公差配合与尺寸链计算
- 格式:doc
- 大小:37.00 KB
- 文档页数:2
工艺尺寸链计算的基本公式
1.尺寸链总公差计算式
总公差=设计尺寸+最大便宜-最小公差
其中,设计尺寸是产品设计的理论尺寸,最大便宜是指允许的最大超
出设计尺寸的尺寸偏差,最小公差是指允许的最小尺寸偏差。
2.累积公差计算式
累积公差=√(Σ(公差1^2+公差2^2+公差3^2+...+公差n^2))
其中,Σ表示总和,公差1、公差2、公差3...公差n是从设计到加
工过程中每个环节的公差。
3.公差分配计算式
公差分配=(设计尺寸-加工尺寸)/加工余量
其中,设计尺寸是产品设计的理论尺寸,加工尺寸是实际加工得到的
尺寸,加工余量是指设计尺寸与加工尺寸之间的差值。
4.合并公差计算式
合并公差=√(公差1^2+公差2^2)
其中,公差1和公差2是两个相互独立的公差。
5.组合公差计算式
组合公差=(公差1^2+公差2^2+公差3^2+...+公差n^2)^0.5
其中,公差1、公差2、公差3...公差n是不同特征尺寸的尺寸公差。
除了这些基本公式外,还有一些特殊情况下的公式可供使用,如配合
公差的计算、紧配合公差的计算等。
需要注意的是,工艺尺寸链的计算是一个复杂的过程,需要考虑到产
品的设计要求、加工工艺的要求、材料的特性等多个因素。
公式只是工艺
尺寸链计算的一部分,实际使用中还需结合具体情况进行综合计算和分析。
工序尺寸公差—工艺尺寸链的计算(Process dimension chain calculation)发布:admin | 发布时间: 2009年11月28日工序尺寸公差—工艺尺寸链的计算(Process dimension chain calculation)基准重合时工序尺寸与公差的确定1.确定各加工工序的加工余量2.从最后工序开始,即从设计尺寸开始到第一道加工工序,逐次加上每道加工工序余量,得各工序基本尺寸(包括毛坯尺寸)。
3.除最后工序,其余工序按各自所采用加工方法的加工精度确定工序尺寸公差。
4.按入体原则标注工序尺寸一.工艺尺寸链(一)尺寸链定义:尺寸链:将相互关联的尺寸按一定的顺序联接成首尾相接的封闭图形。
工艺尺寸链:由单个零件在工艺过程中形成的有关尺寸的尺寸链。
(二)尺寸链的组成1. 环:组成尺寸链的每个尺寸A1、A2、、A32. 封闭环:在加工过程中间接得到的尺寸A2。
3. 组成环:在加工过程中直接得到的尺寸A1、A3。
增环:其余各组成环不变,此环增大使封闭环增大者。
减环:其余各组成环不变,此环增大使封闭环减少者。
具体判断:给封闭环任选一个方向,沿此方向转一圈,在每个环上加方向,与封闭环方向相同者为减环,相反者为增环。
(三)特点:1.寸链必须封闭2.尺寸链只有一个封闭环3.封闭环的精度低于组成环精度4.封闭环随组成环变动而变动(四)作法:1.找出封闭环2.从封闭环起,按工件表面上关系依次画出组成环,直到尺寸回到封闭环起,形成一个封闭图形,组成尺寸链的组成环环数应是最少的。
3.相接原则,确定增环、减环。
二.尺寸链基本计算1、尺寸链图中的每一个尺寸都称为链环,所有的链环构成尺寸链。
2、在尺寸链中,能人为的控制或直接获得的尺寸称为组成环。
3、在尺寸链中被间接得到的,当其他尺寸出现后自然形成的尺寸称为封闭环(终结环)。
每一个组成环的增大或减小都会使封闭环发生变化,一个尺寸链中只有一个封闭环。
尺寸链计算及公差分析
在尺寸链的建立中,首先需要确定整个产品装配过程中涉及到的零部件,并给每个零部件标明一个唯一的编号。
然后,根据设计要求,确定零
部件之间的尺寸限制关系,即零部件的上下游关系。
这些尺寸限制关系可
以用箭头表示,箭头的方向指向上游关系。
最后,根据尺寸限制关系,建
立整个产品的尺寸链。
在尺寸链的计算中,首先需要确定一个基准零件,即整个产品中的一
个参照零部件。
然后,根据基准零件,逐级计算其他零部件的尺寸,并将
结果填入尺寸链的箭头上。
计算的方法根据零部件之间的关系而定,例如,对于基准零件上下游有一个长度尺寸限制关系的情况,可以采用简单的加、减法来计算下游零件的尺寸。
公差分析的方法有很多种,其中最常用的方法是“最小公约数法”。
该方法的步骤如下:
1.根据尺寸链计算结果,确定每个零部件的上下公差。
2.根据装配要求和功能需求,分析哪个关键尺寸对产品性能影响最大。
3.找出影响关键尺寸的所有零部件,并选择其中公差最大的零部件作
为关键尺寸的控制零件。
4.根据控制零件的公差和功能要求,逐级计算其他零部件的公差。
5.根据计算结果,确定每个零部件的公差范围。
除了“最小公约数法”外,还有其他的公差分析方法,如模态分析法、半经验法等。
不同的方法适用于不同的工程情况,选择合适的方法可以提
高分析的准确性。
综上所述,尺寸链计算及公差分析是一种工程设计中常用的方法,它能够帮助设计工程师确定零部件之间的尺寸关系和公差范围,确保产品在装配过程中满足设计要求。
这对于产品的质量控制和工艺优化非常重要。
尺寸链计算和公差叠加尺寸链计算和公差叠加是机械工程学中常用的一种计算方法,它以度量尺寸计算构造元件和机械设备的相对位置为基础,可以明确指定每个元件和机械系统的定位要求,从而满足设计性能计算要求。
尺寸链计算可以分为直接尺寸链计算法和公差叠加法两种形式。
本文针对这两种方法进行深入分析,分别介绍其原理、特点、应用场景以及计算步骤。
一、尺寸链计算法尺寸链计算法是用于定义机械设备空间布局的一种工具,它采用位置坐标系统来定义各种机械元件的相对位置。
它的原理是在构造的三维空间中,用空间坐标表示机械元件的坐标位置,然后通过一系列计算步骤,根据不同元件之间的相对尺寸计算出其他元件坐标位置。
它的计算特点是:计算结果准确,不受尺寸变化的影响,可以有效地计算出构件的空间布局,简化设计过程,降低设计的复杂程度。
在机械设计中,尺寸链计算法可以实现从草图到实物的直接构造,从而更加方便、快捷地进行机械空间布局设计。
二、公差叠加公差叠加法是另一种常用的计算尺寸构造元件位置的方法,主要用于计算机械系统中多个元件或构件间联合运动和固定位置之间的精密位置关系。
它的原理是根据尺寸度量结果,利用公差叠加法计算出实际尺寸度量值,从而确定每个构件的定位位置。
公差叠加的计算步骤也比较简单,可以根据公差值进行循环叠加,以计算出机械设备的定位位置。
不同于尺寸链计算法的计算结果准确,公差叠加法可以根据实际公差值调节各元件的精度。
三、尺寸链计算和公差叠加比较尺寸链计算法和公差叠加法都是机械设计中常用的一种计算方法,它们都可以实现机械设备空间布局的计算,从而满足设计性能计算要求。
但是,二者也存在一定的区别。
首先,它们的原理不同:尺寸链计算法是利用三维坐标下的相对尺寸,根据计算公式计算出其他元件的坐标位置;而公差叠加法是根据尺寸度量和公差叠加参数,计算出构件的定位位置。
其次,它们的计算结果也不同:尺寸链计算法的计算结果准确,不受尺寸变化的影响;而公差叠加法可以根据实际公差值调节各元件的精度。
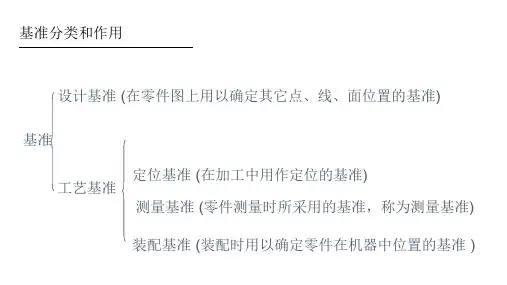
基准设计基准(在零件图上用以确定其它点、线、面位置的基准)工艺基准定位基准(在加工中用作定位的基准)测量基准(零件测量时所采用的基准,称为测量基准)装配基准(装配时用以确定零件在机器中位置的基准)基准分类和作用形位公差形位公差形状公差(单一要素,无基准)形状或位置公差(单一或关联要素,有或无基准)位置公差(关联要素,有基准)定向跳动定位平面度直线度圆度圆柱度线轮廓度面轮廓度垂直度角度平行度圆跳动全跳动位置度同心度对称度尺寸链的建立1. 形成封闭尺寸环2. 定义装配基准3. 设定GAP (即使干涉也可以假设)尺寸建立尺寸链草图的必要条件:a.各零件有详细的零件图纸。
b.各项目有详细的尺寸和公差,or定义公差表。
c.一个符合实际装配过程的装配图。
U ChannelPEG APEG CPEG BPEG BPEG CU Channel59.51 ±.3211.77±.569.29 ±.3714.24 ±0.29PEG APEG B PEG C如果要使用静态公差分析法RSS 分析所有尺寸组成能够装配,势必会有一个GAP ,Step1: 将所有尺寸组成偏向一边,形成gap ,一般情况下一个尺寸链只有一个gapRemark ,即使知道尺寸链会干涉,也请假设会有一个GAP ,如何确定GAP 是否干涉?U ChannelPEG APEG CPEG BPEG BPEG CGAPStep 2: 建立尺寸链,定义增环(+),减环(-)方向Start hereFinish here U ChannelPEG APEG CPEG BPEG BPEG CGAP(+)(-)Step 3: 将所有尺寸按减环方向开始列,注意尺寸链的连续性,不能断裂Step 4: 将所有尺寸公差平方和开根,得到所有尺寸累计公差和。
( 为简化计算,将极限偏差,修改为对称公差)如上计算结果,RSS 0.93> GAP nom 0.68, 因此结果是干涉的。
公差尺寸链计算公式公差尺寸链公差尺寸链是指由一系列零件组成的装配体系中,各零件之间的公差关系。
在机械设计和生产过程中,正确的计算和控制公差尺寸链是确保装配质量的重要因素。
下面列举一些相关的计算公式,并给出解释和例子。
1. 最大材料条件与最小材料条件最大材料条件(MMC)是指零件或特征的最大尺寸,而最小材料条件(LMC)是指零件或特征的最小尺寸。
根据这两个条件,在公差尺寸链的计算中,我们可以得到以下两个公式:•最大材料条件下公差尺寸:T = MMC - 低限制公差•最小材料条件下公差尺寸:T = LMC - 高限制公差以螺纹为例,最大材料条件下,螺纹轴的最大尺寸为25 mm,低限制公差为- mm,那么螺纹轴的最大材料条件下公差尺寸为 mm(25 + (-))。
2. 链公差法则在公差尺寸链的计算中,使用链公差法则可以将公差传递从装配体到各个零件,下面是链公差法则的一般形式:T(a, b) = T(a) + T(b) + |∑L|其中,T(a, b)是装配体尺寸的公差,T(a)和T(b)分别是零件a和b的公差,∑L是两个零件直接的公差和(所有相邻公差的代数和),也称为“累加和”。
以一个简单的装配体为例,该装配体由两个零件a和b组成,零件a的公差为 mm,零件b的公差为 mm。
两个零件的直接公差和为 mm。
根据链公差法则,装配体的公差尺寸为:T(a, b) = + + || = mm3. 频率分布法则在公差尺寸链的计算中,使用频率分布法则可以根据具体的公差分布情况,计算出装配体尺寸的公差。
以下是频率分布法则的一般形式:T = ΔD × K其中,ΔD是公差限制域(公差分布范围的一半),K是概率累积函数曲线的系数。
以一个简单的零件为例,假设公差限制域为 mm,概率累积函数曲线的系数为。
那么该零件的公差尺寸为:T = × = mm总结•最大材料条件与最小材料条件可用于计算公差尺寸。
•链公差法则可用于将公差传递到装配体。
尺寸链计算及公差分析一、尺寸链计算1.确定基准尺寸:首先需要确定产品的基准尺寸,这是其他尺寸的参考值。
2.确定功能尺寸:根据产品的功能要求,确定与之相关的尺寸。
例如,一个机械零件的功能要求是与其他组件配合,那么相关的尺寸即为功能尺寸。
3.确定辅助尺寸:辅助尺寸是与功能尺寸无关的尺寸,通常用于产品的加工和装配。
例如,孔的直径和深度就是辅助尺寸。
4.确定公差:在确定各个尺寸之后,需要为它们设置公差。
公差是指允许的尺寸变化范围,它的大小取决于产品的制造工艺和功能要求。
5.进行尺寸链计算:根据产品的功能和制造要求,依次计算各个尺寸的数值。
计算时需要考虑公差的影响,确保产品在允许的范围内可以正常工作。
二、公差分析公差分析是确定产品尺寸的变化范围,即各个尺寸的上下限。
公差分析可以帮助工程师评估产品的质量,确定工艺参数,并优化产品设计。
1.确定公差类型:公差分为基本公差和几何公差两种类型。
基本公差是根据工艺要求和产品功能确定的,例如直径公差、平行度公差等;几何公差是根据产品的形状和配合要求确定的,例如圆度公差、轴线位置公差等。
2.进行公差叠加:公差叠加是将各个尺寸的公差叠加在一起,得到产品整体的公差。
这可以通过数学模型或专业软件进行计算。
3.进行公差分析:在确定产品整体的公差后,可以进行公差分析。
公差分析可以通过模拟或实验的方式进行,用于评估产品在实际使用中尺寸变化的影响。
4.优化设计:通过公差分析可以了解产品尺寸变化的情况,如果发现一些尺寸变化太大,可能会导致产品的功能受到影响,需要对设计进行优化。
优化设计可以包括调整公差、改变加工工艺等。
总结起来,尺寸链计算及公差分析是确定产品尺寸和形状的重要方法,它可以帮助工程师评估产品的质量和性能,指导产品的制造和装配。
在实际应用中,需要充分考虑产品的功能要求、制造工艺和使用环境等因素,合理确定尺寸链和公差,以确保产品的质量和性能达到要求。
模块七尺寸链
图7-23
42.加工一轴套,轴套外径基本尺寸为Ф100mm,轴套内也的基本尺寸为Ф80mm,已知外圆轴线对内孔轴线同轴度为Ф0.028mm,要求完工后轴套的壁厚在9.96~10.014mm范围内。
求轴套内径和外径的尺寸分差及极限偏差。
43.某一轴装配前需用要镀铬、镀铬层的厚度为10±2um,镀铬后尺寸为Ф80mm,问没有镀铬前的尺寸应是多少?
44.有一孔、轴配合,装配前需镀铬、镀铬层厚度为10±2um,镀铬后应满足30H7/f7的配合,问该轴没有久铬前的尺寸应是多少?
45.加工如图7-24所示一链轮传动机构。
要求链轮与轴承端面保持间隙N 为0.5~0.95mm试确定机构中有关尺寸的平均公差等级和极限偏差。
46.一对开式齿轮箱如图7-25所示,根据使用要求,间隙A在1~1.75mm 的范围内,已知各零件的基本尺寸为A1=101mm,A2=50mm,A3=A5=5mm,A4=140mm,求各环的尺寸偏差。
图7-24 图7-25。
尺寸链计算一.基本概念尺寸链是一组构成封闭尺寸的组合。
尺寸链中的各个尺寸称为环。
零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。
组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。
反之为减环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。
传递系数ξ:表示各组成环对封闭环影响大小的系数。
增环ξ为正值,减环ξ为负值。
通常直线尺寸链的传递系数取+1或-1。
尺寸链的主要特征:①。
尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。
二.尺寸链的分类1.按应用范围分工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链.装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链.2. 按构成尺寸链各环的空间位置分线性尺寸链:各环位于平行线上平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列.空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算.3.按尺寸链的形式分a)长度尺寸链和角度尺寸链b)装配尺寸链装、零件尺寸链和工艺尺寸链c)基本尺寸链与派生尺寸链基本尺寸链指全部组成环皆直接影响封闭环的尺寸链派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链三. 基本尺寸的计算把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。
是设计中尺寸链计算时首先应该进行的工作。
目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误.特别是测绘设计的产品。
由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算四.解尺寸链的主要方法根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。
为了提高零件的装配精度,与其有关各零件表面形成的尺寸链环数必须最少。
尺寸链公差计算案例
尺寸链公差计算是一种通过逐级加工和配合来确定零件尺寸的方法。
以下是一个尺寸链公差计算的案例:
假设要计算一个由两个零件组成的尺寸链的公差。
零件A是一个圆柱体,直径为30mm,长度为50mm。
零件B是一个与零件A配合的孔,直径为30.1mm,长度为50mm。
首先,我们需要确定两个零件之间的配合公差。
配合公差是由设计要求和制造工艺决定的。
如果要求零件A与零件B之间具有一定的间隙,可以选择一个负公差,如果要求零件A与零件B之间具有一定的紧配合,可以选择一个正公差。
假设我们选择一个-0.05mm的配合公差。
接下来,我们需要确定零件A和零件B的尺寸公差。
尺寸公差是由制造工艺和产品要求决定的。
在这个案例中,我们假设零件A和零件B的尺寸公差都是±0.02mm。
最后,我们可以计算出整个尺寸链的公差。
尺寸链公差等于零件A的直径公差加上零件B的直径公差再加上配合公差。
在这个案例中,尺寸链公差=±0.02mm + ±0.02mm + (-0.05mm) = ±0.19mm。
这样,我们就确定了这个尺寸链的公差为±0.19mm。
根据这个公差,我们可以在制造过程中控制零件的尺寸,以确保零件的配合满足要求。
尺寸链计算及公差分析简体尺寸链计算及公差分析是指在产品设计和制造过程中,根据产品的尺寸要求和公差要求,进行尺寸链计算和公差分析的过程。
通过尺寸链计算和公差分析,可以保证产品的尺寸和公差要求的合理性,从而提高产品的质量和性能。
1.确定产品的功能要求:在进行尺寸链计算之前,首先需要明确产品的功能要求,包括产品的使用环境、载荷条件等。
这些功能要求将直接影响产品的尺寸和公差要求。
2.确定尺寸分配方案:根据产品的功能要求,确定各个部件的尺寸分配方案。
尺寸分配方案是指在整个产品装配结构中,确定各个部件尺寸的大小关系和变化范围。
3.进行尺寸链计算:根据产品的尺寸分配方案,进行尺寸链计算。
尺寸链计算是根据产品的装配关系,通过数学模型和计算方法,确定产品各个尺寸的相对大小和变化范围。
4.优化尺寸链计算结果:在进行尺寸链计算之后,需要对计算结果进行验证和优化。
如果计算结果不符合要求,需要进行调整,直到满足产品的功能要求和设计目标为止。
公差分析是指根据产品的尺寸要求和功能要求,进行公差分配和公差传递的过程。
公差分析是保证产品质量的重要措施,它通过对产品的公差进行分析和控制,保证产品的尺寸和公差要求的合理性。
公差分析一般包括以下几个步骤:1.确定公差要求:在进行公差分析之前,首先需要明确产品的公差要求,包括尺寸公差、形位公差等。
这些公差要求是产品设计的基础,决定了产品的质量和性能。
2.进行公差分配:根据产品的尺寸要求和功能要求,进行公差分配。
公差分配是确定产品各个部件的公差大小和公差类型的过程。
3.进行公差传递:在进行公差传递时,需要考虑产品的装配关系和公差传递路径。
公差传递是指产品各个部件的公差通过装配关系,传递到最终装配尺寸上的过程。
4.进行公差分析和控制:在进行公差分析之后,需要对公差进行分析和控制。
公差分析是通过数学模型和计算方法,对产品的公差进行分析和预测。
公差控制是通过制定合理的公差规范和工艺要求,保证产品的公差要求的合理性和可控性。
尺寸链计算及公差分析简体一、尺寸链计算1.起始尺寸链:起始尺寸链是从产品装配的第一个操作开始的尺寸链关系。
起始尺寸链通常是由产品的主要定位和安装特征决定的。
2.传递尺寸链:传递尺寸链是在装配过程中零件之间传递尺寸关系的链条。
传递尺寸链可以通过装配顺序和功能要求来确定。
3.终止尺寸链:终止尺寸链是指产品装配的最后一个操作的尺寸链关系。
终止尺寸链通常是与产品的最终功能和外观要求相关的。
在进行尺寸链计算时,需要结合产品的功能要求和装配工艺要求,综合考虑零件之间的尺寸关系。
对于复杂的产品,可以采用图纸、CAD软件以及装配工艺规程等辅助工具进行计算。
二、公差分析公差分析是指确定产品各个零件的公差大小及零件之间的公差相互关系,以保证产品在装配过程中的功能要求和质量要求。
公差分析通常包括以下几个步骤:1.定义公差:根据产品的功能要求和质量要求,确定零件的公差。
公差可以分为两种类型:尺寸公差和形位公差。
尺寸公差是指零件的尺寸允许偏差的范围,包括上偏差和下偏差。
形位公差是指零件的形状和位置允许偏差的范围,包括平行度、圆度、垂直度等。
2.公差链分析:根据产品的装配要求和功能要求,确定零件之间的公差相互关系。
公差链分析可以通过数学模型和软件工具进行。
公差链分析的目的是找出公差传递路径和公差传递条件,以保证产品装配后的功能要求和质量要求。
3.公差配对:在确定了零件的公差和公差链关系后,需要进行公差配对。
公差配对是将合适的公差分配给零件,使得整体装配后的公差满足要求。
公差配对可以通过数学模型、统计方法和试装验证等方式进行。
4.公差控制:在产品设计阶段,需要控制公差的大小和分布。
公差控制是指通过调整零件的尺寸和形位公差,以满足产品的功能和质量要求。
公差控制可以通过优化设计、选择合适的加工工艺和装配工艺等方式进行。