聚氨酯保温管技术要求
- 格式:docx
- 大小:10.39 KB
- 文档页数:3
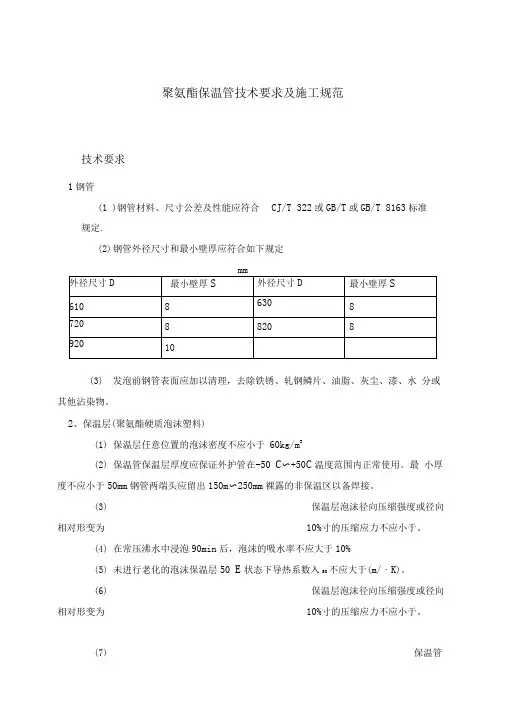
聚氨酯保温管技术要求及施工规范
、 技术要求
1、钢管
(1)钢管材料、尺寸公差及性能应符合 CJ/T 322 或 GB/T 9711.1 或 GB/T 8163标准规定 .
(2)钢管外径尺寸和最小壁厚应符合如下规定
mm
外径尺寸 D 最小壁厚δ 外径尺寸 D 最小壁厚δ
610 8 630 8
720 8 820 8
920 10
(3)发泡前钢管表面应加以清理,去除铁锈、轧钢鳞片、油脂、灰尘、漆、水 分或其他沾染物。
2、保温层(聚氨酯硬质泡沫塑料)
( 1)保温层任意位置的泡沫密度不应小于 60kg/m3
(2)保温管保温层厚度应保证外护管在 -50℃~ +50℃温度范围内正常使用。最
小厚度不应小于 50mm。钢管两端头应留出 150mm~250mm裸露的非保温区以备焊接。
( 3)保温层泡沫径向压缩强度或径向相对形变为 10%时的压缩应力不应小于
0.3MPa。
(4)在常压沸水中浸泡 90min 后,泡沫的吸水率不应大于 10%。
(5)未进行老化的泡沫保温层 50℃状态下导热系数λ 50 不应大于 0.033W/
( m/·K)。
6)保温层泡沫径向压缩强度或径向相对形变为 10%时的压缩应力不应小于
0.3MPa。 ( 7)保温管发泡前后,外护管任一位置同一截面的外径增大率不应大于 2%。
( 8)泡孔应均匀细密。沿径向测量的泡孔平均尺寸不应大于 0.5mm,试验时泡
沫的闭孔率不应小于 88%。
(9)正常使用的保温管寿命,在 120℃下连续工作至少 30 年,外护管不应有 可见裂纹。
3、外护管
(1)预制保温用外护管的公称外径和最小壁厚应如下
公称外径 D 630 710 850 955
最小壁厚δ 9.8 11.1 12 13
(2) 外护管密度不应小于 940kg/m3。 所添加的碳黑应满足下列要求:密度
1500kg/m3~2000kg/m3;甲苯萃取量:≤ 0.1%(质量百分比);平均颗粒尺寸: 0.01 μ
m~0.25 μm。
(3) 可以使用不超过 15%(质量百分比)的洁净的回用料,但回用料必须是制造 商自己的产品产生的。
(4) 外护管供应方应注明外护管的熔体流动速率值,以便于外护管焊接时参考。
当两个外护管焊接时,其熔体流动速率的差值不应大于 0.5g/10min 。
(5) 外护管应为黑色,其内外表面目测不应有损失其性能的沟槽。不允许有气泡、 裂纹、凹陷、杂质、颜色不均等缺陷。管两端应切割平整,并与管的轴线垂直,角度
误差应小于 2.5 °。
(6) 外护管任意位置的拉伸屈服强度不应小于 19MPa、断裂伸长率不应小于
350%。
(7) 外护管任意管段的纵向回缩率不应大于 3%。纵向回缩率试验结束时管材表
面不应出现裂纹、空洞、气泡等缺陷。
二、 施工规范
1、管道安装
( 1)直埋供热管道的坡度不宜小于 2‰ ,高处宜设放气阀,低处宜设放水阀。 (2)管道应利用转角自然补偿, 10°~60° 的弯头不宜用做自然补偿。
( 3)预制直埋保温管的现场切割应符合下列规定:管道配管长度不宜小于 2m;
在切割时应采取措施防止外护管脆裂;切割后的工作钢管裸露长度应与原成品管的工 作钢管裸露长度一致;切割后裸露的工作钢管外表面应清洁 , 不得有泡沫残渣。
(4)直埋保温管接头的保温和密封应符合下列规定:接头施工采的工艺,应有 合格的形式检验报告;接头的保温和密封应在接头焊口检验合格后进行;接头处钢管 表面应干净、干燥;当周围环境温度低于接头原料的工艺使用温度时,应采取有效措 施,保证接头质量;接头外观不应出现熔胶溢出、过烧、鼓包、翘边、褶皱或层间脱 离等现象;
2、管沟开挖及回填
(1) 沟槽的土方开挖宽度,应根据管道外壳至槽底边的距离确定。管周围填砂时 该距离不应小于 100mm;填砂时,回填高度应符合设计要求;填土时,筛土颗粒不应 大于
20mm,回填范围为保温管顶以上 150mm以下的部位。
3、管道焊 接
(1)焊件组对前及焊接前,应将坡口及内外侧表面不小于 20mm范围内的杂质、
污物、毛刺和镀锌层等清理干净,并不得有裂缝、杂质等缺陷。
(2)管子及管件对接焊缝组对时,内壁错边量不应超过母材厚度的 10%,且不
应大于 2mm
(3)焊接时,选用的焊剂应与母材和焊丝相匹配。
(4)焊缝位置应符合如下规定:直管段上两对接焊口中心面间的距离,当公称尺 寸大于或等于 150mm时,不应小于 150mm时;除采用定型弯头外,管道焊缝的中心与 管起弯点的距离不应小于管外径,且不应小于 100mm。管道焊缝间距支管或管接头的 开孔边缘不应小于 50mm,且不应小于孔径;管道环焊缝距支、吊架净距不得小于 50mm。
需热处理的焊缝距支、吊架不得小于焊缝宽度的 5 倍,且不得小于 100mm。
5)外管检查满足要求。