挤出机头口模设计
- 格式:ppt
- 大小:17.91 MB
- 文档页数:74
管材挤出机头的组成
管材挤出机头通常由以下几个主要部分组成:
1. 进料段:这是塑料原料进入机头的部分,通常设计为一定的锥度,以便顺利引导原料进入挤出机。
2. 压缩段:也称为过渡段,在此部分,塑料原料会受到压缩,提高熔体的密实性和均匀性。
3. 计量段:这是机头的核心部分,负责形成管材的形状。
它通常包含模具,如口模、芯棒等。
4. 分流器:用于将熔体均匀地分配到模具的各个部分,以确保管材壁厚均匀。
5. 调节装置:例如温度控制系统、压力调节装置等,用于控制机头各部分的温度和压力,以达到最佳的挤出效果。
6. 连接部件:将机头与挤出机的机筒相连接,确保熔体的稳定输送。
7. 模具:模具的设计和材质会直接影响管材的尺寸、形状和表面质量。
常见的模具材料包括合金钢、耐磨金属等。
8. 冷却系统:用于冷却挤出的管材,使其定型,常见的冷却方式有风冷、水冷等。
以上是管材挤出机头的一般组成部分,不同类型和规格的挤出机头可能会有所差异,但总体功能是相似的。
挤出机头的设计和优化对于挤出过程的顺利进行以及获得高质量的管材产品至关重要。
在实际应用中,还需要根据具体的挤出工艺和材料要求,对机头进行合理的选择和调整。
挤出机口模大小
在塑料加工行业中,挤出机被广泛应用于生产各种塑料制品。
挤出机口模大小对于挤出成型的塑料制品的质量和生产效率起着至关重要的作用。
挤出机口模的大小会直接影响挤出产量、产品外观、尺寸精度等多个方面,因此选择适合的口模大小对生产至关重要。
首先,挤出机口模的尺寸是影响挤出速度的关键因素之一。
口模过大会导致材料过快流出,无法充分塑形,影响产品的密实度和强度;口模过小则会增加挤出压力,增加挤出机的负荷,降低挤出速度,影响生产效率。
因此,选择适宜的口模大小能够实现最佳的挤出速度,保证产品质量和生产效率的平衡。
其次,挤出机口模大小也会影响产品的外观质量。
过大的口模会导致产品表面光洁度下降,出现瑕疵和气泡,影响产品的美观度;而口模过小则会导致挤出材料无法充分填充模具,造成产品表面不平整等问题。
因此,选择合适的口模大小能够确保产品外观质量,提升产品的市场竞争力。
另外,挤出机口模大小还会直接影响产品的尺寸精度。
口模尺寸不合适会导致产品尺寸偏差过大,无法满足设计要求,影响产品的使用效果;而合适的口模大小能够确保产品尺寸精度,提升产品的质量和可靠性。
因此,正确选择口模大小是保证产品尺寸精度的关键一步。
总的来说,挤出机口模大小在塑料生产中具有重要作用。
通过合理选择口模大小,可以实现最佳的挤出速度、产品外观质量和尺寸精度,提升生产效率和产品质量。
因此,在生产过程中需要根据具体的塑料材料、产品结构等因素来选择最适合的口模大小,以实现最佳的生产效果。
1。
前言随着我国橡胶机械工业的快速发展,橡胶制品的应用范围也在不断扩大,因此对于挤出成型技术也有了更高的要求。
在挤出成型的一系列过程中,以温度的调节控制和熔融的物料进入挤出机机头以及橡胶在挤出机主机中塑化的过程最为重要。
螺杆作为橡胶挤出机主机的重要部件,它的设计加工已经很完善了。
随着各种各样的智能控制系统的发展,温度调节控制系统也取得了进展。
然而,挤出机机头的结构设计却仍然有很大的提升空间,并没有发展的很完善。
这是因为在挤出成型的整个过程中,会遇到各种复杂的情况。
而对于机头的设计,目前并没有适用于所有情况的理论公式,实际经验是挤出机机头的设计的主要依据。
机头设计后,通常用试模的方法来确定最后的形状。
这不但增加了设计人员的工作强度,也为整个的设计过程造成了诸多不便,同时也提高了成产成本。
挤出机作为橡胶工业的基本设备,在生产橡胶制品的过程中起着重要的作用,也是决定产品质量的重要设备之一。
国外橡胶挤出机经历了不同的发展阶段,从最初的柱塞式挤出机开始发展,其中经历了普通冷喂料型挤出机以及销钉冷喂料挤出机等阶段,再到现在的复合挤出机,其发展的日益完善,性能和生产能力也不断提高。
固特波公司是在挤出机的发展过程中,最先申请了用挤出机来进行胶电线生产的专利,并改进了该挤出机设备。
由此,挤出方法对于生产日益重要,而先前的手动式挤出机也渐渐地被电动操控挤出机所取代。
早期的电缆和电线源源不断地被柱塞式挤出机生产出来,电缆的生产用挤出法也由此而确定。
挤出机是挤出成型加工过程中的主要设备,除此以外,还有机头、牵引装置、冷却定型装置等附属设备。
橡胶在机筒内塑化熔融,通过机头制成所需要的形状,最后经过冷却定型后就可获得与机头截面形状相吻合的产品。
挤出成型法相比于其他类型的成形方法主要具有以下显着的优点:1、设备制造容易,成本较低,投产快,投资少。
2、产量高,效率快。
3、可以实现连续化生产。
制造较长的型材、管材等也比较容易。
而且产品均匀密实,质量高。
塑料管材挤出遇到的常见问题分析以及解决方式一、壁厚不匀称1.口模板精准定位不准确因为模头内模板精准定位不准确,进而造成口模空隙不匀称,造成巴拉斯效应的水平不一样,制冷后造成管材的厚度不匀称。
防范措施:校准模板间定位销,调节口模空隙。
2.口模的成型长度短口模的成型长度的明确是挤出机头设计方案的重要。
针对不一样的管材,用成型长度来调节速度,使出入口料流匀称。
不然,管材可能出现薄厚不匀及皱褶。
防范措施:参照有关指南,适度延长口模成型长度。
3.模头加温不匀因为模头发热板或加热圈的加温温度不匀,促使模头内各部聚合物溶体黏度不一致,待制冷收拢后,便造成不匀称的厚度。
防范措施:调节发热板或加热圈的温度。
4.口模损坏不匀称口模是成型管材表层的零部件,与物料直接接触,会产生损坏和腐蚀状况。
口模往往产生不匀称的损坏是由口模内壁与分流锥不一样部位的物料流速、总流量、壁压、阻力不一样造成的。
塑料根据口模后能获得必须的样子和规格。
因此口模损坏将立即造成薄厚不匀。
防范措施:选用“节流与开源”的方式修复口模版空隙或分流锥角度。
5.物料带有残渣阻塞流道流道的阻塞促使口模出入口的流速不匀称,物料不稳定,进而造成管材壁厚不匀称。
防范措施:留意原料的清洁,清除模头流道内残渣。
二、弯折1.壁厚不匀称不匀称的厚度自然造成管材制冷后的弯折。
造成壁厚不匀称的缘故及防范措施参照所述1所示。
2.制冷不匀称或制冷不充足从口模挤压后的熔融料流在定型模中,根据制冷和真空吸附做好热交换和制冷定型,假如管材各部位制冷不一致,那么因为各部位制冷收拢快慢不一样会造成管材弯折;或是在管材出了定型模及定型水箱后,部位温度依然较高未彻底制冷,在再次制冷时,管材部位收拢仍会造成管材弯折。
防范措施:减少冷却水的温度,查验制冷水路是不是通畅,调节冷却水的总流量,提升或阻塞水孔。
3定型模阻力遍布不匀称熔融的物料在定型模中因为制冷收拢会造成必须的阻力,假如阻力遍布较差距,则会因部位阻力影响造成管材在定型模中情况不一致造成管材弯折。
挤出机的机头与口模讲解发布时间:2011年5月17日源自:科瑞玛辛口模是安装在挤出机末端的有孔部件,它使挤出物形成规定的横截面形状。
口模连接件是位于口模和料筒之间的那部分,这种组合装置的某些部分有时称作机头或口模体。
由于许多口模的特性是相当复杂的,口模和口模体(机头)实际上是一由事。
因此,习惯上把安装在料筒末端的整个组合装置称为口模,但也有称作机头的。
筛板也是口模组合装置的组成部分,它是由多孔圆板组成,并安装在料筒和口模体之间。
筛板的主要作用是使物料由旋转运动变为直线运动,增加反压、支撑过滤网等。
过滤网是由不同数目和粗细金属丝组成,其作用是过滤熔融料流和增加料流阻力,以滤去机械杂质和提高混合或塑化效果。
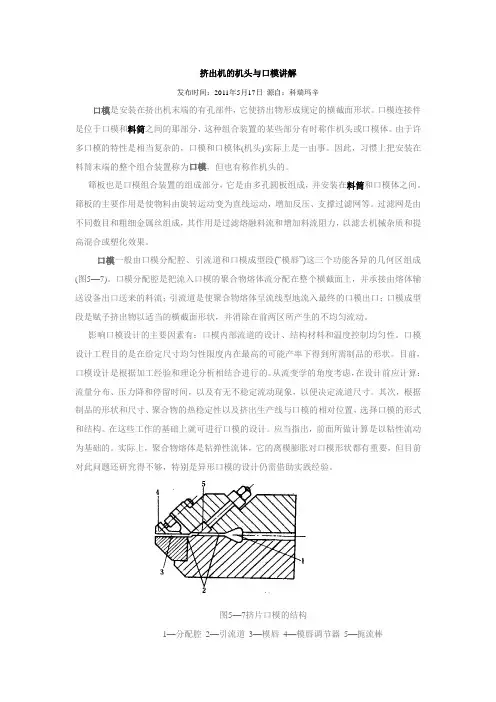
口模一般由口模分配腔、引流道和口模成型段(“模唇”)这三个功能各异的几何区组成(图5—7)。
口模分配腔是把流入口模的聚合物熔体流分配在整个横截面上,并承接由熔体输送设备出口送来的料流;引流道是使聚合物熔体呈流线型地流入最终的口模出口;口模成型段是赋予挤出物以适当的横截面形状,并消除在前两区所产生的不均匀流动。
影响口模设计的主要因素有:口模内部流道的设计、结构材料和温度控制均匀性。
口模设计工程目的是在给定尺寸均匀性限度内在最高的可能产率下得到所需制品的形状。
目前,口模设计是根据加工经验和理论分析相结合进行的。
从流变学的角度考虑,在设计前应计算:流量分布、压力降和停留时间,以及有无不稳定流动现象,以便决定流道尺寸。
其次,根据制品的形状和尺寸、聚合物的热稳定性以及挤出生产线与口模的相对位置,选择口模的形式和结构。
在这些工作的基础上就可进行口模的设计。
应当指出,前面所做计算是以粘性流动为基础的。
实际上,聚合物熔体是粘弹性流体,它的离模膨胀对口模形状都有重要,但目前对此问题还研究得不够,特别是异形口模的设计仍需借助实践经验。
图5—7挤片口模的结构1—分配腔2—引流道3—模唇4—模唇调节器5—扼流棒1.圆孔口模在挤出塑料圆棒、单丝和造粒所用口模,均具有圆形出口的横截面,这就是圆孔口模。

挤出模结构及分类挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。
1 挤出模的结构组成挤出模具主要由机头和定型装置(定型套)两部分组成。
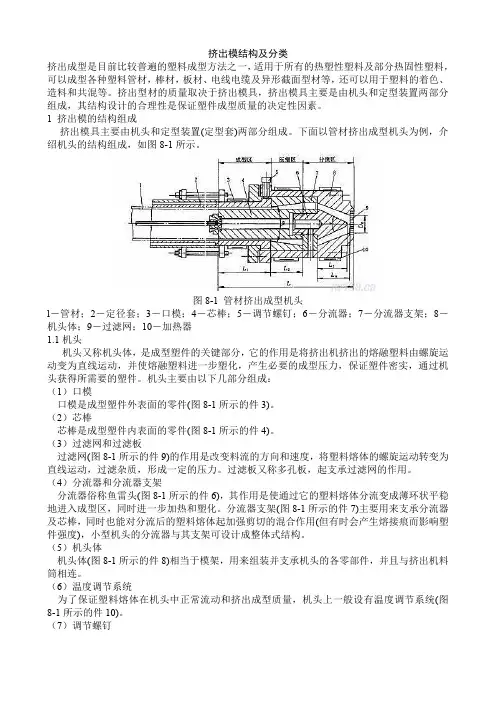
下面以管材挤出成型机头为例,介绍机头的结构组成,如图8-1所示。
图8-1管材挤出成型机头l-管材;2-定径套;3-口模;4-芯棒;5-调节螺钉;6-分流器;7-分流器支架;8-机头体;9-过滤网;10-加热器1.1机头机头又称机头体,是成型塑件的关键部分,它的作用是将挤出机挤出的熔融塑料由螺旋运动变为直线运动,并使熔融塑料进一步塑化,产生必要的成型压力,保证塑件密实,通过机头获得所需要的塑件。
机头主要由以下几部分组成:(1)口模口模是成型塑件外表面的零件(图8-1所示的件3)。
(2)芯棒芯棒是成型塑件内表面的零件(图8-1所示的件4)。
(3)过滤网和过滤板过滤网(图8-1所示的件9)的作用是改变料流的方向和速度,将塑料熔体的螺旋运动转变为直线运动,过滤杂质,形成一定的压力。
过滤板又称多孔板,起支承过滤网的作用。
(4)分流器和分流器支架分流器俗称鱼雷头(图8-1所示的件6),其作用是使通过它的塑料熔体分流变成薄环状平稳地进入成型区,同时进一步加热和塑化。
分流器支架(图8-1所示的件7)主要用来支承分流器及芯棒,同时也能对分流后的塑料熔体起加强剪切的混合作用(但有时会产生熔接痕而影响塑件强度),小型机头的分流器与其支架可设计成整体式结构。
(5)机头体机头体(图8-1所示的件8)相当于模架,用来组装并支承机头的各零部件,并且与挤出机料筒相连。
(6)温度调节系统为了保证塑料熔体在机头中正常流动和挤出成型质量,机头上一般设有温度调节系统(图8-1所示的件10)。
锥形双螺杆挤出机挤出系统的设计【优秀】(文档可以直接使用,也可根据实际需要修订后使用,可编辑推荐下载)锥形双螺杆挤出机挤出系统的设计前言近年来随着高新技术在挤出成型工艺中的应用,挤出成型制品的种类不断出新,挤出成型的新工艺层出不穷,使这一技术得到了高速发展,呈现出光明的发展前景。
挤出成型在塑料制品的成型加工工业中占有很重要的地位。
据统计,在塑料制品成型加工中,挤出成型制品的产量居于首位。
塑料挤出成型是塑料制品成型加工运用最多、最广泛的工艺技术之一。
采用挤出成型工艺可制备塑料管材、板片材、带材、型材、棒材、单向拉伸制品和塑料的共混改性等。
其技术成熟、用途广泛,涉及的塑料品种多样,在国民经济建设、国防建设和人们日常生活中发挥了越来越大的作用。
随着塑料挤出成型方法的广泛应用和发展,塑料挤出机的类型日益增多。
根据螺杆的数量分为无螺杆挤出机(其中又分为柱塞式挤出机和弹熔体挤出机)、单螺杆挤出机、双螺杆挤出机和多螺杆挤出机。
根据螺杆的转速分为普通挤出机、高速挤出机、和超高速挤出机。
根据装配结构分为整体式挤出机和分开式挤出机。
在挤出生产的实践中反映出,单螺杆挤出机易于加工粒料,而对那些粉料则不易加工,对那些形状不规则的或是含湿度很大的悬浮料、乳剂料,或是分子量很高因而粘度很高的料等,实际上无法加工。
此外单螺杆挤出机对加入无机填料的适应能力也是差的,且混炼效果较差。
因此为了适应广泛的加工要求,在上世纪30年代开始发展了双螺杆挤出机,但在双螺杆挤出机的大量应用只是在50年代以后的60年左右的时间。
随着聚合物加工业的发展,作为聚合物主要加工设备之一的双螺杆挤出机得到了飞速发展,并以其优异的加工性能得到了越来越广泛的应用。
锥形双螺杆挤出机在加工对温度和剪切敏感的物料方面显示出其独特的优势,已经成为RPVC干粉造粒挤出成型加工的主要机型之一,越来越广泛地应用于管材、板材、异型材等制品的挤出成型以及RPVC分离造粒。
我国对双螺杆挤出机挤出理论的研究始自二十世纪八十年代中期,在某些方面取得的研究结果基本与国际同步。