铝合金硬质阳极氧化
- 格式:doc
- 大小:11.50 KB
- 文档页数:2
铝及铝合金硬质阳极氧化膜铝及铝合金硬质阳极氧化膜是一种常见的表面处理技术,用于增强铝材料的耐腐蚀性、硬度和装饰性。
本文将介绍铝及铝合金硬质阳极氧化膜的形成原理、特点及应用领域。
一、形成原理铝及铝合金硬质阳极氧化膜的形成是通过在铝表面进行阳极氧化处理。
在这个过程中,铝材料作为阳极,通过在电解液中施加电压形成氧化电流,使铝表面氧化生成致密的氧化膜。
阳极氧化过程中,铝表面的氧化膜主要由Al2O3组成。
氧化膜具有多孔性结构,可以通过控制氧化工艺参数来调节其孔径和厚度。
氧化膜的孔径与电解液中含有的添加剂有关,而氧化膜的厚度则与氧化时间和电压有关。
二、特点铝及铝合金硬质阳极氧化膜具有以下特点:1. 耐腐蚀性:硬质阳极氧化膜形成后,能有效提高铝材料的耐腐蚀性,使其在恶劣环境下具有更好的耐蚀性能。
2. 高硬度:氧化膜的硬度可达到1500-3000HV,比铝材料本身的硬度要高出数倍,能有效提高铝材料的抗划伤性能。
3. 装饰性:氧化膜的颜色可以通过改变氧化工艺参数和添加特定的染色剂来调节,因此可以获得不同的颜色,增加铝材料的装饰性。
4. 绝缘性:氧化膜具有较好的绝缘性能,能够有效防止电流的通过,提高铝材料在电气领域的应用性能。
5. 纳米级孔隙结构:氧化膜具有多孔性结构,这些纳米级孔隙可以用于储存润滑油或其他功能性材料,提高铝材料的附加功能。
三、应用领域铝及铝合金硬质阳极氧化膜广泛应用于以下领域:1. 建筑装饰:铝材料经过阳极氧化后,可以获得不同颜色的氧化膜,用于建筑装饰材料,如铝合金门窗、幕墙板材等。
2. 电子领域:氧化膜的绝缘性能使其在电子领域得到广泛应用,用于电子元器件的绝缘层、散热器、电子外壳等。
3. 汽车工业:铝及铝合金硬质阳极氧化膜可以提高汽车零部件的耐腐蚀性和硬度,用于汽车外饰件、发动机零部件等。
4. 航空航天:氧化膜的轻质、高硬度和抗腐蚀性能使其在航空航天领域得到应用,用于飞机结构件、发动机零部件等。
铝合金硬质阳极氧化的工艺研究摘要:铝及其合金具有质轻、延展性好、可塑性强等优点,但其硬度低、耐磨性差,限制了其应用范围的拓宽。
而铝合金经硬质阳极氧化处理所得到的氧化膜厚、硬度高、耐磨性好,且与基体结合牢固。
因此,铝合金硬质阳极化工艺作为一种能赋予铝质零件特殊功能的有效手段,在铝合金制品的表面防护技术上得到广泛应用。
铝合金硬质阳极化就是铝及其合金在电解液、特定的工艺及外加电流的作用下,在制品(阳极)上形成一层薄而致密氧化膜的过程,能够有效提高铝及铝合金的耐蚀性、耐磨性、耐候性、绝缘性及吸附性等。
本文就铝合金硬质阳极氧化工艺进行简要分析。
关键词:铝合金;硬质;阳极;氧化;工艺1硬质阳极氧化膜的形成机理铝合金硬质阳极氧化工艺是一种通过电解过程在铝合金表面形成致密、坚硬的氧化层的技术。
在阳极氧化膜的制备过程中,铝合金材料一般作为阳极,铅板作为阴极,在特定的电解液中进行氧化还原反应。
通过电场的作用,电解液中的水分子发生水解反应,放电产生具有强氧化能力的。
同时含氧阴离子在电场的作用下向阳极材料表面转移,阳极铝合金材料失去电子生成Al3+离子,两者结合生成致密的氧化膜,并放出大量热量。
其电极反应可简单描述为:阳极反应:H2O-2e-→[O]+2H+2Al+3[O]→Al2O3阴极反应:2H++2e-→H2实际上氧化膜的生长过程受很多因素的影响,反应机理也非常复杂。
各国学者专家对氧化膜的形成机理进行了大量的研究,学术界普遍分为以下几种观点。
柯马捷夫等认为,在外界电压的作用下,阳极氧化过程中阳极的金属铝非常容易丢失电子变成Al3+离子,在水解的作用下逐渐生成Al(OH)3,持续的电压使Al(OH)3在阳极聚集,短时间内便呈现过饱和态并析出Al(OH)3晶核,晶核长大,相互接触脱水后形成致密的氧化膜。
黄齐松等认为氧化膜的生长可分为电化学反应和化学反应两个过程,电化学反应过程有利于铝与氧结合成Al2O3,宏观上表现为氧化膜的生长。
铝合金硬质阳极氧化
铝合金硬质阳极氧化是一种对金属表面进行保护及改善表面性
能的技术,它可以改善金属表面的耐蚀性和耐磨性并使表面光滑。
铝合金硬质阳极氧化技术由国外发展至国内,最初由美国的国家属性实验室研究了30多年,后来被中国科技领先者采用,并发展至今。
铝合金硬质阳极氧化技术的研发属于一种以原料特性有效发挥
的技术,它可以实现对金属表面的去毛坯、抛光、阳极氧化、喷漆等多种抛光处理。
抛光处理主要是为了让表面有更好的光滑度和质感,阳极氧化是利用电解作用,在抛光处理后的表面形成一层氧化膜,让表面更有光泽感。
铝合金硬质阳极氧化技术的应用有着广泛的发展前景,它可以用于生产成本低廉的各种金属制品,如汽车配件、家具五金、建筑配件及其他机械产品等表面清洁和抛光处理,可以改善铝合金表面的耐蚀、磨损性能,更加耐用。
此外,铝合金硬质阳极氧化技术有助于金属表面形成一层保护膜,这层保护膜能有效阻止金属表面与空气中的氧化反应,防止金属表面腐蚀,而且这层保护膜的厚度可以调节,因此在一定程度上可以改善金属表面的耐蚀性和磨损性。
另外,铝合金硬质阳极氧化技术还具有可持续发展的优势,其过程更加环保,可以有效改善金属表面的维护状况,使金属表面在经过时间洗礼之后,依然保持着原有的耐蚀性、耐磨性和光泽度,在满足客户要求的同时,也避免了过度漂亮的表面状态。
综上所述,铝合金硬质阳极氧化技术有着广泛的应用,它可以改善金属表面的耐蚀性、耐磨性和光泽度,在满足客户要求的同时,也具备环保和可持续发展的特点,值得被更多的企业和行业采用,提高企业产品的质量和品牌形象,从而实现共同发展。
铝硬质阳极氧化
铝硬质阳极氧化
研究开发背景,技术原理和主要技术指标,与国内外同类产品(技术)比较,应用范围、检测、鉴定情况,政策支持程度等:
铝合金在工业领域的应用逐年增加,然而铝质构件在使用中尚存在一些问题,主要是耐磨性差,其原因是硬度较低,摩擦系数高、磨损大,容易拉伤且难以润油,其次是强度不够易变形,再有在碱性介质及氯离子存在的环境中容易被腐蚀,这限制了铝材的进一步应用。
铝合金阳极氧化是一种能有效解决以上问题的方法,其中硬质阳极氧化可提高铝件耐蚀性、耐磨性、耐热性及绝缘性,膜层硬度可达HV400 以上,厚度可达几十甚至上百μm,厚度容易控制,尺寸精度高,许多工件处理后
可直接装配使用,膜层具有微孔,可吸收各种润滑剂,耐击穿电压可达2000V,与基体结合牢固,因此在航空、航天、船舰、汽车、摩托车、电子、仪表、纺织及机械工业领域具有广泛的应用前景。
技术原理及工艺流程:技术原理:此工艺为铝合金电化学氧化膜生成法。
工艺流程:
/封孔处理原材料→成型加工→脱脂处理→蚀洗处理→酸洗→抛光→氧化→水洗→
\抛光成果水平及主要技术指标:该成果工艺成熟,所用设备及工艺先进,膜层厚度可根据工件要求确定,尺寸精度高,许多工件可以直接装配使用,硬度可达HV400 以上,结合强度较电镀层要高得多,使用中不易脱落。
经氧化处理工件耐磨寿命可提高1倍以上。
工艺成本较低。
铝合金硬质阳极氧化
铝合金硬质阳极氧化是铝合金材料发展的重要方向之一。
由于其独特的物理性能,硬质阳极氧化技术被应用于家具、门窗、人行道、桥梁等多个领域。
在这篇文章中,我们将讨论铝合金硬质阳极氧化的原理和过程、特点以及应用。
铝合金硬质阳极氧化是一种表面处理方法,其原理是通过把电路的阳极与溶液中的氧化剂接触,使氧化剂氧化铝合金表面的金属极性来形成阳极氧化层。
流程主要包括:清洗、抛光、定位、复合镀膜、氧化、冷却、清洗等。
铝合金硬质阳极氧化具有良好的抗蚀性、耐磨性和耐热性,它能够有效防止金属表面腐蚀,从而延长金属表面使用寿命。
此外,它还具有优质的质感和色调,具有装饰性比较强的特点,能够为建筑表面带来更美观的效果。
硬质阳极氧化技术应用广泛,可以用于家具、电子电器以及汽车等行业。
它能够使产品表面更加精致,增强耐腐蚀性,并且它的美观感也更强。
近年来,硬质阳极氧化技术还被应用于桥梁、人行道、花园灯具等建筑表面,使其具有良好的抗腐蚀性、耐磨性和耐热性,在一定程度上也可以减少维护成本。
从以上可以看出,铝合金硬质阳极氧化技术不仅具有良好的特性,而且应用十分广泛,它可以为我们的建筑表面提供更低的维护成本,同时也可以使建筑表面更加漂亮。
在未来,它将成为铝合金材料发展的一个重要方向,也是一种有效延长金属表面使用寿命、美化金属表
面的新型表面处理方法。
铝合金硬质阳极氧化和普通氧化
铝合金是一种常见的金属材料,具有轻质、高强度、耐腐蚀等优点,因此被广泛应用于航空、汽车、建筑等领域。
然而,铝合金表面容易受到氧化的影响,导致表面质量下降,影响使用寿命。
为了解决这个问题,人们发明了两种不同的氧化方法:硬质阳极氧化和普通氧化。
硬质阳极氧化是一种高级的氧化方法,它可以在铝合金表面形成一层厚度达到10-100微米的氧化层。
这种氧化层具有很高的硬度和耐磨性,可以有效地保护铝合金表面不受外界环境的侵蚀。
硬质阳极氧化的过程是将铝合金制品浸泡在含有硫酸和氧化剂的电解液中,通过电解反应在铝合金表面形成氧化层。
硬质阳极氧化的优点是氧化层厚度均匀、硬度高、耐磨性好、耐腐蚀性强,缺点是成本较高、工艺复杂。
普通氧化是一种简单的氧化方法,它可以在铝合金表面形成一层厚度达到5-20微米的氧化层。
这种氧化层具有一定的耐腐蚀性和装饰性,可以使铝合金表面呈现出不同的颜色和光泽。
普通氧化的过程是将铝合金制品浸泡在含有硫酸和氧化剂的电解液中,通过电解反应在铝合金表面形成氧化层。
普通氧化的优点是成本低、工艺简单、装饰效果好,缺点是氧化层厚度不均匀、硬度低、耐磨性差。
硬质阳极氧化和普通氧化都是常见的铝合金氧化方法,它们各有优缺点,应根据具体情况选择合适的氧化方法。
如果需要保护铝合金
表面不受外界环境的侵蚀,可以选择硬质阳极氧化;如果需要使铝合金表面呈现出不同的颜色和光泽,可以选择普通氧化。
无论选择哪种氧化方法,都需要注意控制氧化过程的参数,以保证氧化层的质量和稳定性。
铝合金硬质阳极氧化和普通氧化层。
The hard anodizing and ordinary anodizing of aluminum alloy are two widely used methods for improving corrosion resistance, hardness and wear resistance of aluminum surface.1、硬阳极氧化:高级氧化层,获得比普通氧化层更高的硬度和耐磨性。
硬阳极氧化是在电解液中低温(低于38℃)、低电压(低于50V)和高电流密度(大于800A/dm2)的条件下实现的。
经过硬阳极氧化后,表面涂层已近附着力和硬度已达到理论值,其硬度可达50-70HR。
1. Hard anodizing: High level oxidation layer, obtain higher hardness and wear resistance than ordinary oxidation layer. Hard anodizing is achieved under the conditions of low temperature (below 38 ℃), low voltage (below 50 V) and high current density (greater than 800 A/dm2) in electrolyte. After hard anodizing, the surface coating has been close to the theoretical value of adhesion and hardness, and its hardness can reach 50-70 HR.2、普通阳极氧化:低级氧化层。
普通阳极氧化和多普勒普通阳极氧化是在电解液中高温(高于38℃)、低电压(低于50V)和低电流密度(≤ 80A/dm2)的条件下实现的。
硬质阳极氧化技术介绍二.铝合金的硬质阳极氧化处理1、铝是比较活泼的金属,标准电位-1、66v,在空气中能自然形成一层厚度约为0、01~0、1微米的氧化膜,这层氧化膜是非晶态的,薄而多孔,耐蚀性差。
但是,若将铝及其合金置于适当的电解液中,以铝制品为阳极,在外加电流作用下,使其表面生成氧化膜,这种方法称为阳极氧化。
阳极氧化所得的氧化膜与金属晶体结合牢固,因而大大提高了金属及其合金的耐腐蚀能力,并可提高表面的电阻而增强绝缘性能。
经过氧化的铝导线可做电机轴变压器的绕组线圈。
2、通过选用不同类型、不同浓度的电解液,以及控制氧化时的工艺条件,可以获得具有不同性质、厚度约为几至几百微米的阳极氧化膜,其耐蚀性,耐磨性和装饰性等都有明显改善和提高。
3、阳极氧化形成的氧化膜为透明,由于金属铝氧化膜具有多孔性,吸附性能强,因而可染上各种鲜艳的色彩。
对于不需要染色的表面孔隙,则要进行封闭处理,使孔隙缩小,防止腐蚀性介质进入孔中引起腐蚀。
对需要染色的工件,通过有机物染色后再封孔即可。
三、铝合金阳极氧化的分类:铝是钝化型金属,与钛、钽、铌等金属一样,表面钝态氧化膜是提供保护的重要因素,因此,阳极氧化是一种非常有效的金属保护手段。
铝的阳极氧化处理工艺可以从多种角度加以分类,比如按照电解质溶液、阳极氧化电源波形、阳极氧化膜结构、阳极氧化的特性等加以分类:1、电解质溶液分:1).硫酸阳极氧化:硫酸作为电解质的阳极氧化,其应用最广泛,硫酸阳极氧化膜透明度好。
2).草酸阳极氧化:草酸作为电解质的阳极氧化,阳极氧化膜透明带黄色,膜的硬度较高。
3).铬酸阳极氧化:铬酸作为电解质的阳极氧化,阳极氧化膜呈白色,膜的耐腐蚀性较好。
4).磷酸阳极氧化:磷酸作为电解质的阳极氧化,阳极氧化膜微孔的也径较大,膜的硬度较低。
5).硼酸阳极氧化:硼酸作为阳极氧化,生成壁垒型阳极氧化膜,主要用于电解质电容器。
6).混合酸阳极氧化:混合酸种类很多,如硫酸/草酸,硫酸/磺酸等。
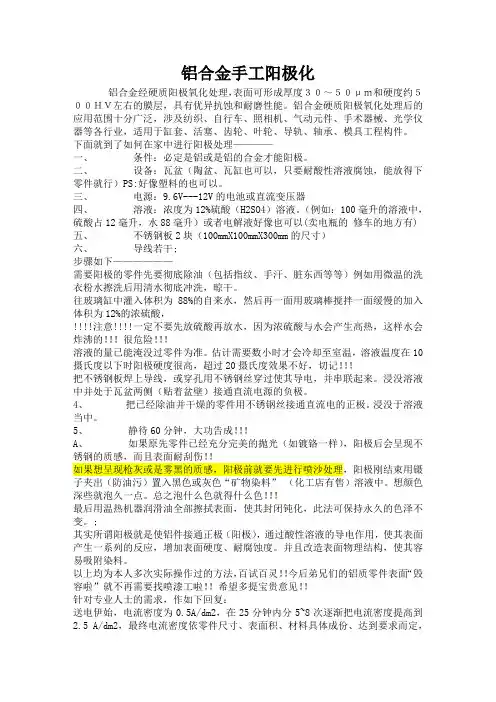
铝合金手工阳极化铝合金经硬质阳极氧化处理,表面可形成厚度30~50μm和硬度约500HV左右的膜层,具有优异抗蚀和耐磨性能。
铝合金硬质阳极氧化处理后的应用范围十分广泛,涉及纺织、自行车、照相机、气动元件、手术器械、光学仪器等各行业,适用于缸套、活塞、齿轮、叶轮、导轨、轴承、模具工程构件。
下面就到了如何在家中进行阳极处理————一、条件:必定是铝或是铝的合金才能阳极。
二、设备:瓦盆(陶盆、瓦缸也可以,只要耐酸性溶液腐蚀,能放得下零件就行)PS:好像塑料的也可以。
三、电源:9.6V---12V的电池或直流变压器四、溶液:浓度为12%硫酸(H2SO4)溶液。
(例如:100毫升的溶液中,硫酸占12毫升,水88毫升)或者电解液好像也可以(卖电瓶的修车的地方有)五、不锈钢板2块(100mmX100mmX300mm的尺寸)六、导线若干;步骤如下——————需要阳极的零件先要彻底除油(包括指纹、手汗、脏东西等等)例如用微温的洗衣粉水擦洗后用清水彻底冲洗,晾干。
往玻璃缸中灌入体积为88%的自来水,然后再一面用玻璃棒搅拌一面缓慢的加入体积为12%的浓硫酸,!!!!注意!!!!一定不要先放硫酸再放水,因为浓硫酸与水会产生高热,这样水会炸沸的!!!很危险!!!溶液的量已能淹没过零件为准。
估计需要数小时才会冷却至室温,溶液温度在10摄氏度以下时阳极硬度很高,超过20摄氏度效果不好,切记!!!把不锈钢板焊上导线,或穿孔用不锈钢丝穿过使其导电,并串联起来。
浸没溶液中并处于瓦盆两侧(贴着盆壁)接通直流电源的负极。
4、把已经除油并干燥的零件用不锈钢丝接通直流电的正极。
浸没于溶液当中。
5、静待60分钟,大功告成!!!A、如果原先零件已经充分完美的抛光(如镀铬一样),阳极后会呈现不锈钢的质感,而且表面耐刮伤!!如果想呈现枪灰或是雾黑的质感,阳极前就要先进行喷沙处理,阳极刚结束用镊子夹出(防油污)置入黑色或灰色“矿物染料”(化工店有售)溶液中。
铝合金硬质阳极氧化工艺
随着铝合金在工业和日常生活中的广泛应用,其表面处理技术也越来越受到关注。
其中,硬质阳极氧化工艺是一种常见的表面处理技术,可以提高铝合金的耐磨性、耐腐蚀性和美观度。
硬质阳极氧化工艺基于阳极氧化原理,通过在电解液中施加电压和电流,使铝合金表面形成一层厚度可达几十微米的氧化层。
与传统的阳极氧化工艺不同的是,硬质阳极氧化工艺采用高温和高压的工艺条件,可以使氧化层的硬度和密度大大提高。
同时,硬质阳极氧化工艺还可以控制氧化层的颜色和厚度,以满足不同的使用需求。
硬质阳极氧化工艺的优点在于,可以提高铝合金表面的硬度、耐磨性和耐腐蚀性,延长铝合金产品的使用寿命。
此外,硬质阳极氧化还可以增加铝合金表面的美观度和装饰性,使其更适合于高端产品的制造。
总之,硬质阳极氧化工艺是一种有效的表面处理技术,对于提高铝合金产品的性能和质量都具有重要意义。
- 1 -。
铝合金硬质阳极氧化膜厚和盐雾等级铝合金是一种常用的金属材料,具有轻质、高强度、良好的导热性和导电性等优点,被广泛应用于航空、汽车、建筑等领域。
然而,铝合金表面容易氧化,影响其美观性和耐腐蚀性能。
为了提高铝合金的耐蚀性和附着力,常常采用阳极氧化技术对其进行表面处理。
本文将从铝合金硬质阳极氧化膜厚和盐雾等级两个方面进行讨论。
一、铝合金硬质阳极氧化膜厚1. 阳极氧化工艺阳极氧化是指在一定条件下,将铝合金制品作为阳极,在电解液中进行电解处理,形成一层致密、均匀的氧化膜。
阳极氧化的工艺参数包括电解液组成、电解条件和处理时间等。
其中,电解液的组成对氧化膜的厚度有着重要影响。
2. 氧化膜厚度的测量氧化膜的厚度是评价阳极氧化质量的重要指标之一。
常用的测量方法有电子显微镜观察、剥离法、显微硬度计测量等。
其中,电子显微镜观察方法可以直观地观察到氧化膜的厚度和形貌。
3. 影响氧化膜厚度的因素影响铝合金硬质阳极氧化膜厚度的因素有很多,主要包括电解液的成分、电流密度、电解时间、温度等。
电解液的成分对氧化膜的形成速率和厚度有着显著影响。
较高的电流密度和较长的电解时间可以得到更厚的氧化膜。
此外,温度对氧化膜的厚度也有一定的影响,一般情况下,较高的温度可以加快氧化膜的生长速率。
4. 厚度对性能的影响铝合金硬质阳极氧化膜的厚度对其性能有显著影响。
一般情况下,氧化膜的厚度越大,其耐腐蚀性能和耐磨性能越好。
此外,较厚的氧化膜还可以提高铝合金的绝缘性能和耐热性能。
二、盐雾等级1. 盐雾测试盐雾测试是一种常用的评价金属材料耐腐蚀性能的方法。
在盐雾环境中,金属材料暴露于含有盐分的湿润空气中,通过观察材料表面的腐蚀情况来评价其耐腐蚀性能。
盐雾测试可以模拟金属材料在潮湿或海洋环境中的腐蚀情况。
2. 盐雾等级标准盐雾等级是根据耐腐蚀性能来划分的,常见的盐雾等级有NSS、CASS等。
其中,NSS等级为常规盐雾试验,测试时间为48小时;CASS等级为加速盐雾试验,测试时间为96小时。
硬质阳极氧化是一种厚膜阳极氧化法,这是一种铝和铝合金特殊的阳极氧化表面处理工艺。
此种工艺,所制得的阳极氧化膜最大厚度可达250微米左右,在纯铝上能获得1500kg/mm2的显微硬度氧化膜,而在铝合金上则可获得400~600kg/mm2的显微硬度氧化膜。
其硬度值,氧化膜内层大于外层,即阻挡层大于带有孔隙的氧化膜层,因氧化膜内有松孔,可吸附各种润滑剂,增加了减摩能力,氧化膜层导热性很差,其熔点为2050℃,电阻系数较大,经封闭处理(浸绝缘物或石蜡)击穿电压可达2000V,在大气中较高的抗蚀能力,具有很高的耐磨性,也是一种理想的隔热膜层,也有良好的绝缘性,并具有与基体金属结合得很牢固等一系列优点,因此在国防工业和机械零件制造工业上获得及其广泛的应用。
主要应用于要求高耐磨、耐热、绝缘性能好等的铝和铝合金零件上。
如各种作为圆筒的内壁,活塞、汽塞、汽缸、轴承、飞机货舱的地板、滚棒和导轨、水利设备、蒸汽叶轮、适平机、齿轮和缓冲垫等零件。
用硬质氧化工艺来代替传统的镀硬铬镀层,与硬铬工艺相比它具有成本低,膜层结合牢固,镀液,清洗废液处理方便等优点。
但此工艺所得膜层的缺点是膜层厚度较大时,对铝和铝合金的机械疲劳强度指标有所影响。
硬质阳极氧化电解方法很多,例如:硫酸、草酸、丙二醇、磺基水杨酸及其它的无机盐和有机酸等。
所用电源可分为直流、交流和交直流叠加电源等几种,目前广泛应用的有下列两种硬质阳极氧化。
(1)硫酸硬质阳极氧化直流法;(2)草酸硬质阳极氧化交直流重选法。
其中,硫酸法是目前得到较广泛应用的一种硬质氧化法。
1 硬质阳极氧化原理铝合金硬质阳极氧化原理,就是在电场的作用下,加速铝合金表面氧化膜的形成即用铅板作阴极,铝合金制作阳极,稀硫酸溶液作电解液,当通过直流电时,H+便向阴极移动,产生阴极反应:4H2+4e=2H2↑而OH-便向阳极运动产生阳极反应:4OH--4e=2H2O+2O↑当在阳极上失去多余的电子,所析出的氧呈原子状态,由于原子状态的氧要比分子状态的氧更为活泼,更易与铝起反应:2A1+3O→A12O3上述—反应在铝和铝合金制件表面是均匀地,同时进行地。
硬质阳极氧化与普通阳极氧化的区别一、铝合金硬质氧化的优势:1、铝合金硬质氧化后表面硬度最高可达HV500左右。
2、氧化膜厚度25-250um。
3、附着力强,根据硬质氧化所生成的氧化特点:所生成的氧化膜有50%渗透在铝合金内部,50%附着在铝合金表面(双向生长)。
4、绝缘性好:击穿电压可达2000V(完善的封孔)。
5、耐磨性能好:对于含铜量未超过2%的铝合金其最大的磨耗指数为3.5mg/1000转。
其他所有的合金磨耗指数不应超过1.5mg/1000转。
6、无毒:氧化膜和用来生产阳极氧化膜的电化学工艺应对人体无害。
因此很多行业为了减轻产品的重量、机械加工的方便、环保低毒等要求,目前有的部分产品中的部份零部件由铝合金硬质氧化来代替不锈钢、电镀硬铬等工艺。
二、硬质阳极氧化和普通阳极氧化的区别:硬质氧化的氧化膜有50%渗透在铝合金内部,50%附着在铝合金表面,因此硬质氧化后产品外部尺寸变大,内孔变小。
(一)操作条件方面的差异:1、温度不同:普通氧化18-22℃左右,有添加剂的可以到30℃,温度过高易出现粉末或裂纹;硬质氧化一般在5℃以下,相对来说温度越低硬质越高。
2、浓度差异:普通氧化一般20%左右;硬质氧化一般在15%或更低。
3、电流/电压差异:普通氧化电流密度一般:1-1.5A/dm2;而硬质氧化:1.5-5A/dm2;普通氧化电压≤18V,硬质氧化有时高达120V。
(二)膜层性能方面的差异:1、膜层厚度:普通氧化膜层厚度相对较薄;硬质氧化一般膜层厚度>15μm,过低达不到硬度≥300HV的要求。
2、表面状态:普通氧化表面较光滑,而硬质氧化表面较粗糙(微观,和基体表面粗糙度有关)。
3、孔隙率不同:普通氧化孔隙率高;而硬质氧化孔隙率低。
4、普通氧化基本是透明膜;硬质氧化由于膜厚,为不透明膜。
5、适用场合不同:普通氧化适用于装饰为主;而硬质氧化以功能为主,一般用于耐磨、耐电的场合。
这些是我们平常用的较多的性能方面的比较,还有其他许多方面的差异。
6061铝棒低温硬质阳极氧化标准6061铝合金是一种常见的铝合金,具有较高的强度、优异的切削加工性能和良好的耐腐蚀性能。
然而,由于其表面容易被氧化,降低了其整体性能,因此对其进行阳极氧化处理可以增强其表面硬度、耐磨性和耐腐蚀性能。
其中,低温硬质阳极氧化是一种常用的处理方法。
低温硬质阳极氧化是在室温下进行的一种阳极氧化处理方法,相对于高温阳极氧化,其具有以下几个优点:首先,低温硬质阳极氧化不需要高温热处理,因此可以避免铝合金因高温处理而导致的尺寸变化和内部应力产生,有利于保持6061铝合金的尺寸稳定性。
其次,低温硬质阳极氧化可以在较短的时间内完成处理,提高生产效率。
相比之下,高温阳极氧化处理需要较长的处理时间,对生产周期有一定的影响。
此外,低温硬质阳极氧化可以获得均匀、致密的氧化膜。
氧化膜具有较高的硬度和耐磨性,能够保护铝合金表面免受外部损伤和腐蚀的侵害。
对于6061铝棒的低温硬质阳极氧化处理,具体步骤如下:第一步,去除表面污垢。
使用清洗剂或去污剂将6061铝棒表面的油污和其他污垢进行清洗,确保表面干净。
第二步,进行酸洗处理。
使用稀酸(如硫酸或磷酸)进行酸洗,去除铝合金表面的氧化物和其他杂质。
酸洗处理可以提高氧化膜的质量和附着力。
第三步,进行阳极氧化处理。
将清洗干净的6061铝棒放入盐溶液中,作为阳极,与阴极(如铝板或铝棒)一起进行电解。
在适当的电解液中进行电解处理,可以在铝棒表面形成一层均匀而致密的氧化膜。
第四步,封闭氧化膜。
氧化膜的孔隙会影响其耐腐蚀性能,因此需要进行封闭处理。
常用的封闭方法包括热封闭和化学封闭。
热封闭是将阳极氧化后的铝棒放入热水中进行加热,以提高氧化膜的密实性。
化学封闭是在氧化膜上涂覆密封剂,通过反应使其渗入氧化膜中,形成封闭层。
通过低温硬质阳极氧化处理,可以使6061铝棒的表面硬度提高,达到HV400-500,甚至更高。
在处理后的铝棒表面形成致密的氧化膜,可以提高其耐磨性和耐腐蚀性能,减少表面损伤和氧化。
铝合金硬质氧化分为化学氧化和电化学氧化(俗称阳极氧化)两大类。
用于装饰的目的往往需进行着色处理,着色的方法有化学着色和电解着色之分。
铝合金硬质氧化之化学氧化处理所获得的膜层比较薄,一般厚度为0.5μm——4μm,质软不耐磨,抗蚀能力低于阳极氧化膜,一般不宜单独使用。
由于化学氧化膜吸附能力较好,主要作用油漆的底层。
阳极氧化的氧化膜厚度约为5——20微米(硬质阳极氧化膜厚度可达60——200微米),拥有较高硬度,良好的耐热和绝缘性,抗蚀能力高于化学氧化膜,多孔,有很好的吸附能力。
化学氧化处理所需设备简单、操作方便,生产效率高而成本低,适用范围广,不受零件大小和形状的限制,可以氧化大型零件和组合件(如点焊件、铆接件、细长管子等)。
经化学氧化后涂装,可有效地提高零件的耐蚀能力。
铝合金硬质氧化之铝阳极氧化膜综合性能优于化学氧化膜,应用更为广泛,主要用途有:(1)防护性。
提高零件的耐磨、耐蚀、耐气候腐蚀。
(2)装饰性。
制成本色光亮膜,看成彩色膜。
(3)绝缘性。
作为电容器介质膜,铝线卷绝缘膜,每微米厚度可耐25V电压。
(4)提高与有机涂层的结合力,作涂装底层。
(5)提高与无机覆盖层的结合力,作电镀、搪瓷的底层。
(6)开发中的其他功能用途,在多孔膜中沉积磁性合金作记忆元件、太阳能吸收板、超高硬质膜、干润滑膜、触媒膜等。
铝合金硬质阳极氧化色差
铝合金硬质阳极氧化色差可能由多种因素引起,以下是一些可能的原因:
1.铝合金的成分:不同成分的铝合金在阳极氧化过程中的反应不同,可能导致
不同的颜色。
例如,含有铜和硅的铝合金可能在阳极氧化后呈现特有的颜色。
2.氧化处理过程中的温度和时间:阳极氧化需要在一定的温度和时间内进行,
如果温度和时间控制不当,可能会导致颜色不均匀或颜色变化。
3.电解液的成分和浓度:电解液的成分和浓度也会影响阳极氧化的颜色。
例如,
硫酸浓度过高可能导致颜色偏暗,而铝离子浓度过高则可能导致颜色偏浅。
4.阳极氧化的电流密度:电流密度是阳极氧化过程中的一个重要参数,如果电
流密度过大或过小,都可能导致颜色不均匀或颜色变化。
5.环境因素:环境中的温度、湿度和光照等因素也可能对阳极氧化的颜色产生
影响。
例如,高温和高湿可能导致颜色变化,而光照则可能导致颜色变淡。
为了控制铝合金硬质阳极氧化的色差,需要严格控制阳极氧化过程中的各种参数,并在生产过程中进行质量检测,以确保每个批次的产品颜色的一致性。
同时,对于特定的铝合金硬质阳极氧化颜色,也可以通过调整氧化处理过程中的工艺参数来实现。
铝合金阳极氧化和硬质氧化的区别铝合金在我们的日常生活中可谓是随处可见,从手机壳到家具,真是让人感叹“科技真是厉害!”而说到铝合金的处理工艺,阳极氧化和硬质氧化这两者可都是大名鼎鼎。
今天咱们就来聊聊这两种工艺的区别,保证你看完后,能在朋友面前自信地说:“我懂了!”1. 什么是阳极氧化?首先,阳极氧化,这个词听起来有点高大上,但其实它的原理挺简单。
想象一下,一个铝合金的小家伙,带着电流和氧气,开始了一场“洗澡”之旅。
这个过程其实就是把铝表面变得更坚固,形成一层氧化铝膜。
这层膜就像是铝合金的“防护服”,可以让它抵挡住一些日常的小磕碰。
1.1 阳极氧化的好处说到阳极氧化的好处,那可真不少。
首先,这层膜是透明的,所以铝合金的本色依然显露无遗,外观上也不会有太大变化。
更重要的是,阳极氧化后的铝合金抗腐蚀能力大大增强,耐磨性也提高了,基本上就能让它活得更久。
再加上,阳极氧化可以上色,很多小伙伴喜欢给手机壳或者家具换个颜色,这样一来,阳极氧化就成了它们的“美容院”。
1.2 适用范围那阳极氧化适合用在哪呢?常见的有航空航天、汽车、电子产品等等。
这些地方对材料的强度和耐用性要求很高,而阳极氧化恰好能满足这些需求。
所以说,阳极氧化可真是个多才多艺的“工匠”。
2. 硬质氧化又是什么?接下来咱们聊聊硬质氧化。
这个名字一听就知道,它的“硬”可不是开玩笑的!硬质氧化其实是阳极氧化的一种进阶版。
它不仅仅是给铝合金洗个澡,而是要用更强的电流和更高的温度,生成一层更加厚实、坚硬的氧化膜。
2.1 硬质氧化的优势硬质氧化的膜厚度通常比阳极氧化要厚得多,耐磨性和耐腐蚀性都提升了好几个档次。
打个比方,就像一个铝合金的“铁布衫”,可以抵挡得住各种刮擦和撞击。
这对那些在恶劣环境中工作的机械设备或者工具来说,简直就是一场“保护行动”。
此外,硬质氧化膜的颜色相对深沉,给人一种更为稳重的感觉。
2.2 应用场景硬质氧化常常用在一些高端装备上,比如军工、航天器、精密机械等。
铝合金硬质阳极氧化
1.硬质氧化膜的特点
铝合金硬质阳极氧化和普通氧化膜相比具有以下特点:氧化膜比较厚(一般厚度不小于25um)、硬度比较高(大于350HV)、耐磨性较好、空隙率较低、耐击穿电压较高,而表面平整性可能显得稍差一点。
2.硬质阳极氧化的工艺特点
硬质阳极氧化和普通氧化的原理、设备、工艺和检测等各方面没有本质的区别。
硬质氧化设法降低氧化膜的溶解性,主要特点为:
a.槽液温度较低(普通20度左右,硬质5度以下),一般情况下温度低生成的氧化膜硬度高
b.槽液浓度低(普通硫酸浓度20%,硬质15%以下),浓度低对膜溶解性小
c.槽液里添加有有机酸,硫酸里面加草酸或者酒石酸等
d.外加电压、电流较高(普通电流dm2,电压18V以下,硬质电流2~5A/dm2,电压25V以上。
最高可达100V)
e.外加电压宜采用逐步递增电压的方法。
因其电压高电流大,处理时间长因此能耗大。
同时硬质氧化常采用脉冲电源或者特殊波形电源
3.铸造铝合金硬质阳极氧化
铸造铝合金通常需要硬质阳极氧化来提高其性能,铸造铝合金常用铝/硅系合金和铝/铜系合金,铝硅系具有良好的铸造性能和耐磨性
能而用量最大,广泛应用于结构件和零部件,有时添加铜和镁改善力学性能和耐热性。
铝铜系也是常用的铸造合金,主要用于承受大的动静载荷和形状不复杂的砂型铸件。
铸造铝合金因含有非金属等元素需要对电解液和电源波形进行改进,电解液一般可在硫酸中加某些金属盐或有机酸,硫酸-草酸-酒石酸溶液、硫酸-干油溶液;电源形式一般改为交直流叠加、不对称电流、脉冲电流等,其中脉冲效果较好。
电铸件氧化前应对菱角导园和去除毛刺等,防止电流集中。