氨氧化装置爆炸危险性分析与控制措施
- 格式:docx
- 大小:17.13 KB
- 文档页数:2


作业区氨站危险控制及应急处置预案一、危险源辨识与评估1.1 氨站危险源氨站危险源包括氨液泄漏、氨气泄漏、氨气爆炸等。
对于氨站来说,氨液泄漏和氨气泄漏是最常见和最容易引起危害的危险源。
1.2 危险源评估针对氨站各类危险源,在进行评估时,要考虑以下因素:•危险源可能导致的损失:人员伤亡、财产损失、环境污染等;•危险源发生的概率:氨站危险源的发生概率一般较低,但一旦发生可能会导致极大的损失;•危险源控制的可行性:针对不同危险源,要制定相应的控制措施,确保控制措施的有效性和可行性。
二、危险控制措施2.1 氨液泄漏的控制措施对于氨液泄漏的控制,主要采取以下措施:•立即切断氨液供应管线;•将泄漏液体收集到固定区域;•喷雾冷却泄漏液体,避免氨气蒸发;•启动气体排放设备,将泄漏的氨气排放到空气中。
2.2 氨气泄漏的控制措施对于氨气泄漏的控制,主要采取以下措施:•立即切断氨气供应管线;•将泄漏处围栏隔离,撤离周边人员;•启动气体排放设备,将泄漏的氨气排放到空气中;•喷雾冷却泄漏液体,降低氨气的蒸发量。
2.3 氨气爆炸的控制措施对于氨气爆炸的控制,主要采取以下措施:•立即切断氨气供应管线;•将泄漏处围栏隔离,撤离周边人员;•启动气体排放设备,将泄漏的氨气排放到空气中;•具备扑救气体火灾的设备和人员。
三、应急处置预案3.1 应急值守当氨站出现泄漏、溢出、反应失控等意外情况时,应立即启动应急预案,启动应急值班制度,组织相关人员紧急处理事故。
3.2 应急处理措施一旦发生氨站事故,应按照预案要求,迅速采取应急处置措施,防范事故的扩大和升级。
主要措施包括:•控制危险源;•抢救被困人员;•给予受伤人员紧急治疗;•制定紧急疏散计划,组织周边人员撤离;•启动公共安全预案,通知相关部门和媒体;•提交事故报告,配合当地有关部门开展调查。
3.3 应急演练为确保应急处置预案的实施效果,氨站应定期组织应急演练。
演练的内容涵盖应急值守、应急处理、安全疏散等方面,演练中还要针对演练结果进行,完善应急预案。
氨氧化装置爆炸危险性分析与控制措施氨氧化装置是利用气氨与空气在催化剂存在的条件下,燃烧生成二氧化氮,供后装置制备硝酸的一套无机化工装置。
装置一般由5个子系统组成:液氨蒸发系统、压缩空气系统、氨氧化反应系统、氨氧化(尾气)吸收系统、锅炉给水系统,该工艺是目前制备硝酸的主流技术,工艺成熟可靠。
氨氧化工艺过程连续性强,自动化控制程度高,生产过程具有高温、高压、强腐蚀的特点,存在丰固有的火灾爆炸员对设备搅拌、燃烧点火器电路进行检查送电、验电时,发生爆鸣声,对氨氧化反应器开封头检查,发现铂铑网烧黑,上封头内分布器通道板有2个固定螺杆震断。
由此,有必要对氨氧化反应器进行爆炸危险性分析,了解该工艺过程的危害危险因素,并采取控制措施,以达到确保生产过程安全的目的。
一、反应原理和工艺流程简况氨氧化主反应:4NH3+5O2═4NO+6H2O+225.6kJ/mol2NO+O2═2NO2+57.6 kJ/mol氨氧化副反应:4NH3+3O2═2N2+6H2O+632.2kJ/mol2.工艺流程简图图1 氨氧化反应工艺流程简图3.工艺流程概述自界区来的液氨经氨蒸发器E1蒸发变成气氨,气氨通过过滤器后与压缩机K来的压缩空气混合;一次空气与气氨9:1比例在混合器(M)中混合后,进入反应器(R)并由氢气点火(氢气只用于装置开车点火用),在一定温度下,经催化氧化生成二氧化氮;生成的二氧化氮经废热锅炉换热器冷却至200℃(同时副产3500kPa的高压蒸汽(SH)),200℃的亚硝酸气经冷却器冷却成36%(ω/ω)HNO3进入回流槽,大部分未冷凝的二氧化氮进入吸收塔(C)吸收,供后续工序使用。
二、爆炸危险分析1.生产过程物料危险特性分析氨氧化生产工艺过程主要物料是氨和空气,燃料为氢,主要中间产品硝酸,工艺过程可能形成副产物硝酸铵,其物料危险特性分析如下:液氨危险特性:经过实验,液氨常用理化常数:比重:0.817(-79℃);熔点:-77.7℃;沸点;-33.3℃;自燃点;651℃;爆炸极限:15.7℃~27.4%,最易引燃浓度:17%;蒸气密度:0.6(空气=1);蒸汽压力:-33.6℃,0.101Mpa;4.7℃,0.507Mpa;25.7℃,1.013Mpa;50.1℃,2.027Mpa;遇火星会引起燃烧爆炸,有油类存在时,更增加燃烧危险;核武器有毒,液接触到皮肤可造成灼伤和冻伤等。

合成氨装置危险因素分析及其防范措施一、危险因素分析(一)氨气泄漏合成氨装置是一种高压、高温工艺装置,其生产过程中使用的氨气具有高毒性、易燃爆炸等危险性质。
如果发生氨气泄漏,可能导致以下后果:1. 毒害人员:氨气本身具有强烈的刺激性和腐蚀性,对呼吸道、眼睛和皮肤有刺激作用,严重时会导致中毒,甚至危及生命。
2. 燃爆风险:氨气本身易燃,和空气形成的混合气体区域达到一定浓度时可发生燃烧、爆炸,导致严重的人员伤亡和物质损失。
(二)设备失效合成氨装置是一种高温、高压、严苛的生产装置,设备失效可能导致以下后果:1. 事故蔓延:设备失效会导致生产过程中的氨气泄漏、原料外泄等情况发生,燃烧、爆炸等事故可能会在装置内部蔓延,对周围生产设备造成严重影响。
2. 制造污染物:在设备失效的情况下,装置可能会制造污染物,如氮氧化物、二氧化硫等,这会导致环境和人员的健康受到威胁。
(三)设备操作不当在合成氨装置的生产操作过程中,如果操作不当,也会导致以下危险:1. 设备破坏:如果操作不规范或失误,会使设备因为压力或者温度太高而失效或破坏。
2. 油、水、气混合引起爆燃:操作不当导致装置内部油、水、气混合,在压力和温度逐渐升高情况下,容易引起火灾或爆炸。
3. 腐蚀:合成氨装置需要使用树脂和铁合金等材料,如果操作不当,可能会导致这些材料被腐蚀,从而影响生产过程和产品质量。
二、防范措施(一)氨气泄漏1. 确保装置安全可靠:合成氨装置需要经过专业人员维护,确保其各个部分都处于正常状态。
2. 安装氨气泄漏探测器:安装氨气泄漏探测器来及时发现氨气泄漏,可以在事故发生前采取应对措施。
3. 开展气体检测:定期进行气体检测,确保氨气泄漏情况得到及时发现。
4. 建立应急预案:合成氨装置需要建立应急预案,并确保应急预案能够及时启动,应急人员能够迅速应对事故发生。
(二)设备失效1. 进行设备维护:定期进行设备维护,检查设备的各个部分,确保其处于正常状态。
It's not that you have the courage to speak, but you cultivate courage while speaking.模板参考(页眉可删)合成氨装置危险因素分析及其防范措施合成氨装置采用的原料、燃料、过程产物及产品大多为甲类、乙类火灾危险性物质,其中还有有毒物质,操作又在高温、高压下进行。
其生产特点为:高温、高压、易燃、易爆、易中毒。
由于主要设备为单系列,因而设备一旦发生故障,往往会造成全装置停车。
故障处理不当,甚至造成重大事故发生。
(一)装置事故统计分析我国70年代引进的大型合成氨装置,在生产初期曾频繁发生事故。
自1977年至1979年三年间,十一套装置曾发生人身伤亡事故43次,重大停车事故307次。
停车事故中以设备事故最多,停车次数为199次,占事故总数的64.82%。
详见表7—5。
设备重大停车事故共199次,按设备类别分,见表7—6。
其中,主要设备发生重大停车事故54次,以合成气压缩机发生停车事故最多,为30次。
详见表7—7。
我国大型合成氨装置投产初期,催化剂发生损坏的事故也较多。
1977年到1980年四年期间,13套大型合成氨装置八种催化剂中七种催化剂更换了58次。
其中,因事故更换23次共760.02t,按计划更换35次共1316.66t,事故更换催化剂占总更换量的36.6%。
整炉更换共46炉。
其中,事故更换13炉,计划更换33炉。
事故更换次数最多的是一段转化催化剂。
详见表7—8(1) 。
从上述统计可以看出,我国大型合成氨装置生产初期,装置重大停车事故频繁发生,按每厂、每年平均停车事故次数计达12.79次,平均每厂每月停车一次以上。
停车事故中以设备事故占的比例大,损失也大。
而主要设备停车事故又以合成气压缩机事故次数最多。
同时,催化剂损坏事故也较多,经济损失也大。
其中,一段转化炉催化剂事故更换次数为最多。
装置运行进入正常期后,事故次数大幅下降,装置实现了安全、稳定、长周期运行,长周期运行都达到一年以上。
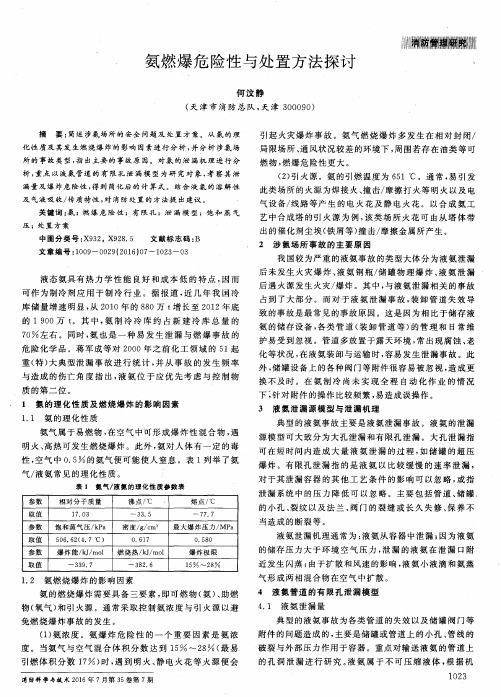
双加压法硝酸生产氧化炉爆炸危险分析与对策摘要:本文结合实际生产,分析了导致氧化炉爆炸的危险因素,并采取相应对策以防止氧化炉爆炸事故的出现。
关键词:双加压法硝酸生产氧化炉爆炸氧化炉是双加压法硝酸生产的重要设备之一,氨空混合气(氨气和空气的混合气体)在其中发生剧烈的氧化反应,反应温度为850℃,压力为0.35Mpa,同时放出大量的热量,反应式如下[1]:4NH3+5O2=4N0+6H20 △H=-907280J —(1)在这样高温、高压的条件下,如果原料氨达到爆炸极限,或者是反应热量不能及时带走,氧化炉就会存在爆炸的危险,一旦氧化炉发生爆炸,不仅导致装置停车,贵重催化剂—铂网损坏,还有可能导致人员伤亡。
一、爆炸危险分析1.氨空比达到爆炸极限氨气为乙类危险物质,引燃度为651℃,爆炸极限为15.5~27.0%(V%)[2],一旦氧化炉中氨气的体积浓度(氨空比)在该极限范围内就有爆炸危险。
生产中导致实际氨空比达到爆炸极限的原因有:1.1氨气或工艺空气流量指示不准确。
在双加压法硝酸生产工艺中,氨空比的计算式如下:K=V2/( V1+ V2)×100% —(2)其中:K—氨空比,%;V1—工艺空气的体积流量,m3/s;V2—氨气的体积流量,m3/s。
只有K值指示准确,才能控制好实际氨空比值不在氨气的爆炸极限内。
从公式(2)可以看出,要保证K指示准确,则V1 、V2的测量值必须准确,V1 、V2的测量值分别经过工艺空气温度、氨气温度进行补偿;因此,要保证K 值指示准确,则需要同时具备以下4个条件:①工艺空气流量计正常;②氨气流量计正常;③工艺空气温度指示准确;④氨气温度指示准确。
实际生产中有时会出现下列问题:①工艺空气流量计导压管负压侧堵塞使得测得的工艺空气流量大于实际流量;②氨气流量计导压管正压侧堵塞使得测得的工艺空气流量小于实际流量;③工艺空气温度计故障指示偏高使得工艺空气流量值大于实际流量;④氨气温度计故障指示偏低使得氨气流量值小于实际流量。
化学氧化反应的危险性分析与防护化学氧化反应如氨氧化制硝酸、甲苯氧化制苯甲酸、乙烯氧化制环氧乙烷等。
化学氧化反应的危险性主要是火灾。
(1)氧化的火灾危险性①氧化反应需要加热,但反应过程又是放热反应,特别是催化气相反应,一般都是在250~600℃的高温下进行,这些反应热如不及时移去,将会使温度迅速升高甚至发生爆炸。
②有的氧化,如氨、乙烯和甲醇蒸气在空中的氧化,其物料配比接近于爆炸下限,倘若配比失调,温度控制不当,极易爆炸起火。
③被氧化的物质大部分是易燃易爆物质。
如乙烯氧化制取环氧乙烷中,乙烯是易燃气体,爆炸极限为2.7%~34%,自燃点为450℃;甲苯氧化制取苯甲酸中,甲苯是易燃液体,其蒸气易与空气形成爆炸性混合物,爆炸极限为1.2%~7%;甲醇氧化制取甲醛中,甲醇是易燃液体,其蒸气与空气的爆炸极限是6%~36.5%。
④氧化剂具有很大的火灾危险性。
如氯酸钾,高锰酸钾、铬酸酐等都属于氧化剂,如遇高温或受撞击、摩擦以及与有机物、酸类接触,皆能引起着火爆炸;有机过氧化物不仅具有很强的氧化性,而且大部分是易燃物质,有的对温度特别敏感,遇高温则爆炸。
⑤氧化产品有些也具有火灾危险性。
如环氧乙烷是可燃气体;硝酸虽是腐蚀性物品,但也是强氧化剂;含36.7%的甲醛水溶液是易燃液体,其蒸气的爆炸极限为7.7%~73%。
另外,某些氧化过程中还可能生成危险性较大的过氧化物,如乙醛氧化生产醋酸的过程中有过醋酸生成,过醋酸是有机过氧化物,性质极度不稳定,受高温、摩擦或撞击便会分解或燃烧。
(2)氧化过程的防火措施①氧化过程中如以空气或氧气作氧化剂时,反应物料的配比(可燃气体和空气的混合比例)应严格控制在爆炸范围之外。
空气进入反应器之前,应经过气体净化装置,消除空气中的灰尘、水汽、油污以及可使催化剂活性降低或中毒的杂质,以保持催化剂的活性,减少着火和爆炸的危险。
②氧化反应接触器有卧式和立式两种,内部填装有催化剂。
一般多采用立式,因为这种形式催化剂装卸方便,而且安全。
合成氨装置危险有害因素分析一、火灾、爆炸(一)造气工段该工段的工艺特点是:空气与水蒸汽交替进入煤气发生炉进行制气反应,工艺复杂而且工艺流程和参数的变动非常频繁,产生的半水煤气中的一氧化碳和氢气等具有很强的火灾爆炸危险性,设备庞大而密封性差,有大量液压阀频繁动作,易出现磨损和腐蚀,产生的半水煤气易燃易爆,设备中伴随有高温和明火,这就决定了该工段最容易出现的事故是火灾爆炸,最危险的部位是炉顶、炉底和煤气总管。
1、煤气发生炉的生产过程由PLC控制,如程序出现失误引起液压阀门动作失误导致流程错误,空气窜入煤气系统或者煤气窜入空气系统,在炉内高温、明火作用下很容易发生炉顶或炉底爆炸事故;造气流程的切换是由液压系统控制液压阀来实现的,由于流程的切换非常频繁,如果液压阀的液压缸内的液压密封件出现老化、磨损,液压泵跳闸、掉压,电磁换向阀因油路杂质出现卡塞,软接头管因老化或受高温发生爆裂喷油掉压导致系统阀门启闭错乱、液压阀阀板与液压杆的连接出现脱落等原因,阀门不能正常动作、流程不能正常切换,容易造成煤气发生炉空气、煤气等物料流程错误从而引发炉顶、炉底或空气总管、煤气总管等管路的爆炸。
2、造气系统发生透氧事故导致半水煤气中氧含量升高是威胁整个合成氨系统安全的重大危险因素。
一旦氧含量超过极限,混有氧气的半水煤气进入到脱硫、压缩、变换等工段,遇到静电除焦器中的静电电晕、压缩机的静电火花或变换的高温催化剂,必然导致整个系统发生爆炸事故。
发生透氧事故的原因主要有:(1)半水煤气发生炉在气化工艺过程中,因操作失误、自动控制程序错乱、液压系统错乱引起阀门开关错误等原因,空气窜入煤气系统造成透氧事故;(2)在煤气发生炉开车阶段,炉温低、半水煤气发气量低,如急速开车加量,带入的空气量比例相对较大,容易造成半水煤气透氧事故;(3)吹风阀门或下行煤气阀关闭不严或磨损,内漏进入空气,造成半水煤气透氧;(4)发生炉内煤层薄、煤层结疤、煤层不平等,容易造成煤层空洞、偏烧、吹风气走短路燃烧不完全,造成半水煤气发生透氧;3、由于煤气发生炉体积庞大、密封面多且炉盖、灰斗口部位采用自身配合密封而没有垫片,材料大多采用碳钢,使用一段时间后因受热、频繁开关容易变形而密封不良,甚至因炉体、灰斗等部位出现开裂、炉门被煤块、煤渣卡住而关闭不严,煤气炉周围存在煤气泄漏现象,如果煤气积聚到一定浓度,遇到明火、静电火花,或被自身高温点燃,容易发生炉盖、灰斗等部位火灾甚至空间发生爆炸。
氨氧化装置爆炸危险性分析与控制措施
氨氧化装置是利用气氨与空气在催化剂存在的条件下,燃烧生成二氧化氮,供后装置制备硝酸的一套无机化工装置。
装置一般由5个子系统组成:液氨蒸发系统、压缩空气系统、氨氧化反应系统、氨氧化(尾气)吸收系统、锅炉给水系统,该工艺是目前制备硝酸的主流技术,工艺成熟可靠。
氨氧化工艺过程连续性强,自动化控制程度高,生产过程具有高温、高压、强腐蚀的特点,存在丰固有的火灾爆炸员对设备搅拌、燃烧点火器电路进行检查送电、验电时,发生爆鸣声,对氨氧化反应器开封头检查,发现铂铑网烧黑,上封头内分布器通道板有2个固定螺杆震断。
由此,有必要对氨氧化反应器进行爆炸危险性分析,了解该工艺过程的危害危险因素,并采取控制措施,以达到确保生产过程安全的目的。
一、反应原理和工艺流程简况
氨氧化主反应:
4NH3+5.02═4NO+6H2O+225.6kJ/mol
2NO+O2═2NO2+57.6 kJ/mol
氨氧化副反应:
4NH3+302═2N2+6H2O+632.2kJ/mol
2.工艺流程简图
图1 氨氧化反应工艺流程简图
3.工艺流程概述
自界区来的液氨经氨蒸发器E1蒸发变成气氨,气氨通过过滤器后与压缩机K<SPAN style="COLOR: black; FONT-FAMILY: 宋体; mso-bidi-font-size: 10.5pt; mso-ascii-fon。