单螺杆挤出机的基本结构课件
- 格式:ppt
- 大小:1.58 MB
- 文档页数:16
![挤出成型:单螺杆挤出机的基本结构、成型原理、工艺与流程[专业参考]](https://uimg.taocdn.com/9f17c9dd804d2b160b4ec0c7.webp)
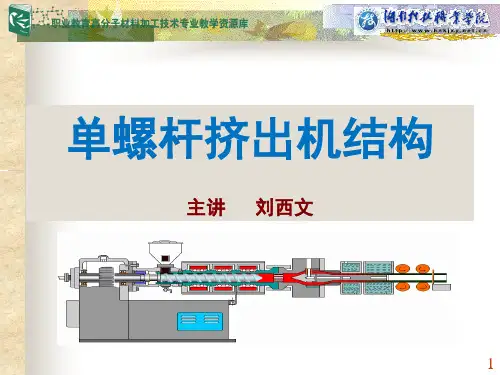
一、单螺杆挤出机纳基本结构在塑料挤出机中,最基本和最通用的是单螺杆挤出机。
其基本结构如图6—1所示。
主要包:低传动、加料装盟、料筒、照扦、机头与口模等五部分。
(一)传动部分通常由电动机、减速箱和抽承等组成。
在挤出过稍中,要求螺杆转速稳定,不随螺杆负荷的变化而变化,以保证制品质量均匀一致。
但在不向的场合下,又要求螺杆能变速,以达到一台设备能适应挤出不同塑料或不同制品的要求。
为此,传动部分一殷采用交流整流子电动机、直流电动机等装置,以达无级变速,一舶绍杆转速为10一100转/分。
(二)加料装置供料一般多采用粒料,也可采用带状料或粉料。
装料设备通常都使用锥形加料斗,其容积至少应能容纳一小时的用料。
料斗底部有截断装置,以便调整和切断料流,料斗侧面有视孔和标定计量的装置。
有些料斗并带有可防止原料从空气中吸收水分朗真空(减压)装置或加热装置,有些料斗有搅拌器,并能自动上料或加料。
(三)料简为一金属圆筒,一般用耐温耐压强度较高、坚固耐磨、耐腐的合余钢或内衬合金钢的复合钢管制成。
一般料筒的长度为其直径的15—30倍,其长度以使物料得到充分加热和塑化均匀为原则。
料筒应有足够厚度、刚度。
内壁应光滑,有些料简则刻有各种沟槽,以增大与塑料的摩擦力。
在料筒外部附有用电阻、电感或其它方式加热的加热器、温度自控装置及冷却(风冷或水冷等)系统。
(四)螺杆螺杆是挤出机最主要部件,它直接关系到挤出机的应用范围和生产率。
通过螺杆的转动对塑料产生挤压作用,塑料在料简中才能产生移动、增压和从摩擦取得部分热量,塑料在移动过程中并得到混合和塑化,粘流态的熔体在被压实而流经口模时,取得所需形状而成型。
与料筒一样,螺杆也是用高强度、耐热和耐腐蚀的合金钢制成。
由于塑料品种很多,性质各异;因此为适应加工不同塑料的需要,螺杆种类很多,结构上也有些差别,以便能对塑料产生较大的输送、挤压、混合和塑化作用。
困6—2为几种较常螺杆。
表示螺杆结构特征的基本参数有直径、长径比、压缩比、螺距、螺槽深度、螺旋角、螺杆与料筒的间隙等。
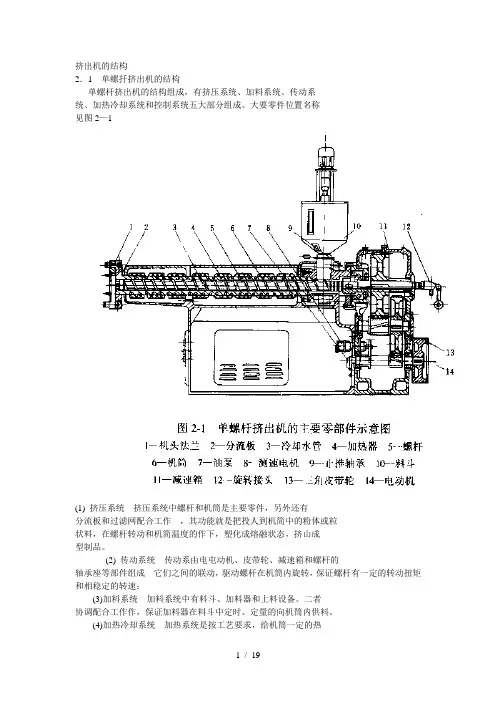
挤出机的结构2.1 单螺扦挤出机的结构单螺杆挤出机的结构组成,有挤压系统、加料系统、传动系统、加热冷却系统和控制系统五大部分组成。
大要零件位置名称见图2—1(1) 挤压系统挤压系统中螺杆和机筒是主要零件,另外还有分流板和过滤网配合工作,其功能就是把投人到机简中的粉体或粒状料,在螺杆转动和机简温度的作下,塑化成熔融状态,挤山成型制品。
(2) 传动系统传动系由电屯动机、皮带轮、减速箱和螺杆的轴承座等部件组成它们之间的联动,驱动螺杆在机筒内旋转,保证螺杆有一定的转动扭矩和相稳定的转速:(3)加料系统加料系统中有料斗、加料器和上料设备。
二者协调配合工作作,保证加料器在料斗中定时、定量的向机筒内供料。
(4)加热冷却系统加热系统是按工艺要求,给机筒一定的热量装置。
冷却系统是降低机筒温度的装置这两个部分间断性的工作,控制稳定机简的各部位在工艺给定的温度范围内。
(5)控制系统控制系统按工艺条件要求、控制挤出机的电动机转速和加热冷却系统工作,执行工艺条件规定的各参数。
保证挤比机生产正常、稳定地进行工作。
[塑料挤出机及制品生产故障与排除] 2.1.1 挤压系统挤压系统主要由螺杆和机筒组成:拉挤出机的不同用途,挤压系统可配置排气装置、调压装置、换网装置、多机头用挤出分流装置、还有静态混合器和计量泵等。
2.1.1.1 螺杆螺朴是挤压系统中的主要冬件它的各部分几何形状的变化.直接影响螺仔的引:作忻能效果。
对期料制品的产量和质量,都省非常重大影响。
1、螺杆的T作性能指标评定(1)型化质贵按专业标渺规定制造的挤出帆,挤塑今扩:的塑料制品巴应是符合质量标准。
螺杆处挤烟土严影响产品质量的关键冬件,物料的混介质虽、印化的是否均习、柳树的径向温差是否较小、压力红均衡、能量消托些比较低、/4:严令的提高,这边都受螺杆上作质数的影响、(2)比流量这个比值大,说明这d1螺杆的塑化能力强t量的单仆为(Ldll)/(r/min)(3)比功率这个价小,说明小广;问佯质量的朗料制品消耗少.比功率的单价为kW/(岭h)。
