品。
甲烷化工艺通常包括以下几个步骤:
1. 蒸汽重整:甲烷和水蒸汽经过反应生成一氧化碳和氢气。
这一步骤是甲烷化工艺的起始阶段,产生的一氧化碳和氢气可作为后续反应的原料。
2. 甲烷蒸氨:甲烷和氨气在催化剂的作用下发生反应,生成甲胺。
甲胺可以用于生产甲胺醛等化学品。
3. 碳氢化合物的加氢:甲烷和氢气通过催化剂反应,生成其他碳氢化合物,如丙烷、丁烷等。
4. 甲基化反应:甲烷和一氧化碳在高温下发生反应,生成甲醇。
这是甲烷化工艺中的重要步骤,因为甲醇是一种重要的工业原料。
以上是甲烷化工艺的基本流程,通过不同的反应组合可以得到各种不同的化学品。
甲烷化工艺在化工领域具有广泛的应用,
不仅可以提高甲烷的利用率,还可以生产出更多有用的化学品,为化工行业的发展做出贡献。

生物甲烷化技术及其应用前景甲烷是一种广泛存在于自然界中的气体,其在工农业生产和生活中有广泛的应用,然而,甲烷的释放对环境和人类健康造成了巨大的威胁。
因此,如何有效地控制和利用甲烷成为目前研究的重点之一,而生物甲烷化技术的出现为解决这一问题提供了一种新途径。
什么是生物甲烷化技术?生物甲烷化技术是利用微生物对有机废弃物等物质进行生物分解和发酵产生甲烷的一种技术。
主要有两种方式,即甲烷发酵和沼气发酵。
甲烷发酵是一种同气相反的化学反应,也称为反甲烷发酵。
在此过程中,甲烷氧化菌对甲烷进行氧化,产生二氧化碳、水和能量。
这种技术可用于处理含甲烷废气和液体废物。
沼气发酵是指在不氧环境下,利用多种微生物群对生物质进行分解和发酵,产生沼气的过程。
沼气主要由甲烷、二氧化碳等组成,可以用作燃料,也可作为肥料使用。
应用前景生物甲烷化技术的应用前景巨大。
它可以处理多种有机废物,如农业废物、畜禽粪便、厨余垃圾等。
同时,这种技术还可以为生物质能源的开发提供新的途径,而生物质能源的开发则对替代传统化石能源具有重要意义。
农业废物是一种重要的有机废弃物,成堆的秸秆随处可见。
然而,以往的处理方式并不是很有效,大量秸秆直接堆放在田间地头,长期露天存放容易导致火灾、占用土地等问题。
而生物甲烷化技术可以将废弃物转化为能源和肥料,缓解了农业废物处理和土地资源的压力。
与此同时,畜禽粪便也是一种重要的有机废弃物。
传统的排污处理方式通常采用化学除臭和厌氧消化等方法,但这些方法不够环保,同时产生的气体也难以处理。
通过生物甲烷化技术,可以将畜禽粪便转化为沼气和有机肥料,既解决了废弃物的处理问题,也提供了新的能源来源和农业肥料。
厨余垃圾也是一种常见的有机废弃物,通过生物甲烷化技术转化为沼气,则可以在城市中极大地缓解垃圾处理问题,同时解决城市能源需求的问题。
结语随着人们环保意识的不断提高,生物甲烷化技术将得到更广泛的应用。
在环保和能源问题日益突出的今天,生物甲烷化技术无疑是一种极有前景的技术,它可以有效地解决废弃物资源化的问题,同时也为能源的开发提供了新思路和新途径。
国产甲烷化工艺国产甲烷化工艺介绍•分析国产甲烷化工艺在能源领域的重要性和应用价值原理•解释甲烷化学反应的基本原理和过程•强调甲烷化工艺在转化和利用甲烷能源方面的优势技术发展•介绍国内甲烷化工艺在技术研发和进步方面的重要突破•引用相关数据和实验结果支持技术发展的可靠性和有效性主要应用领域•能源领域:以甲烷为原料,生产天然气、液化石油气等替代能源•化学工业:生产乙烷、乙烯、丙烷等有机化合物的重要原料•环保领域:减少温室气体排放,降低环境污染国产技术优势•提供具有国际竞争力的技术解决方案•降低相关设备的生产成本,提高生产效率•减少对外依存度,增强国家能源安全挑战和展望•分析国产甲烷化工艺面临的挑战和难点•展望未来技术发展方向和必要的政策支持结论•总结国产甲烷化工艺在能源和化工行业的重要意义和应用前景•呼吁加大研发投入和政策支持,推进国产甲烷化工艺的发展进程国产甲烷化工艺介绍•分析国产甲烷化工艺在能源领域的重要性和应用价值甲烷是一种丰富的天然气资源,而甲烷化工艺则是将甲烷转化为其他有机化合物的重要手段。
在当前推动经济可持续发展的大背景下,国产甲烷化工艺的研发和应用具有极其重要的意义。
原理•解释甲烷化学反应的基本原理和过程•强调甲烷化工艺在转化和利用甲烷能源方面的优势甲烷化学反应是指将甲烷分解、氧化、裂解等过程中,与其他化合物发生反应,产生不同的有机化合物。
这种化学反应的核心原理是在适宜的条件下,甲烷与其他反应物经过催化、热力学和动力学调控,实现产物的选择性合成。
甲烷化工艺的优势在于可以有效地利用甲烷这一丰富的天然气资源,将其转化为更有机化合物。
这种转化不仅可以扩大甲烷的应用领域,还可以有效降低温室气体的排放,并提供更加可持续的化工原料。
技术发展•介绍国内甲烷化工艺在技术研发和进步方面的重要突破•引用相关数据和实验结果支持技术发展的可靠性和有效性近年来,国内在甲烷化工艺方面取得了显著的技术突破。
通过在催化剂的研发、反应条件的优化以及产品分离纯化等方面进行深入研究,成功实现了甲烷向乙烷、乙烯、丙烷等重要有机化合物的转化。
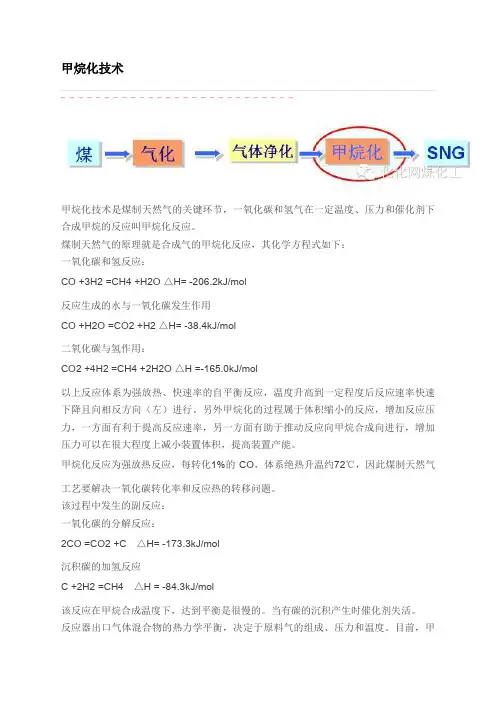
甲烷化技术¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯ ¯甲烷化技术是煤制天然气的关键环节,一氧化碳和氢气在一定温度、压力和催化剂下合成甲烷的反应叫甲烷化反应。
煤制天然气的原理就是合成气的甲烷化反应,其化学方程式如下:一氧化碳和氢反应:CO +3H2 =CH4 +H2O △H= -206.2kJ/mol反应生成的水与一氧化碳发生作用CO +H2O =CO2 +H2 △H= -38.4kJ/mol二氧化碳与氢作用:CO2 +4H2 =CH4 +2H2O △H =-165.0kJ/mol以上反应体系为强放热、快速率的自平衡反应,温度升高到一定程度后反应速率快速下降且向相反方向(左)进行。
另外甲烷化的过程属于体积缩小的反应,增加反应压力,一方面有利于提高反应速率,另一方面有助于推动反应向甲烷合成向进行,增加压力可以在很大程度上减小装置体积,提高装置产能。
甲烷化反应为强放热反应,每转化1%的CO,体系绝热升温约72℃,因此煤制天然气工艺要解决一氧化碳转化率和反应热的转移问题。
该过程中发生的副反应:一氧化碳的分解反应:2CO =CO2 +C △H= -173.3kJ/mol沉积碳的加氢反应C +2H2 =CH4 △H = -84.3kJ/mol该反应在甲烷合成温度下,达到平衡是很慢的。
当有碳的沉积产生时催化剂失活。
反应器出口气体混合物的热力学平衡,决定于原料气的组成、压力和温度。
目前,甲烷化技术已经用在大规模的合成气制天然气上,最大的问题是催化剂的耐温和强放热反应器的设计制作上。
甲烷化工艺有两步法和一步法两种类型。
关于甲烷化技术的认识根据收集到的资料,本文拟从甲烷化技术的原理、技术现状、对比及甲烷化技术在煤制天然气中的能耗占比等方面进行总结。
一、甲烷化技术的原理1、技术原理所谓甲烷化,是指合成气中CO、CO2和H2在一定的温度、压力及催化剂作用下,进行化学反应生成CH4的过程。
其反应方程式如下所示:CO+3H2=CH4+H2O+206.2 KJ/molCO2+4H2=CH4+2H2O+165KJ/mol因此,甲烷化过程是一个体积减小的强放热可逆反应,放热效应比甲醇合成更大(甲醇合成的放热分别为90.8KJ/mol和58.6KJ/mol)。
因此,甲烷化技术的关键在于以下两点:1)反应热的控制及回收;2)催化剂的性能及保护。
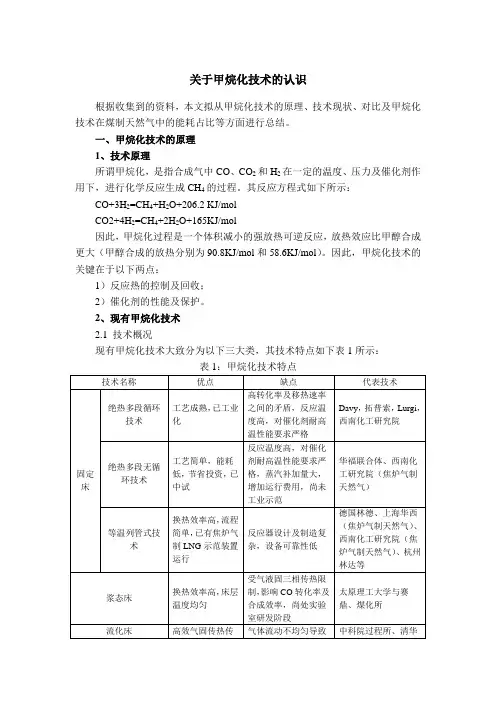
2、现有甲烷化技术2.1 技术概况现有甲烷化技术大致分为以下三大类,其技术特点如下表1所示:表1:甲烷化技术特点2.2 技术对比表1从上到下,技术越来越先进,能耗越来越低,但对催化剂、工艺、设备制造等的要求越来越高。
以合成气制天然气来说,目前仅绝热多段循环技术实现大型工业化运行,且均为国外技术,如Davy,拓普索、Lurgi,国内技术目前尚无大型工业化运行装置,仅在绝热多段循环技术与绝热多段无循环技术上完成了投料千标方/h规模的中试,分别为:西南化工研究院技术与华福联合体技术。
2.2.1 西南化工研究院技术2014年12月30日,由西南化工研究院与中海油气电集团合作研发的“煤制天然气甲烷化中试技术”,通过了中国石油和化学工业联合会组织的成果鉴定。
达到世界领先水平的该技术,具有低循环比甲烷化工艺、高性能甲烷化催化剂等优势,可生产高质量、低成本的合成天然气,并具备工业化条件。
2009年以来,煤制天然气甲烷化工艺技术及催化剂研究,先后完成350标准立方米/小时煤制天然气甲烷化模试;启动国内规模最大的2000标准立方米/小时煤制天然气甲烷化全流程1200小时中试试验,通过72小时满负荷连续运行考核;完成4000小时甲烷化催化剂寿命试验,建成了催化剂工业生产装置,以工业原料生产出了合格的催化剂产品。

煤制天然气-甲烷化1. 简介煤制天然气(Coal-to-Natural-Gas,简称CTG)是一种将煤炭转化为天然气的技术,主要过程是甲烷化,即将煤炭中的有机化合物转化为甲烷气体。
煤制天然气是一项重要的能源转化技术,可以将煤炭资源转化为更清洁的天然气,从而减少对传统石油和天然气资源的依赖。
2. 煤制天然气的步骤煤制天然气的主要步骤包括煤气化和甲烷化两个过程。
2.1 煤气化煤气化是指将煤炭在高温和高压条件下,在缺氧或有限氧气条件下进行化学反应,使煤炭转化为合成气。
合成气由一氧化碳(CO)、二氧化碳(CO2)和氢气(H2)组成,其中一氧化碳和氢气是后续甲烷化反应的主要原料。
2.2 甲烷化甲烷化是将合成气转化为甲烷气体的过程。
在高温和催化剂的作用下,合成气中的一氧化碳和氢气发生反应生成甲烷气体。
甲烷气体是主要成分,其含量通常达到90%以上,可以直接作为燃料供应给城市燃气系统或工业领域使用。
3. 煤制天然气的优势和挑战3.1 优势•利用煤炭资源:煤炭是一种丰富的能源资源,通过煤制天然气技术可以有效利用这些资源,减缓传统石油和天然气的供需矛盾。
•降低碳排放:相比燃烧煤炭产生的二氧化碳排放,煤制天然气技术可以显著降低碳排放量,对环境更加友好。
•提高能源利用效率:煤制天然气技术可以实现高效能源利用,将煤炭中的有机物质转化为更高价值的甲烷气体。
3.2 挑战•能源转化效率:煤制天然气技术在转化过程中会产生一定的能量损失,需要进一步提高转化效率,减少能源浪费。
•环境影响:煤制天然气过程中会产生一定的副产物和废弃物,对环境造成一定的影响和压力,需要合理处理和减少环境污染。
•经济可行性:煤制天然气技术的投资和运营成本较高,需要找到经济上可行的路径和模式,以实现可持续发展。
4. 煤制天然气在全球的应用和发展煤制天然气技术在许多国家得到了广泛应用和快速发展。
其中,中国是全球最大的煤制天然气生产国之一。
中国在煤制天然气领域进行了大规模的投资和研发,建设了多个煤制天然气项目。
煤制天然气合成(甲烷化)技术综述以下资料大部分来源于公开资料:1、托普索技术(TREMP技术):托普索很早就在中国混了,是国内各种化工催化剂的主要外国供应商之一。
最近几年煤制天然气如此之火,当然少不了它。
也正是由于有了良好的基础,可以说托普索技术在国内煤制天然气的推广是最成功的。
我所了解的,如庆华、汇能等(其网站上云在中国有4套在建的合成天然气装置使用托普索技术:3套煤气化为原料的装置,3套焦炉气为原料的装置“?”),均已和托普索签订了技术转让合同。
所以我们能从公开途径找到的托普索的资料也是最多的。
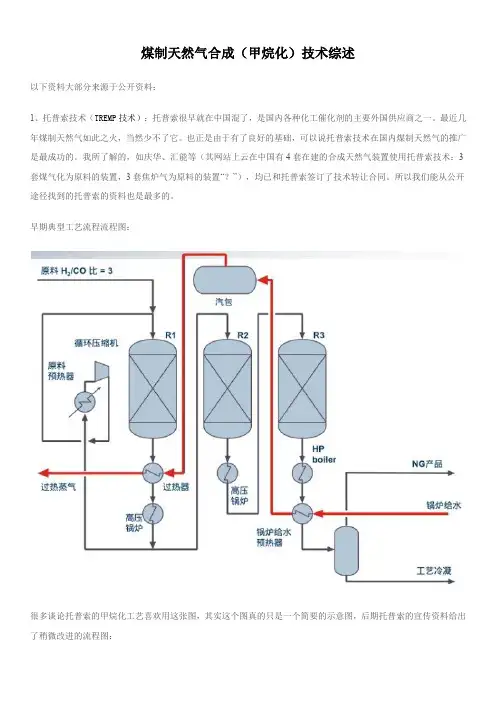
早期典型工艺流程流程图:很多谈论托普索的甲烷化工艺喜欢用这张图,其实这个图真的只是一个简要的示意图,后期托普索的宣传资料给出了稍微改进的流程图:这种循环工艺首段或首两段装填托普索的耐高温甲烷化催化剂MCR-2X,据说能耐温700以上,并且经历了长时间的试验考验。
后面的中低温段装填托普索用于合成氨甲烷化的普通催化剂PK-7R.我曾在某个资料中看过托普索提出个不循环的“一次通过”工艺流程:首段甲烷化补加了大量水蒸气,并在甲烷化催化剂上部装填了GCC“调变”催化剂,以减轻首段的负荷和温升,尽管如此,这段反应器中装填的MCR系列催化剂还是得耐740度的出口温度。
暂时托普索已签订合同的技术路线是哪一个,我并没有掌握相关信息。
2、戴维技术(CRG技术):戴维催化剂在上世纪80年代曾用于美国大平原装置,意识到工艺限制(后面会讲)后,戴维开发了高温甲烷化催化剂CRG-LH及所谓的HICOM工艺。
后戴维并入庄信万丰,成为其100%子公司。
戴维甲烷化工艺中的大量甲烷化两个反应器出口大约控制在650度。
一直让我很奇怪的是,戴维的4个甲烷化反应器中均是两种催化剂(CRG-S2SR和CRG-S2CR)混装,而且两种催化剂的体积比还不一样。
个人感觉戴维SNG技术在中国的宣传比较低调,但是它已经获得了大唐(克旗和阜新)和新汶的合同,这主要得益于他们的催化剂曾在大平原上得到应用;但戴维技术貌似能找到的公开资料不多。
煤制SNG工艺流程中主要包括煤气化、变换、酸性气体脱除、甲烷化等工艺技术,其中高甲烷化技术为关键技术之一。
1.托普索甲烷化技术丹麦托普索公司开发甲烷化技术可以追溯至20世纪 70年代后期,该公司开发的甲烷化循环工艺(TREMPTM)技术具有丰富的操作经验和实质性工艺验证,保证了这一技术能够用于商业化。
该工艺已经在半商业规模的不同装置中得到证明,在真实工业状态下生产200 m3/h~3000 m3/h的SNG。
在TREMPTM工艺中,反应在绝热条件下进行。
反应产生的热量导致了很高的提升,通过循环来控制第一甲烷化反应器的度。
TREMPTM工艺一般有三个反应器,第二和第三绝热反应器可用一个沸水反应器(BWR)代替,虽投资较高,但能够解决空间有限问题。
另外,在有些情况下,采用四个绝热反应器是一种优化选择,而在有些条件下,使用一个喷射器代替循环压缩机。
除了核心技术外,因为生产甲烷的过程要放出大量的热量,如何利用和回收甲烷化热量是这项技术的关键。
托普索工艺可以将这些热量再次利用,在生产天然气的同时,产出高压过热蒸汽。
托普索的甲烷化催化剂和合成氨的催化剂在主要成分上没有差别,Ni类催化剂负载于Al2O3上是肯定的,同时要加防积碳的助剂,另外就是要使催化剂在高温下依然有活性,又需要加适量的助剂。
在工艺上,一般会加有循环机,至少要多个反应器。
对甲烷化反应产生的大量热如何利用也是工艺上一个重要的组成部分2.Davy甲烷化技术20世纪90年代末期,Davy工艺技术公司获得了将CRG技术对外转让许可的专有权,并进一步开发了 CRG技术和最新版催化剂。
Davy甲烷化工艺技术除具有托普索TREMPTM工艺可产出高压过热蒸汽和高品质天然气特点外,还具有如下特点:催化剂已经过工业化验证,拥有美国大平原等很多业绩。
催化剂具有变换功能,合成气不需要调节H/C比,转化率高。
催化剂使用范围很宽,在230℃~700℃范围内都具有很高且稳定的活性。
甲烷化生产关键技术甲烷是一种非常重要的天然气,被广泛用于燃气发电、民用燃气、工业燃料、交通运输等领域。
甲烷化生产是指通过催化剂将CO2等废气和H2制备成甲烷,是一种重要的清洁能源技术。
其关键技术包括催化剂开发、反应器设计、反应机理研究和工艺参数控制等方面。
催化剂开发是甲烷化生产的关键技术之一。
目前,主要采用镍基和铁基催化剂。
其中,镍基催化剂性能稳定,但对氧化还原能力弱;而铁基催化剂具有较强的氧化还原能力,但反应活性较低。
因此,研发具有高反应活性、高选择性、长寿命的催化剂是提高甲烷化生产效率的关键。
此外,催化剂的载体选择、寿命测试和再生等技术也需要不断探索和创新。
反应器设计也是影响甲烷化生产效率的关键技术之一。
目前,主要采用固定床反应器、流化床反应器和筒式反应器等不同类型的反应器。
其中,固定床反应器反应稳定性好、生产能力大,但存在催化剂失效、堵塞等问题;流化床反应器反应条件温度均匀、催化剂利用率高,但操作复杂、能耗高;筒式反应器则将两者的优点结合起来,但需要注重反应器设计和运行管制。
反应机理研究是深入了解甲烷化生产过程的关键技术之一。
目前,学界还没有完全解析甲烷化反应的机理,需要加强对反应路径、活性中心等方面的研究。
理论计算、表征技术等手段也需要不断发展和改进。
通过深入理解反应机理,能够更好的指导催化剂的设计和工艺参数的控制。
工艺参数控制是甲烷化生产过程的关键技术之一。
主要包括反应温度、压力、H2/CO2含量、催化剂负载量等要素的掌控。
在实际生产过程中,应根据催化剂性质和工艺要求,确定合理的工艺参数,以提高甲烷产率、选择性和催化剂寿命。
此外,对于甲烷化生产中出现的问题,如催化剂堵塞、热力失衡等,应及时调整相关工艺参数,并建立完善的监测体系,以保证生产的连续性、稳定性和可持续性。
综上所述,甲烷化生产是一项非常重要的清洁能源技术,其关键技术包括催化剂开发、反应器设计、反应机理研究和工艺参数控制等方面。
甲烷化工艺流程甲烷化是一种将甲烷转化为有机化合物的技术。
甲烷是天然气的主要成分,而甲烷化工艺则能够将甲烷转化为更有价值的化学品,如甲醇、乙烯和丙烯等。
下面,我将介绍一种甲烷化工艺的流程。
首先,甲烷化反应需要使用一个催化剂来促进反应的进行。
常用的催化剂包括铂、铑和钯等贵金属催化剂。
反应的条件一般为高温和高压环境下。
在反应开始之前,甲烷和空气会被混合在一起,形成甲烷和氧气的混合物。
然后混合物进入一个反应器中,反应器内设置了合适数量的催化剂。
当混合物进入反应器后,甲烷和氧气开始发生反应。
在催化剂的作用下,甲烷的碳氢键被断裂,形成甲基自由基(CH3·),而氧气则会被还原成氧自由基(O·)。
甲基自由基和氧自由基之间会发生链式反应,形成甲醇分子。
甲基自由基和氧自由基首先发生反应,形成甲醛(CH2O)分子。
然后,甲醛再与另一个甲基自由基发生反应,形成甲醇。
这个过程是一个自由基聚合的过程,会连续产生甲醛和甲醇。
甲醇是甲烷化反应的主要产物,可以在后续工艺中被进一步转化为其他有机化合物。
甲醇具有广泛的应用领域,可用于合成其他化学品,如乙醇和丙酮等。
此外,甲醇还可以作为燃料使用。
甲烷化反应的副产物包括二甲醚和甲醛等。
这些副产物的生成量取决于反应的条件和催化剂的类型。
副产物经过适当的处理后,也可以得到一定的经济价值。
甲烷化工艺的流程复杂且多样化,上述为其中一种常见的流程。
在实际应用中,还需要综合考虑反应效率、催化剂的稳定性、副产物的处理等因素。
随着科技的发展,甲烷化工艺也将不断完善,为实现甲烷资源的高效利用提供更好的解决方案。
甲烷化甲烷化技术技术技术综合篇综合篇甲烷化就是利用催化剂使CO 和CO2加氢转化为CH4的方法,此法可以将碳氧化物降低到10ppm 以下,但需要消耗氢气。
一、 加氢反应CO+3H 2=CH 4+H 2O+206.16KJCO 2+4H 2=CH 4+2H 2O+165.08KJ此反应为强放热反应,有氧气存在时,氧气和氢气反应会生成水,在温度低于200℃,甲烷化催化剂中的镍会和CO 反应生成羰基镍:Ni+4CO=Ni(CO)4因此要避免低温下,CO 和镍催化剂的接触,以免影响催化剂的活性。
甲烷化的反应平衡常数随温度增加而下降,作为净化脱除CO 和CO2作用的甲烷化技术,反应温度一般在280~420℃之间,平衡常数值都很大,在400℃、2.53Mpa 压力下,计算CO 和CO 2的平衡含量都在10-4ppm 级。
湖南安淳公司开发的甲烷化催化剂起活温度210℃,使用温度为220~430℃之间。
进口温度增加,催化剂用量减少,压降和功耗有较大的降低。
这部分技术在国内已经非常成熟,而且应用多年。
目前,甲烷化技术已经用在大规模的合成气制天然气上,因此最大的问题是催化剂的耐温及强放热反应器的设计制作上。
二、 甲烷化催化剂甲烷化是甲烷蒸汽转化的逆反应,因此甲烷化反应的催化剂和蒸汽转化催化剂一样,都是以镍作为活性组分,但是甲烷化反应在温度更低的情况下进行,催化剂需要更高的活性。
为满足上述需要,甲烷化催化剂的镍含量更高,通常为15~35%(镍),有时还需要加入稀土元素作为促进剂,为了使催化剂能承受更高的温升,镍通常使用耐火材料作为载体,且都是以氧化镍的形态存在,催化剂可压片或做成球形,粒度在4~6mm 之间。
催化剂的载体一般选用AI 2O 3、MgO、TiO、SiO 2等,一般通过浸渍或共沉淀等方法负载在氧化物表面,再经焙烧、还原制得。
其活性顺序为:Ni/MgO<Ni/AI 2O 3<Ni/SiO 2<Ni/TiO 2<Ni/ZrO 2稀土在甲烷化催化剂中的作用主要表现在:提高催化剂活性和稳定性、抗积炭性能好、提高了催化剂耐硫性能。
浅谈甲烷化技术在煤制天然气中的应用及进展摘要甲烷化技术是煤制天然气的关键技术之一。
本文介绍了国内外甲烷化技术特点和进展关键词煤制天然气;甲烷化技术;固定床反应器;DA VY;TREMPTM;Lurgi;前言随着我国经济的快速发展以及城市化进程的推进,具有优质洁净和环保特点的天然气需求急剧攀升,其在能源结构中的比例也迅速增加。
目前,世界天然气供需基本平衡,但需求增速远远大于产量增速。
在中国,随着城市化进程的加快和人民生活水平的提高以及环境保护意识的增强,对天然气的需求呈快速增长势头,预计2020年我国天然气的需求量将达到2000亿m3 ,而同期的天然气产量只能达到1400亿~ 1600亿m3[1] 。
如此大的天然气缺口将对我国国民经济的发展带来诸多不利影响。
煤制合成天然气流程是将煤经过气化、变换、气体净化以及甲烷化四个工艺单元来制备天然气。
通过煤制天然气技术可以使煤直接燃烧过程中产生的有害物质集中回收利用,也是高碳能源向低碳、富氢能源转化的有效途径。
发展煤制天然气不仅可以缓解我国天然气供应不足的局面,弥补天然气供需缺口,对于实现油气资源的多元化、能源安全、节能减排等方面具有战略性甲烷化工艺技术甲烷化工艺技术应用广泛[2] ,不仅应用于煤制天然气和热解气、焦炉气、生物质热解气及CO2 的甲烷化反应,同时也用于合成氨和燃料电池等工业,用于去除富H2 体系中少量的CO以防止催化剂中毒。
煤制合成天然气技术又叫蒸汽氧化气化法,也称“两步法”。
主要反应分为两步[3] :图1 煤制天然气工艺流程煤制合成天然气核心技术是甲烷化技术,甲烷化反应原理如下:甲烷化反应是在催化剂作用下的强放热反应。
甲烷化的反应热是甲醇合成反应热的2倍。
在通常的气体组分中,每1个百分点的CO甲烷化可产生74℃的绝热温升;每1个百分点的CO2甲烷化可产生60℃的绝热温升。
由于传统的甲烷化催化剂适用的操作温区较窄(一般为300~ 400℃),起活温度较高,因此对于高浓度CO和CO2 含量的气体,其甲烷化合成工艺及催化剂有更高的要求[4] 。
等温甲烷化技术等温甲烷化技术是一种将甲烷转化为其他有价值化合物的技术。
甲烷是一种丰富的天然气资源,然而其应用受限于其低能量密度和高温燃烧后产生的二氧化碳排放。
等温甲烷化技术通过在适当的条件下将甲烷转化为高能价值的烃类化合物,为甲烷的利用提供了一种全新的途径。
等温甲烷化技术的原理是通过一系列的化学反应,将甲烷转化为较长链的烃类化合物。
在这个过程中,需要使用催化剂和适当的反应条件来实现高效的转化。
由于甲烷分子的惰性较高,需要通过催化剂的作用来降低反应活化能,以实现甲烷的活化和转化。
等温甲烷化技术的催化剂通常是一些金属催化剂,如钯、铂等。
这些催化剂具有良好的活性和选择性,能够高效地催化甲烷的转化反应。
同时,反应温度和压力也是影响甲烷化反应的重要因素。
适当的反应温度和压力可以提高反应速率和产物选择性,同时减小副反应的发生。
等温甲烷化技术可以将甲烷转化为一系列有机化合物,如乙烯、丙烯、丁烯等。
这些有机化合物在化工工业中具有广泛的应用,可以用于生产合成树脂、润滑剂、燃料等。
与传统的甲烷利用方式相比,等温甲烷化技术具有高效、环保的优势,能够实现甲烷的有效利用和降低二氧化碳排放。
然而,等温甲烷化技术也面临一些挑战和问题。
首先,催化剂的选择和设计是关键,需要考虑活性、稳定性和寿命等因素。
其次,反应条件的优化是提高甲烷化反应效率的关键,包括温度、压力、催化剂用量等因素的控制。
此外,甲烷化反应的副产物处理也是一个重要的问题,需要考虑其处理和利用的经济性和环保性。
在未来的研究中,可以进一步优化催化剂的设计和反应条件的控制,以提高等温甲烷化技术的效率和经济性。
同时,可以探索新的催化剂和反应体系,以实现更高效的甲烷转化。
此外,对副产物的处理和利用也是一个重要的研究方向,可以进一步提高资源的利用效率。
等温甲烷化技术是一种将甲烷转化为其他有价值化合物的技术。
通过催化剂的作用和适当的反应条件控制,可以高效地实现甲烷的转化。
等温甲烷化技术在甲烷的利用和减少二氧化碳排放方面具有重要意义,但仍然面临一些挑战和问题。
甲烷化技术甲烷化就是利用催化剂使一氧化碳和二氧化碳加氢转化为甲烷的方法,此法可以将碳氧化物降低到10ppm以下,但需要消耗氢气。
一、加氢反应CO+3H2=CH4+H2O+206.16KJCO2+4H2=CH4+2H2O+165.08KJ此反应为强放热反应,有氧气存在时,氧气和氢气反应会生成水,在温度低于200℃,甲烷化催化剂中的镍会和CO反应生成羰基镍:Ni+4CO=Ni(CO)4因此要避免低温下,CO和镍催化剂的接触,以免影响催化剂的活性。
甲烷化的反应平衡常数随温度增加而下降,作为净化脱除CO和CO2作用的甲烷化技术,反应温度一般在280~420℃之间,平衡常数值都很大,在400℃、2.53Mpa压力下,计算CO和CO2的平衡含量都在10-4ppm级。
湖南安淳公司开发的甲烷化催化剂起活温度210℃,使用温度为220~430℃之间。
进口温度增加,催化剂用量减少,压降和功耗有较大的降低。
这部分技术在国内已经非常成熟,而且应用多年。
目前,甲烷化技术已经用在大规模的合成气制天然气上,因此最大的问题是催化剂的耐温及强放热反应器的设计制作上。
二、甲烷化催化剂甲烷化是甲烷蒸汽转化的逆反应,因此甲烷化反应的催化剂和蒸汽转化催化剂一样,都是以镍作为活性组分,但是甲烷化反应在温度更低的情况下进行,催化剂需要更高的活性。
为满足上述需要,甲烷化催化剂的镍含量更高,通常为15~35%(镍),有时还需要加入稀土元素作为促进剂,为了使催化剂能承受更高的温升,镍通常使用耐火材料作为载体,且都是以氧化镍的形态存在,催化剂可压片或做成球形,粒度在4~6mm之间。
催化剂的载体一般选用AI2O3、MgO、TiO、SiO2等,一般通过浸渍或共沉淀等方法负载在氧化物表面,再经焙烧、还原制得。
其活性顺序为:Ni/MgO<Ni/AI2O3<Ni/SiO2<Ni/TiO2<Ni/ZrO2稀土在甲烷化催化剂中的作用主要表现在:提高催化剂活性和稳定性、抗积炭性能好、提高了催化剂耐硫性能。
近年来,为增强Ni基甲烷化催化剂的抗硫性和耐热性,对于Ni作为主活性组分,Mo作为助剂载型Mo—Ni双金属催化剂,人们进行了不少研究。
Mo的加入可以促进Ni的还原,抑制Ni的烧结,从而提高Ni催化剂的催化活性。
但是Mo 对催化剂抗硫能力的提高,却没有统一的认识。
目前主要有以下3个方面的解释:①含Mo催化剂有较大吸附H2S的能力;②硫化Mo参与了催化甲烷化反应;③还原处理后生成的Mo.Ni合金是主要的抗硫活性相。
贵金属Ru、Rh、Pd等催化剂对CO、CO2甲烷化反应都具有良好的催化性能。
尤其是Ru催化剂,与Ni基甲烷化催化剂相比,具有如下优点。
一是具有较好的低温活性。
据报道,钌基甲烷化催化剂在90℃条件下,能使90%的CO、CO2有效地转化为CH4,这对需要通过消耗主能源、以加热方式提高反应温度、保证反应速率的装置,可以适当降低反应温度,从而达到节能的目的。
二是具有较快的反应速率和较高的选择性,钌基甲烷化催化剂在反应接触时问极短的情况下,CO、CO2甲烷化选择性、转化率依然很高。
由于反应接触时问较短可以允许空速较大,因此可以缩小甲烷化装置的规模,减少工程投资,提高设备的利用率。
三是具有较高的抗积炭和抗粉尘毒化能力。
甲烷化催化剂使用前以氢气和脱碳后的原料气还原:NiO+H2=Ni+H2O+1.26kjNiO+CO=Ni+CO2+38.5kj催化剂一经还原就有活性,甲烷化反应就可以进行,有可能造成温升,因此应控制碳氧化物应控制在1%以下。
还原后的镍催化剂会自燃,要防止与氧化性气体接触。
硫、砷和卤素元素都能使催化剂中毒,即使有微量也会大大降低催化剂的活性和寿命,硫和砷都是永久毒物,不能恢复。
三、甲烷化反应机理和速率CO优先甲烷化的趋势,转化起活温度为180℃左右,CO2的起活温度为180~183℃,首先在甲烷化催化剂上分解为CO,然后按照CO反应机理进行甲烷化。
四、工艺与流程甲烷化的反应器有管壳型和绝热型,每转化1%的CO、CO2、O2的绝热温升为72℃、59℃和159℃。
甲烷化反应器的入口温度受羰基镍和起活温度的影响,入口温度为280℃左右。
为降低催化剂床层温度,主要是要想办法移走反应热。
目前有二种方式:甲烷化反应器分为外冷列管式和外循环式二种。
外冷列管式反应器就是将催化剂装在列管内,管外为冷却水,其操作温度较外冷循环式低,床层温差、压降小,但催化剂装填量多,转化率高;外循环式就是采用绝热反应器,将反应热从塔后换热移走,因此需要大量使用循环气来移走反应热,降低了CO和H2的分率,导致甲烷化反应速度减慢,但反应器内的温度较高,因此选择性高。
从反应工程的角度来看,外冷列管式的反应器优于外冷循环式。
外冷循环式是采用反应后的气体来稀释进口气体,将CO和H2稀释到含量很低,导致压缩功和压降显著增加,而且存在最大循环比,大约为10倍。
比如托普索采用三塔串联第一塔循环的绝热TREMP工艺:一般在250~700度,最高温度可达到700度。
反应热可以高压过热蒸汽方式进行循环,也可以直接用于涡轮机。
该工艺特点如下:●原料气中甲烷浓度越高,则循环比降低、蒸汽产量降低,但是产品质量提高。
所以富甲烷对甲烷化有利;●(H2 -CO2)/(CO+CO2)≥3±0.1 ,其中CO2在1~3%之间;●循环比为1~2之间,远远低于别的厂家;●H2S≤0.1PPb;●反应进口温度一般在260℃,出口温度在680~700℃。
还有美国Davy公司开发出的甲烷化催化剂具有变换功能,合成气不需要调节H/C可直接进行甲烷化,而且实现了工业化,特点如下:(1) CEG-LH催化剂已经经过工业化验证,拥有美国大平原等很多业绩。
(2) CEG-LH催化剂具有变换功能,合成气不需要调节H/C比,转化率高。
(3) CEG—LH催化剂使用范围很宽,在230~700℃范围内都具有很高且稳定的活性。
(4)甲烷化压力高达3.0~6.0 MPa,可以减少设备尺寸。
(5)每1000m3代用天然气可副产约3t高压过热蒸汽,能量效率高。
(6)高品质的代用天然气,甲烷体积分数可达94%~96%。
五、国内技术研究简介我国在20世纪80年代至90年代煤气甲烷化增加热值的研究开发工作的进展较为迅速。
参与此研究工作的主要西北化工研究院、有中科院大连化学物理研究所、大连理工大学、华东理工大学、中国科技大学、上海煤气公司等,其中中科院大连化学物理研究所、华东理工大学及西北化工研究院在低热值煤气甲烷化制取中热值城市煤气方面进行了大量工作。
随着煤制天然气产业发展,新奥集团也开始了甲烷化催化剂及工艺的开发,目前也完成了模试。
·中科院大连化学物理研究所进行了常压水煤气甲烷化、加压耐硫甲烷化及低压耐硫甲烷化技术的研究开发·常压煤气甲烷化的研究于1987年完成了工业性单管试验,l988年进行催化剂放大试验,1990年与鞍山焦耐院及青浦化肥厂合作建成了3.5万m3/天甲烷化示范工程,常压水煤气甲烷化技术主要包括精净化及甲烷化技术两部分,净化部是精脱硫和脱氧,精脱硫采用改性活性碳,可将煤气中总硫从l00—250PPM 脱至0.2PPM,脱氧应采用是贵金属脱氧剂,型号为0-345,可将煤气中氧含量由5000PPM脱至3PPM。
大连化学物理研究所的煤气甲烷化技术方面一是研究开发了活性非均布型的M348甲烷化催化剂,二是采用了列管式换热反应器。
M348甲烷化催化剂,有独特的反应自锁能力,可在H2/C0<3不加水的条件下,催化剂反应后不结碳,在温度330—360"C,空速1500~2000h-1,C0转化宰85—90%,生成甲烷的选择性>60%。
列管式换热反应器管长3米,采用导热油换热。
·耐硫甲烷化技术仅进行了实验室的开发和放大试验,其压力在1.0MPa,温度360"C,空速l000 h-1,C0转换率50%,生成甲烷的选择性>50%。
·华东理工大学在低热值煤气甲烷化制取中热值城市煤气方面进行了大量实验室工作。
·研究开发的耐硫甲烷化催化剂在上海奉贤化肥厂进行了SDM型耐硫甲烷化催化剂的侧线试验,试验运行l000小时,考察反应条件对催化剂活性的影响,·对SDM-1型耐硫甲烷化催化剂及中科大的KD-306型耐硫甲烷化催化剂分别进行了500,300小时的单管试验,并进行了相关动力学的研究及反应器形式的研究,其压力在0.7-1.4MPa,温度360-540℃,空速400-2000h-1。
CO转化率75%,生成甲烷的选择性≥50%。
·中科大与东北煤气化研究所合作用KD-306型耐硫甲烷化催化剂分别在淮南化工厂及丹东煤气厂进行了升级试验,采用了循环工艺。
压力在1.5MPa,温度420~580℃,空速600~800h-1,循环比1.8-3.5的条件下,CO转化率40~60%,生成甲烷的选择性≥70%。
·上海煤气公司研究开发的SG-100型耐硫甲烷化催化剂立米级试验,试验运行了6000小时,甲烷化工艺采用多段式绝热固定床,压力在0.7MPa,温度400-550℃,空速300~400h-1,循环比0.3的条件下,CO转化率60~74%,生成甲烷的选择性50-63%。
·西北化工研究院的部分甲烷化增加煤气热值在“六五”、“七五”期间被列为国家重点科技攻关项目,在此研究基础上,承担了国家“八五”、“九五”重点科技攻关项目“两段炉煤气甲化烷中试及催化剂研究”,1986年“耐硫甲烷化催化剂的研究”列为国家城建部科技攻关项目,l988年完成了耐高温甲烷化催化剂及多段固定床甲烷化工艺中闻试验,试验规模为1200m3/d,运行1200小时。
1988年完成了耐高温甲烷化催化剂及多段固定床甲烷化工艺中间试验,试验规模为l200 m3/d,运行1200小时,并通过国家科委和化工部的技术鉴定。
甲烷化工艺包括两部分净化工艺及甲烷化工艺,在半水煤气条件下试验结果表明甲烷化催化剂活性高,耐热性能好,起活温度低,经过l 200 h寿命试验,活性基本无变化,比表面积基本无变化,CO转化率≥90%,生成甲烷的选择性≥65%。
在秦皇岛煤气厂水煤气两段炉现场建立了日处理量为l2 000m3煤气的甲烷化中试装置,顺利完成1000h中间试验完成了中间试验,中间试验结果表明:(1)两段炉水煤气甲烷化工艺设计合理,粗脱硫、加氢净化,精脱硫三段净化工艺满足了甲烷化催化剂对原料气的要求,经部分变换调整了煤气中H2/C0比例,防止床层积碳,保证甲烷化过程的正常进行。
(2)该甲烷化采用四段绝热床一次通过,设备简单、投资省,操作容易、开停车方便。