球墨铸铁井盖的生产工艺
- 格式:doc
- 大小:10.58 KB
- 文档页数:1
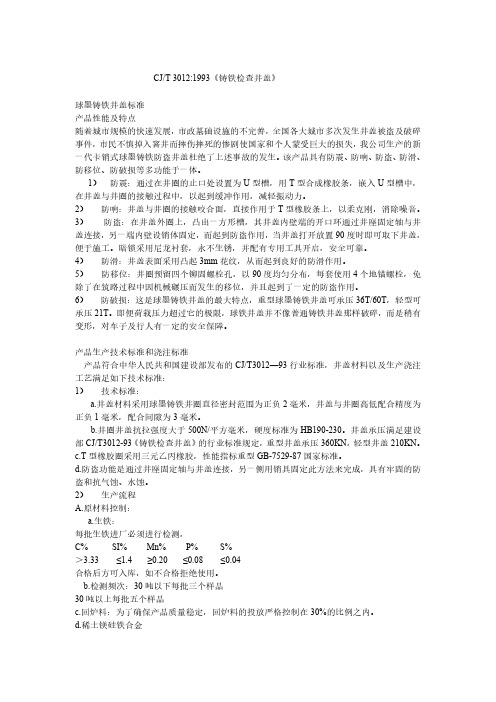
CJ/T3012:1993《铸铁检查井盖》球墨铸铁井盖标准产品性能及特点随着城市规模的快速发展,市政基础设施的不完善,全国各大城市多次发生井盖被盗及破碎事件,市民不慎掉入窨井而摔伤摔死的惨剧使国家和个人蒙受巨大的损失,我公司生产的新一代卡销式球墨铸铁防盗井盖杜绝了上述事故的发生。
该产品具有防震、防响、防盗、防滑、防移位、防破损等多功能于一体。
1)防震:通过在井圈的止口处设置为U型槽,用T型合成橡胶条,嵌入U型槽中,在井盖与井圈的接触过程中,以起到缓冲作用,减轻振动力。
2)防响:井盖与井圈的接触咬合面,直接作用于T型橡胶条上,以柔克刚,消除噪音。
3)防盗:在井盖外圈上,凸出一方形槽,其井盖内壁端的开口环通过井座固定轴与井盖连接,另一端内壁设销体固定,而起到防盗作用,当井盖打开放置90度时即可取下井盖,便于施工。
暗锁采用尼龙衬套,永不生锈,并配有专用工具开启,安全可靠。
4)防滑:井盖表面采用凸起3mm花纹,从而起到良好的防滑作用。
5)防移位:井圈预留四个铆固螺栓孔,以90度均匀分布,每套使用4个地锚螺栓,免除了在筑路过程中因机械碾压而发生的移位,并且起到了一定的防盗作用。
6)防破损:这是球墨铸铁井盖的最大特点,重型球墨铸铁井盖可承压36T/60T,轻型可承压21T。
即便荷载压力超过它的极限,球铁井盖并不像普通铸铁井盖那样破碎,而是稍有变形,对车子及行人有一定的安全保障。
产品生产技术标准和浇注标准产品符合中华人民共和国建设部发布的CJ/T3012—93行业标准,井盖材料以及生产浇注工艺满足如下技术标准:1)技术标准:a.井盖材料采用球墨铸铁井圈直径密封范围为正负2毫米,井盖与井圈高低配合精度为正负1毫米,配合间隙为3毫米。
b.井圈井盖抗拉强度大于500N/平方毫米,硬度标准为HB190-230。
井盖承压满足建设部CJ/T3012-93《铸铁检查井盖》的行业标准规定,重型井盖承压360KN,轻型井盖210KN。

球墨铸铁井盖制作工艺
一、材料准备
球墨铸铁井盖的制作需要准备的材料有:球墨铸铁毛坯、砂型、砂芯、涂料、冷却水等。
二、砂型制作
1. 砂型制作是整个工艺中最关键的一步,需要根据井盖的尺寸和形状
来设计模具,然后在模具中放入球墨铸铁毛坯。
2. 然后将模具密封并注入液态金属,在金属冷却凝固后,将模具拆开,取出球墨铸铁井盖。
三、砂芯制作
1. 砂芯是用来形成井盖内部孔洞的重要部分。
首先需要设计好孔洞的
位置和大小,然后根据设计图纸制作砂芯。
2. 制作砂芯时需要注意填充密实,并且保证其与球墨铸铁毛坯之间留
有足够的间隙。
四、涂料喷涂
1. 涂料喷涂是为了提高球墨铸铁井盖表面质量和耐腐蚀性能。
在喷涂
前需要对毛坯进行清理和处理。
2. 喷涂时需要注意控制喷涂厚度和均匀性。
五、球墨铸铁井盖冷却
1. 冷却是球墨铸铁井盖制作过程中重要的一步,其目的是使球墨铸铁井盖内部结构均匀致密,并且提高其强度和硬度。
2. 冷却过程中需要使用冷却水进行降温,并且控制降温速度,避免产生裂纹和变形等缺陷。
六、球墨铸铁井盖后处理
1. 制作完成后需要对球墨铸铁井盖进行打磨和修整,使其表面光滑平整。
2. 最后进行检验和包装,确保产品质量达到标准要求。
七、总结
以上就是球墨铸铁井盖制作工艺的详细步骤。
在实际操作中需要注意每个步骤的细节,以确保产品质量。
同时,还需要不断学习新技术和新工艺,不断提高自身技能水平。

铸铁井工艺标准铸铁井工艺标准引言:铸铁井是一种常见的井盖产品,广泛应用于城市道路、行人街道和人行道等地方。
为了确保铸铁井的品质和使用寿命,制定一套科学的工艺标准是非常重要的。
本文将介绍铸铁井的工艺标准,以及相关的检验要求和品质控制规范。
一、材料选择铸铁井的材料选择对于产品的承重、耐久性和安全性有着重要的影响。
一般情况下,使用D系列的球墨铸铁材料(GBT 1348-2009标准)作为铸铁井的材料。
球墨铸铁具有较高的强度和耐磨性,能够适应不同的环境和负荷条件。
二、模具制作模具的制作质量直接关系到铸铁井的外观和尺寸精度。
模具应选择耐磨性好、变形小的材料制作,如铸铁或钢材。
模具的尺寸应根据实际井盖尺寸进行设计,并且要预留一定的缩口量,以保证铸件的收缩率。
三、炉前处理炉前处理是指在铸造之前对模具进行预处理,以保证炉料的质量和铸件的成型效果。
炉前处理的主要步骤包括清理模具、涂抹隔热涂料、加热预热等。
清理模具可以去除模具表面的杂质和氧化物,涂抹隔热涂料可以降低模具表面的温度梯度,预热可以提高炉料的流动性。
四、铸造工艺铸造工艺是指将熔化的金属倒入模具中,使其凝固成型的过程。
在铸造过程中,应控制好铸造温度、铸造时间和冷却速率等参数,以确保铸铁井的产品质量。
此外,还应注意避免金属的气孔和夹渣等缺陷的产生。
五、后处理工艺铸铁井的后处理工艺包括去砂、打磨和喷涂等步骤。
去砂是指将金属铸件表面的砂子清理干净,以提高铸件的表面光洁度;打磨是指对井盖的外观进行加工,例如去除铸造缺陷和加工尺寸;喷涂是指对井盖进行防锈和防腐处理,增加产品的使用寿命。
六、检验要求铸铁井的检验应按照相关的国家标准和行业规范进行。
主要的检验项目包括外观检验、尺寸检验、化学成分分析和物理性能测试等。
外观检验主要是检查铸铁井的表面是否有裂纹、砂孔、夹渣等缺陷;尺寸检验主要是检查铸铁井的尺寸精度是否符合要求;化学成分分析和物理性能测试主要是检查铸铁井的材料质量。

固溶强化球墨铸铁生产工艺球墨铸铁是一种具有优良机械性能和良好韧性的铸铁材料,广泛应用于汽车制造、机械制造、建筑工程等领域。
而固溶强化球墨铸铁则是对球墨铸铁进行热处理,通过固溶处理和淬火处理来增强其力学性能。
本文将详细介绍固溶强化球墨铸铁的生产工艺。
固溶强化球墨铸铁的生产工艺主要包括以下几个步骤:原材料选用、熔炼制备、球化处理、固溶处理和淬火处理。
首先是原材料的选用。
球墨铸铁的主要成分是铁、碳、硅和镍等元素。
为了保证球墨铸铁的质量,需要选择优质的生铁、废钢和合金添加剂作为原料。
接下来是熔炼制备。
将选好的原料按照一定比例投入到高炉或电炉中进行熔炼。
在熔炼过程中,根据需要可以添加一些合金元素,如铜、钒、钛等,来调整球墨铸铁的组织和性能。
熔炼完成后,需要进行球化处理。
球化处理是通过在熔融铁水中加入球化剂,使其形成球状石墨的过程。
球化剂一般采用重质镁和轻质铁合金。
球化处理的目的是为了改善球墨铸铁的断裂性能和塑性。
然后是固溶处理。
固溶处理是将球墨铸铁加热到一定温度,使其达到固溶状态,然后进行保温一段时间,使碳、硅等元素均匀溶解在铁基体中。
固溶处理的目的是消除球墨铸铁中的过饱和析出物,提高其硬度和强度。
最后是淬火处理。
淬火是将固溶处理后的球墨铸铁迅速冷却至室温,使其形成马氏体或贝氏体组织,从而提高其硬度和强度。
淬火处理的方式有水淬、油淬和空气冷却等,具体选择取决于球墨铸铁的要求。
通过以上工艺步骤,固溶强化球墨铸铁的生产完成。
这种工艺可以使球墨铸铁在保持良好韧性的同时,提高其硬度和强度,增加其抗拉强度和抗压强度,提高耐磨性和耐蚀性,从而满足不同领域的使用需求。
总结起来,固溶强化球墨铸铁生产工艺包括原材料选用、熔炼制备、球化处理、固溶处理和淬火处理等步骤。
通过这些工艺步骤,可以改善球墨铸铁的力学性能,提高其硬度和强度,增加其使用寿命和可靠性。
固溶强化球墨铸铁因其优异的性能,在工程领域得到广泛应用。
球墨铸铁井盖的生产工艺
球墨铸铁井盖的生产工艺主要包括以下步骤:
1. 材料准备:选择高质量的球墨铸铁毛坯,并根据井盖尺寸和特点制定相应的铸造生产计划。
2. 模具制作:根据井盖尺寸和形状制作相应的模具。
模具一般采用砂型铸造工艺或者耐火材料制造。
3. 熔铁生产:将球墨铸铁毛坯放入高温炉内熔化,同时添加合适的合金元素、熔剂和脱硫剂等辅料。
4. 铸造成型:将熔化的球墨铸铁液倒入井盖模具中,并进行冷却、凝固和收缩处理,最终形成球墨铸铁井盖。
5. 表面处理:针对井盖表面的加工和处理,如打磨、切割、抛光等,以确保井盖表面平整光滑、符合设备要求。
6. 检验打包:对铸造出的球墨铸铁井盖进行质量检测,如尺寸、硬度、外观等方面的检查,同时对井盖进行包装,保证运输的安全和完好性。