压力容器制造工艺卡范文
- 格式:docx
- 大小:116.18 KB
- 文档页数:20
椭圆封头制造卡
材料
编制 审核 年 月 日 年 月 日 产品编号1
产品名称
产品图号
件号 共2页 第1页
单台数量
材料状态
艺表一01
产品编号
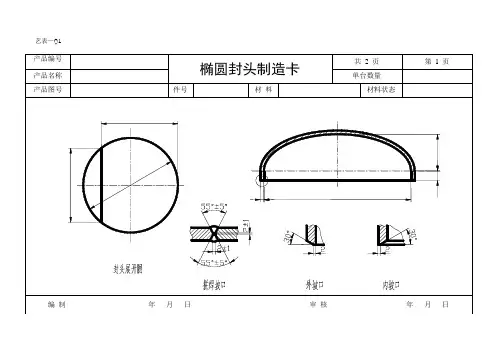
椭圆封头制造卡 共2页 第1页
产品名称
单台数量
产品图号
件号 材料 材料状态
序
号 工序 承制 单位 工序内容及技术要求 设备
工装 检验数据 操作者. 一日期 检验员
“日期
1 备料 库房 库房备有材质证明书、检验合格的(5 = _mm, __________________ 钢板,要求材
料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按封头理论展开尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确
认后,按线下料。 氧快
3 焊接 铆焊 按焊接工艺施焊;将封头起弧段焊缝余高修磨平,但不得低于母材。
4 外协 供应科 库管员在封头坯料上作原材料钢印标记;工艺员填写封头外协委托单;供应科持
委托单联系外协冲压。
5 入厂
检验 检验科 ⑴检查封头合格证内容是否完整;检查封头原材料标记。
⑵检查封头几何尺寸和表面形状:
内表面形状偏差:外凸W1.25%Di即W _________ mm,内凹W0.625%Di即
W ________ mm;总深度公差为(-0.2〜0.6)%Di即 __________ mm;最小厚度不
得小于 _____ mm;直边倾斜度向外W 1.5mm,向内W1.0mm;直边高度公差
为(-5〜10)%h即 _________ mm; 直径公差为 ______________ mm;夕卜周长公
差为 __________ mm;直边部分不得有纵向皱折;封头表面光滑无突变。 测厚仪
6 检测 探伤室 按探伤工艺对封头拼接焊缝进行1W%RT检测,按 _________ 标准一级合格。 射线机
7 坡口 铆焊/金
工 按零件图要求加工封头端面坡口。
8 酸洗 生产科 不锈钢封头作酸洗钝化处理。
艺表邂2 年 月 日 审核 年 月 日
产品编号
筒体制造卡 共 页 第 页
产品名称
单台数量
产品图号
件号 材料 材料状态
序
号 工序 承制 单位 工序内容及技术要求 设备
工装 检验数据 操作者
日期 检验员
“日期
1 备料 库房 库房备有材质证明书、检验合格的(5 = _mm, ________________ 钢板,要求材
料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按实测封头外圆周长计算展开尺寸,按排板要求划线,库管员作好材料标记移植,
检验员检查确认后,按线下料;同时下试板、引弧板、灭弧板。
筒体理论下料尺寸为: _____________________________________________ 。 氧快
3 卷筒 铆焊 按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量bW _____ mm,棱角度
EW _____ mm。筒体纵缝延长部位点固试板、引熄弧板,定位焊长度20〜50mm,
间距150〜200mm。 卷板机
4 焊接 铆焊 按焊接工艺要求加工坡口,坡口两侧30mm范围内清理污物,然后按焊接工艺施
焊;清除熔渣及焊接飞溅,补焊凹坑、咬边、弧坑等缺陷并修磨;打焊工钢印;
填写施焊记录;检验员检查外观质量。
5 校圆 铆焊 筒体校圆,要求最大最小直径差eW _______mm,棱角度EW _________ mm。 卷板机
6 检测 探伤室 按探伤工艺对纵焊缝进行 ____ %RT检测,按 __________ 标准 ______ 级合格。 射线机
7 理化 理化室 焊接试板进行机械性能试验,拉伸 ____ 件,弯曲 _____ 件,冲击 _____ 件。 试验机
8 组对 铆焊 按筒体布板图要求组对各筒节,定位焊要求同4;筒体B类环缝组对错边量
bW ____ mm,棱角度EW ______ mm;筒体直线度WH/1000即W ________ mm。
9 焊接 铆焊 要求同4条。
10 检测 探伤室 按探伤工艺对B类环焊缝进行 __ %RT检测,按 __________ 标准一级合格。 射线机
艺桌—04 年 月 日 审核 年 月 日
产品编号
补强圈制造卡 共2页 第2页
产品名称
单台数量
产品图号
件号 材料 材料状态
序
号 工序 承制 单位 工序内容及技术要求 设备
工装 检验数据 操作者
11日期 检验员/ /日期
1 备料 库房 库房备有材质证明书、检验合格的6 = _____mm, ________________ 钢板,要求
材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按图纸尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确认后,按 线下料。 氧快
3 煨形 铆焊 按要求滚卷钢板,圆弧部分应与所补强的壳体紧密贴合。 卷板机
4 钻孔
攻丝 金工 在补强板下部、距边缘15mm处划线,钻底孔①8.4mm,丝锥攻丝M10—7H。 钻床
5 组焊 铆焊 补强板与壳体紧密贴合后点固,按要求施焊。
6 试验 生产科 补强圈与壳体焊接后,以0.5 MPa压缩空气作试漏检查。 空压机
艺 审核
共2页 第1页 补强圈制造卡
单台数量 产品名称
产品图号 件号 材料 材料状态
M1C-7F
f////A\\ Y//////M 年 月 日 年 月 日
产品编号
件 号 D D1 d 材料 数量
艺桌—05 年 月 日 审核 年 月 日
产品编号
法兰制造卡 共 页 第 页
产品名称
单台数量
产品图号
件号 材料 材料状态
序
号 工序 承制 单位 工序内容及技术要求 设备
工装 检验数据 操作者 11日期 检验员/ /日期
1 备料 库房 库房备有材质证明书、检验合格的6 = mm, ___________________ 钢板,要求
材料表面无可见缺陷;经超声波检测无分层缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按图纸尺寸及排板要求划线,内外径预留 ________ mm机加余量;分瓣拼焊时
按分 ___ 瓣划线。库管员作好材料标记移植,检验员检查确认后,按线下料。 氧快
3 组对 铆焊 按焊接工艺加工坡口,清理坡口两侧30mm范围内污物;拼接焊缝组对错边量 b
W ______ mm,棱角度 E W _____ mm。
4 焊接 铆焊 按焊接工艺施焊;清除熔渣及焊接飞溅,补焊凹坑、咬边、弧坑等缺陷并修磨; 打焊工钢印;填写施焊记录;检验员检查外观质量。
6 检测 探伤室 按探伤工艺对拼接焊缝进行100%超声检测,按JB4730标准,级合格。 超声仪
7 热处理 生产科 拼接焊缝按热处理工艺作焊后热处理。
8 校平 铆焊 校正法兰上下平面,要求平面度^ ±3.0 mm,棱角度EW ________ mm。
9 车 金工 按零件图车成,要求密封面粗造度 _______ U厚度 _____ mm;作材料标记移植。
10 钻孔 金工 按螺栓孔中心圆直径① ______ mm划线,钻孔 ①____________ 。要求螺栓孔
中心圆直径偏差±1.0 mm,相邻二螺栓孔弦长允差W二05_mm,任意二 螺栓孔弦长允差W ±1.0 mm。
艺表邂6 年 月 日 审核 年 月 日
产品编号
盖制造卡 共 页 第 页
产品名称
单台数量
产品图号
件号 材料 材料状态
序
号 工序 承制 单位 工序内容及技术要求 设备
工装 检验数据 操作者
日期 检验员/"
“日期
1 备料 库房 库房备有材质证明书、检验合格的6 = ____ mm, __________________ 钢板,要求
材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按图纸尺寸① _______ mm及排板要求划线,内外径预留 __________ mm机加
余量;库管员作好材料标记移植,检验员检查确认后,按线下料。 氧快
3 车 金工 车外圆到① ________ mm;作材料标记移植;按凸缘直径① _______ mm车密
封面;要求密封面粗造度 _______ ,厚度________ mm。
4 钻孔 金工 按中心圆直径① _______ mm划线,钻孔 ____ ① _______ 。要求螺栓孔中心圆
直径偏差±1.0 mm,相邻二螺栓孔弦长允差W ±0.5 mm,任意二螺栓孔
弦长允差W ±1.0 mm。