公制和英制粗糙度对照表
- 格式:xls
- 大小:16.00 KB
- 文档页数:1


光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm)另附:表面粗糙度国际标准粗糙度RMS和RA,RZ,RY的换算2010-05-27 18:41:31| 分类:默认分类| 标签:|字号大中小订阅1mm=1000um, 1um=1000nmRMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有: RMS*25.4/1000=RA举例: RMS64 = 64*25.4/1000= RA 1.6RMS:Root Mean Square,为被考察区域高度的各点偏离该区域平均高度位置的均方根根值。
单位是nm。
几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8无论是机械加工的零件表面,或者是用铸、锻等方法获得的零件表面,总是会存在着具有较小间距和峰谷的微观几何形状误差(轮廓微观不平度)。
这种较小的间距和峰谷的微观几何形状特性称为表面粗糙度。
表面粗糙度的评定参数(在此仅讨论高度特性参数,因为表面粗糙度评定参数最常采用高度评定参数)1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大,则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较表面粗糙度的表示法从量测仪器上,我们多可获得工件表面不规则状况的放大结果,而此一结果常被称为"表面轮廓图"(surface profile)。
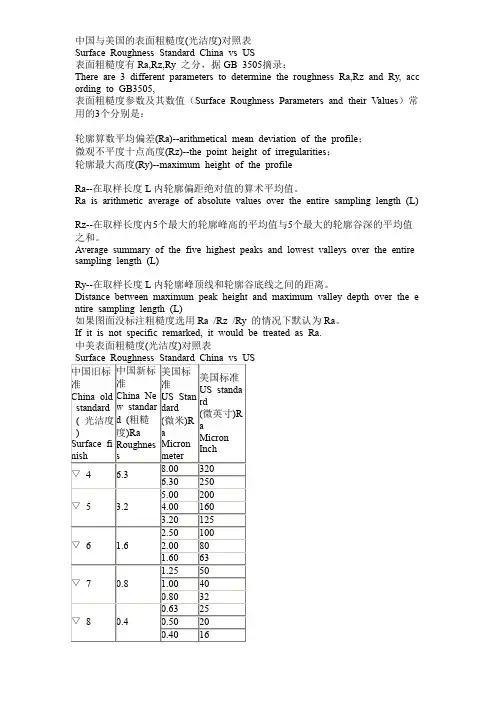
中国与美国的表面粗糙度(光洁度)对照表Surface Roughness Standard China vs US表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:There are 3 different parameters to determine the roughness Ra,Rz and Ry, acc ording to GB3505,表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profileRa--在取样长度L内轮廓偏距绝对值的算术平均值。
Ra is arithmetic average of absolute values over the entire sampling length (L) Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Average summary of the five highest peaks and lowest valleys over the entire sampling length (L)Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
Distance between maximum peak height and maximum valley depth over the e ntire sampling length (L)如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
If it is not specific remarked, it would be treated as Ra.中美表面粗糙度(光洁度)对照表表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
粗糙度对照表2、国标中光洁度和粗糙度对照表:表面粗糙度与光洁度的关系参考表(单位:μm)向表面粗糙度在图样上的标注方法表面粗糙度符号、代号应注在可见轮廓线、尺寸线、尺寸界线或者它们的延长线上; 符号的尖端必须从材料外指向表面;在同一张图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线。
在表7'中摘要列举了表面粗糙度标注的有关规定及图例。
表7表面粗糙度的标注方法及示例图例标注规定及说明当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4 倍代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定带有横线的表面粗糙度应按右图方式标注当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
9 连续表面只注一次10同一表面具有不同的表面和粗糙度要求时,须用细实线画出其分界线.并注出相应的表面粗糙度代号和尺寸11中心孔的工作表面,键槽的工作面.倒角、圆角的表面粗糙度代号,可以简化标注12齿轮、渐开线花键的工作表面没画出齿形时.表面粗糙度代号注在分度线上螺纹没画出牙型时.表面粗 糙度代号注在尺寸线或引出 线上需要将零件局部热处理或局 部涂(镀)时,应用粗点划 线画出其范围并非标注相应 的尺寸,也可将其要求并写 在面粗糙度符号内1314。