盾构机管片拼装机
- 格式:docx
- 大小:647.75 KB
- 文档页数:43
第九节管片拼装机构一、管片拼装机构的功能及构成随着盾构的向前推进,隧道的永久支护需要同时间隙拼装。
用盾构施工法时,隧道的永久支护通常是将在地面预制好的钢筋混凝土管片,运输到盾构尾部,然后用盾构拼装机构逐片间隙拼装。
管片拼装机构就是将管片按照隧道施工要求安装成环。
它包括搬运管片的钳夹系统和上举、旋转、拼装系统。
对其功能要求是能把管片上举、旋转及夹持管片向外侧移动。
管片是通过管片运输机构经单、双轨粱上的电动环链葫芦将管片从管片运输车上吊起,把管片放在储存区,在拼装时,再将管片从管片储存区吊起运输到管片拼装机下部,通过拼装机完成管片的拼装。
管片拼装机构设置在盾构尾部,由真圆保持器和举重臂两部分构成。
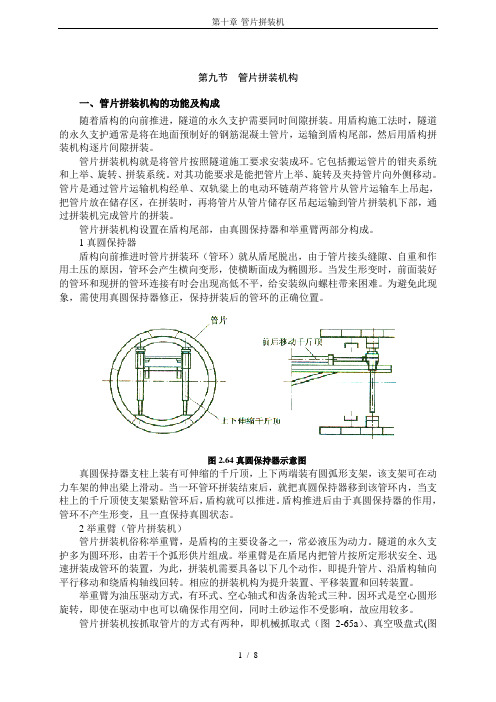
1真圆保持器盾构向前推进时管片拼装环(管环)就从盾尾脱出,由于管片接头缝隙、自重和作用土压的原因,管环会产生横向变形,使横断面成为椭圆形。
当发生形变时,前面装好的管环和现拼的管环连接有时会出现高低不平,给安装纵向螺柱带来困难。
为避免此现象,需使用真圆保持器修正,保持拼装后的管环的正确位置。
图2.64真圆保持器示意图真圆保持器支柱上装有可伸缩的千斤顶,上下两端装有圆弧形支架,该支架可在动力车架的伸出梁上滑动。
当一环管环拼装结束后,就把真圆保持器移到该管环内,当支柱上的千斤顶使支架紧贴管环后,盾构就可以推进。
盾构推进后由于真圆保持器的作用,管环不产生形变,且一直保持真圆状态。
2举重臂(管片拼装机)管片拼装机俗称举重臂,是盾构的主要设备之一,常必液压为动力。
隧道的永久支护多为圆环形,由若干个弧形供片组成。
举重臂是在盾尾内把管片按所定形状安全、迅速拼装成管环的装置,为此,拼装机需要具备以下几个动作,即提升管片、沿盾构轴向平行移动和绕盾构轴线回转。
相应的拼装机构为提升装置、平移装置和回转装置。
举重臂为油压驱动方式,有环式、空心轴式和齿条齿轮式三种。
因环式是空心圆形旋转,即使在驱动中也可以确保作用空间,同时土砂运作不受影响,故应用较多。

盾构机管片拼装安全技术措施盾构机是一种应用于地下隧道施工中的重要设备,用于开挖和安装管片。
在盾构机管片拼装过程中,需要采取一系列安全措施,以确保施工过程的顺利进行和人员的安全。
首先,需要对盾构机进行全面的检查和维护,确保其各项功能正常运行。
在进行管片拼装前,需要检查盾构机的各个零部件是否完好,操作系统是否正常,润滑油和润滑脂是否足够,以及安全保护装置是否安装到位。
其次,需要对施工现场进行周密的安全检查,确保没有存在危险的因素。
在盾构机管片拼装区域周围设置明显的警示标志和围栏,以防止未授权人员进入施工区域。
同时,对周边环境进行检查,排除有可能对施工造成危险的因素,如泥浆波及附近建筑物或地下管线等。
在进行盾构机管片拼装前,需要进行必要的培训和教育,确保操作人员理解和掌握相关的安全操作规程和操作技能。
操作人员需要了解盾构机的性能和工作原理,掌握正确的操作方法和紧急停机程序,并严格按照操作规程进行操作。
在盾构机管片拼装过程中,需要保持合理的作业区域布置和人员分工。
作业区域内应设置明确的通行通道和安全出口,并确保通畅无阻。
操作人员应按照任务分工,在规定的操作区域内进行作业,避免交叉作业和互相干扰。
同时,作业区域内应保持整洁,避免杂物堆放和滑倒的危险。
在盾构机管片拼装的过程中,需要进行切割和连接管片的操作,这是一个高风险的环节。
在这个环节中,需要采取必要的安全措施,防止伤害和事故的发生。
操作人员需要佩戴防护手套和安全帽,以防止手部和头部的受伤。
同时,应按照规定的程序和安全工艺进行操作,不得擅自改变操作顺序或方法。
在盾构机管片拼装过程中,还需要定期对盾构机和管片进行检查和维护。
定期检查液压系统、电气系统和传动系统的性能是否正常,发现问题及时处理。
对管片进行质量检测,确保其符合要求。
同时,还需对施工现场进行安全巡检,及时排除可能的安全隐患。
总之,盾构机管片拼装是一项复杂的工程作业,需要严格遵守安全规程和操作规程。

盾构机管片拼装机原理The shield tunneling machine pipe jacking machine is an essential component in the construction of underground tunnels. It plays a crucial role in the assembly of concrete pipes that form the tunnel walls. The main principle behind the operation of the pipe jacking machine is to push the pipes into place using hydraulic jacks, which helps in creating a stable tunnel structure. This process requires precision and careful coordination to ensure the seamless assembly of the pipes.盾构机管片拼装机是地下隧道建设中不可或缺的组件。
它在组装形成隧道壁的混凝土管道中起着至关重要的作用。
管片拼装机的操作原理主要是利用液压顶千吨把管片推入位,这有助于创建稳定的隧道结构。
这个过程需要精准和谨慎的协调,以确保管片的无缝拼装。
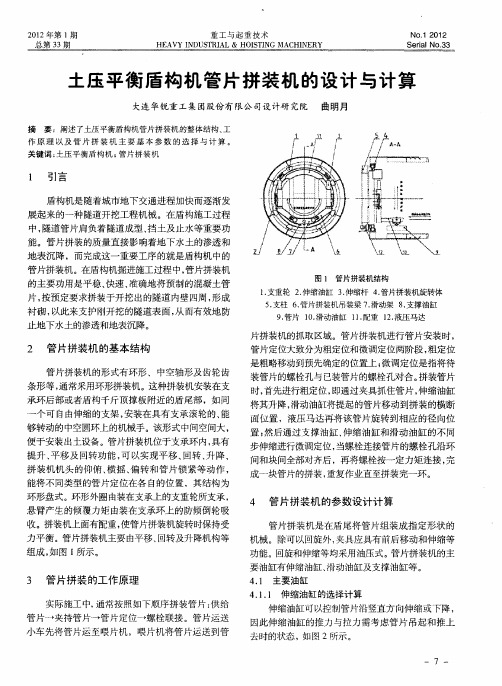
The shield tunneling machine pipe jacking machine consists of several key components, including hydraulic jacks, a pushing frame, pipe alignment devices, and monitoring systems. The hydraulic jacks apply pressure to push the pipes into place, while the pushing frame provides the necessary support and stability during the assemblyprocess. The pipe alignment devices help ensure that the pipes are properly aligned and connected, while the monitoring systems track the progress and detect any potential issues during the assembly.盾构机管片拼装机包括几个关键组件,包括液压顶千吨、推挡架、管道对准装置和监控系统。
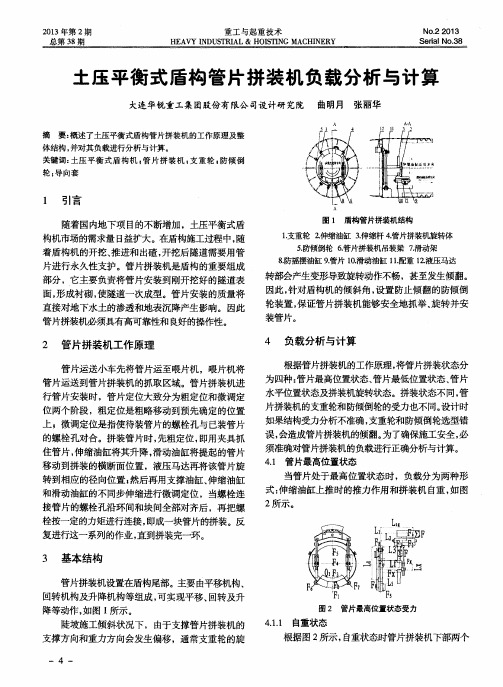
油箱2号台车到总泄露油管1号台车旋转架行走架链条件包括两个拼装机的斜盘式轴向柱塞旋转马达18、两个拼装机前后行走油缸17,两个拼装机伸缩油缸16,一个管片抓紧油缸15,一个拼装头倾斜油缸14和一个拼装头转动油缸13。
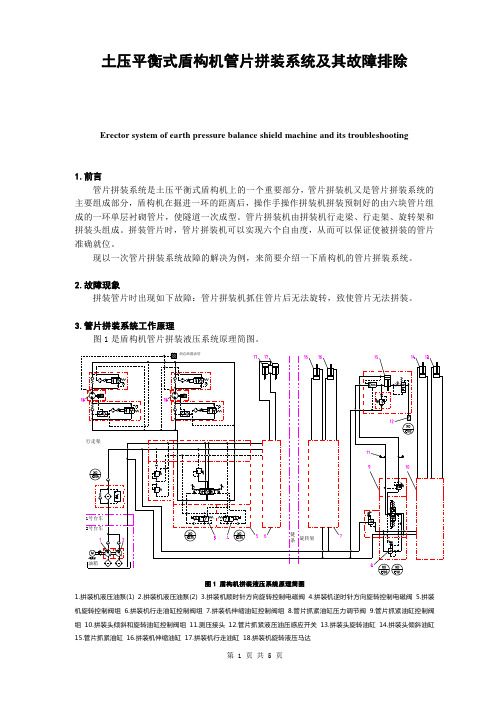
操作手通过拼装控制器发出操作指令,盾构机S7-PLC自动控制系统接收到操作指令后,运行SIMATIC Manager程序,如果要完成动作的所有必要条件都能满足,S7-PLC自动控制系统就向相应的执行元件电磁阀供电,电磁阀动作后,压力油就会驱动相应的执行元件完成操作手想要完成的动作;如果一个以上的必要条件不满足,控制系统就不会向相应的执行元件逆时针方向旋转为例),用来找出故障出现时不能满足的拼装机旋转的必要条件。
FB16是程序中控制拼装机运行的功能模块,Network13是该模块中控制拼装机逆时针方向旋转的程序段,其程序逻辑流程图如图3。
DB40.DBD324 拼装机的当前位置角度DB40.DBD328 取自OB35的拼装机的当前位置角度E42.6 拼装机逆时针方向旋转输入信号E42.4 拼装操纵器旋转和行走按钮解锁信号M121.5 拼装机逆时针方向旋转操纵器条件解锁T123 延时断开S5定时器DB40.DBD80 拼装机逆时针方向旋转角度最大限定值200度M121.0 拼装机旋转限制条件解锁A25.6 拼装机逆时针方向旋转控制信号输出图中“E42.6—”是一个“常开接点”,如果条件E42.6能够满足,就可以向下一个逻辑单元输出信号;如果条件E42.6不能够满足,就不能向下一个逻辑单元输出信号。
包含“CMP<>R”和“CMP<R”的方框是浮点数比较逻辑盒,该类型的逻辑盒按所选定的比较类型将IN1和IN2进行比较,如果比较为真,该逻辑盒就向下一级逻辑单元输出信号,反之就不会向下一级逻辑单元输出信号。
包含“&”的方框是一个“与”逻辑盒,当“与”逻辑盒左边的条件都能够满足时(即都向“与”逻辑盒输出信号),“与”逻辑盒就向下一级逻辑单元输出信号,反之如果“与”逻辑盒左边有一个以上的条件不能满足,就不会向下一级逻辑单元输出信号。
-盾构机操作规程1、启动前首先检查盾构机各系统是否运转正常,并确认油脂、泡沫剂是否需要更换,冷却水及液压油温度是否正常,轨道、管路延伸、同步注浆工作是否到位。
2、挨次启动冷却水泵、齿轮油泵、推进油泵、辅助油泵、螺旋输送机油泵、注浆泵、空压机、齿轮油泵、黄油泵、盾尾油脂泵等动力装置。
3、启动皮带输送系统和刀盘驱动机电,根据扭矩情况适当调整各项参数。
4、各系统参数调节正常后,点击盾构机推进按钮,当土仓压力达到设定压力时启动螺旋输送机进行排土,推进过程中根据地质情况向土仓内注入膨润土或者泡沫剂,并适当调整后闸门的开度,。
5、使 VMT 进入掘进状态,推进过程中根据盾构机姿态的变化,适当调整各组千斤顶的压力差,推进过程中密切关注刀盘的扭矩情况,根据刀盘扭矩情况对推进速度做适当的调整。
6、更换渣土车时,主司机接到信号员的满载信号时,盾构机进入停机模式并关闭螺旋输送机和后闸门,皮带机继续运转,空渣土车就位后,根据信号指令挨次开启各系统。
7、当一环推进结束后,使盾构机进入拼装模式,按照与启动时相反的顺序关闭各系统,为拼装管片的需要使冷却、拼装系统处于工作状态8、测量盾尾间隙,利用 VMT 计算出拼装点位,进入管片拼装作业。
1、管片拼装点位计算完成后,盾构机便进入拼装模式。
2、管片拼装机只能由拼装手操作,其他人未经允许不得进行操作。
3、管片拼装手在开动管片拼装机前必须看清晰管片拼装机周围的情况,油缸底部若有油脂、污水,要及时进行清理。
4、根据拼装点位,挨次缩回对应管片的千斤顶,一次最多缩回的数量不宜超过5 组。
5、管片在吊起前,拼装手必须检查拼装头是否上紧,看清该管片的型号及顺序,然后再用管片运输机把管片运到合适位置。
6、管片被吊装起后,拼装手必须控制好旋转速度,把管片平稳的旋转到将要拼装的位置,然后进行拼装。
7、拼装过程中,拼装手要站在有利位置看清管片的主要位置,看不到的位置要与其他拼装人员配合,拼装K 块时,为防止止水条撕裂,可在止水条上涂抹润滑剂,每环管片的拼装错台保证在5mm 以内。
PPS 管片拼装程序使用的简要说明(盾构操作手使用)
PPS 拼装程序简要操作说明(盾构机操作手)
1. 简要导向信息说明
显示为(measurement OK ),测量完成状态,只有此时状态为最真实可信的。
并且只有在时状态下才可以起动管片拼装程序。
刀盘切口,中盾尾,尾盾里程
偏航角或趋势角
机器三维视图,前端蓝圆为刀盘,后部大红圆为盾尾。
刀盘切口,中盾尾,尾盾的水平偏差
2. 拼装程序使用。
PPS管片拼装模式打开的前提是导向测量显示完成状态。
(左下角为绿色,且显示测量完成),在测量(Survey)菜单下,开始“管片拼装(start ring build)”,拼装模式打开后,如图所示。
此时要认真量取,并输入盾尾间隙,才可以使管片计算程序正常工作。
3. 拼装程序计算结果的显示
对于管片的计算要求可以在主界面,设置菜单下的管片拼装设置选项中更改。
4. 拼装完成后的工作
上述,按“开始拼状”键,即进入此界面,在拼装完成后,可以重新读取铰接的行程量,然后再次输入当前的盾尾间隙,(共两次)此时可以更改环号,与拼装点位,工作完成后,按“保存”SA VE 键,返回推进测量模式,管片的所有拼装信息,将会被记录,且无法更改。
再次输入盾尾间隙
5.管片拼状记录的查看
在主界面的“数据库(Database)”菜单下的“管片报告”ring report里可以查看以往的所有管片拼状记录。
此记录里可以显示与此环管片拼装相关的所有信息,可以打印作为施工日志或备案报告使用。
可以直接在办公室的电脑里打印,也可以在PPS机器电脑中打印成PDF格式,再拷出打印保存。
目录1绪论 (1)1.1引言 (1)1.2研究背景 (1)1.2.1盾构机的发展历史 (1)1.2.2我国盾构机的发展现状和发展前景 (2)1.3盾构技术的工作原理及其特点 (3)1.3.1盾构机的掘进 (3)1.3.2掘进中控制排土量与排土速度 (3)1.3.3盾构机的组成及各部分在施工中的作用 (3)2管片拼装机的结构分析 (7)2.1管片拼装机的整体结构 (7)2.2回转系统的结构分析 (7)2.3提升系统的结构分析 (8)2.4平移系统的结构分析 (9)2.5管片夹取装置 (9)2.6液压回路 (9)2.7管片拼装机加工和装配要求 (9)3管片拼装机的三维建模 (11)3.1 UG的简介 (11)3.2 UG建模的过程 (13)3.2.1建模准备工作 (13)3.2.2 建模过程 (13)3.3使用UG软件完成对重要部件小齿轮的三维建模 (14)3.4完成对管片拼装机回转系统和提升系统的装配 (16)3.4.1 回转系统的装配关系 (17)3.4.2 提升系统的装配关系 (17)3.4.3 完成对提升液压缸的装配过程 (18)4对重要部件小齿轮的有限元分析 (20)4.1对有限元法的介绍 (20)4.2简述齿轮机构的重要性及分析方法 (21)4.3齿轮材料的选择 (21)4.3.1齿轮的工作条件及可能的失效形式 (21)4.3.2 齿轮类零件的选材依据 (22)4.4静力学分析过程与步骤 (24)4.5简述对重要部件小齿轮的ANSYS静力学分析过程 (25)4.5.1选择小齿轮为重要部件的理由 (25)4.5.2对相关数据的查找和计算 (25)4.5.3用ANSYS软件对小齿轮的分析过程 (26)4.6用ANSYS软件对重要部件小齿轮的模态分析 (34)4.6.1模态分析简介 (34)4.6.2对重要部件小齿轮进行模态分析步骤 (35)5结论与展望 (40)5.1本文研究工作与结论 (40)5.2研究展望 (40)致谢 .......................................................................................................... 错误!未定义书签。
参考文献 . (41)附录A附录B1绪论1.1引言近年来,我国开展大规模的城市市政工程建设,尤其是几个重要城市都已开始了地下铁路的建设工程。
在这些地下工程中,由于受到施工场地、道路交通等城市环境因素的限制,使得传统的施工方法难以普遍适用。
在这种情况下,对城市正常机能影响很小的隧道施工方法--盾构施工法普遍得到了人们的关注,并且一些地区已经有了较为广泛的使用。
1.2研究背景1.2.1盾构机的发展历史盾构机是一种用于软土隧道暗挖施工,具有金属外壳,壳内装有整机及辅助设备,在其掩护下进行土体开挖、土碴排运、整机推进和管片安装等作业,而使隧道一次成形的机械。
盾构作为一种安全、快速的隧道掘进机械,经历了四个发展阶段:一是以Brunel盾构为代表的手掘式盾构;二是以机械式、气压式、网格式盾构为代表的第二代盾构;三是以闭胸式盾构为代表(泥水式、土压式)的第三代盾构;四是以大直径、大推力、大扭矩、高智能化、多样化为特色的第四代盾构。
目前,最常见的是第三代盾构--土压平衡盾构和泥水加压式盾构。
土压平衡盾构是在机械式盾构的前部设置隔板,在刀盘的旋转作用下,刀具切削开挖面的泥土,破碎的泥土通过刀盘开口进入土仓,使土仓和排土用的螺旋输送机内充满切削下来的泥土,依靠盾构千斤顶的推力通过隔板给土仓内的土碴加压,使土压作用于开挖面以平衡开挖面的水土压力。
土压平衡盾构主要由刀盘及刀盘驱动、盾壳、螺旋输送机、皮带输送机、管片安装机、推进油缸、同步注浆系统等组成。
士压平衡盾构无泥水处理设备,施工速度较高,比泥水盾构价格低,能获得较小的沉降量,也可实现自动控制和远距离遥控操作,由于开挖面得到安全的支护,因此现在的泥浆盾构和土压平衡盾构,甚至可以在困难的水文、地质条件下广泛应用。
泥水加压式盾构(slurry pressure balance shield ),简称SPB盾构,是在机械式盾构的前部设置隔板,与刀盘之间形成泥水仓,开挖面的稳定是将泥浆送入泥水仓内,在开挖面上用泥浆形成不透水的泥膜,通过该泥膜的张力保持水压力,以平衡作用于开挖面的土压力和水压力。
开挖的土砂以泥浆形式输送到地面,通过泥水处理设备进行分离,分离后的泥水进行质量调整,再输送到开挖面。
1.2.2我国盾构机的发展现状和发展前景盾构机全名叫盾构隧道掘进机,是一种隧道掘进的专用工程机械,问世至今已有近百年的历史,经过不断改进和发展,成为目前世界最先进的地下隧道掘进机。
其集机、电、液、传感、信息技术于一身,可在不影响地面状况的条件下作业,与传统施工方式相比大大提高了施工的效率、安全性,降低了成本,因而受到世界各国的青睐,广泛用于地铁、铁路、公路、市政、水电等隧道工程。
在我国,盾构机在北京、广州、上海等10多个城市地铁和穿江越洋隧道施工领域发挥着巨大的效用。
但是由于盾构制造工艺复杂,技术附加值高,盾构制造工艺为德国、法国、日本等少数国家所垄断,且价格高昂,在我国盾构市场上国外盾构机的占有率曾经高达95%以上。
目前,在国家产业政策的大力支持下,由我国盾构机企业自主创新的国产盾构机已经成功打破国外的垄断地位,并在技术、质量等方面紧紧追赶世界。
尽管由于历史的原因,国产盾构机在总体实力上与国外顶尖水平还有不小的差距,但是,在我国巨大隧道市场空间的带动下,国产盾构机的质量已经越来越好,与世界的差距也会越来越小。
我国大约有85%的盾构掘进机依赖进口,欧洲和日本等公司的地铁盾构机在中国的盾构掘进机市场上占主导地位。
其中,占据欧洲大半市场份额的海瑞克、以产量1670台居世界首位的三菱重工、以及拥有多个品牌的德国维尔特的表现最为抢眼,光德国的海瑞克就占据国内盾构机市场的70%以上。
除了外资品牌,国内除隧道股份还有二重、上重、大重、沈重和首钢等企业,独立进行盾构机的生产或与德国海瑞克、维尔特、美国罗宾斯等外资合资、合作生产。
为尽快改变这种被动局面,国家制定出台了重点扶持振兴盾构机国产化的相关政策,盾构机国产化终于开始“起跑”。
随着国内市场需求量的增大,一些外资品牌纷纷进入我国,我国的盾构机有了少量生产。
随着国内盾构机投资的不断增大和国际企业的进入,根据目前在建产能和计划投资情况,预计2010年我国盾构机的产量为50台左右。
盾构机是装备制造业的标志性产品,也是当今世界上最先进的隧道掘进超大型专用设备。
在中国日益重视开发利用地下空间的今天,具有十分广阔的市场前景。
2010-2015年期间,中国规划建设的城市快速轨道交通项目总长度达1700公里,5000多亿元投资将聚集在这一领域。
南水北调、西气东输等重大工程正在大量引入盾构机,盾构机施工和制造正在成为一个巨大的市场。
至2010年,全国大约需要500台左右的盾构机。
按照国际市场每台盾构机400-600万美元的价格计算,这一领域的潜在市场高达150亿-225亿元。
因此,加速发展我国隧道掘进机的研发及产业化势在必行。
目前,中铁隧道集团与上海隧道股份是国家863隧道掘进机产业化基地,在隧道掘进机产业化和自主开发方面已经走在国内前列。
国产土压盾构的关键技术指标已经达到国际先进水平,为我国掘进机制造业打下了坚实的基础,提升了企业与国家的核心技术竞争力。
1.3盾构技术的工作原理及其特点1.3.1盾构机的掘进液压马达驱动刀盘旋转,同时开启盾构机推进油缸,将盾构机向前推进,随着推进油缸的向前推进,刀盘持续旋转,被切削下来的碴土充满泥土仓,此时开动螺旋输送机将切削下来的渣土排送到皮带输送机上,后由皮带输送机运输至渣土车的土箱中,再通过竖井运至地面。
1.3.2掘进中控制排土量与排土速度当泥土仓和螺旋输送机中的碴土积累到一定数量时,开挖面被切下的渣土经刀槽进入泥土仓的阻力增大,当泥土仓的土压与开挖面的土压力和地下水的水压力相平衡时,开挖面就能保持稳定,开挖面对应的地面部分也不致坍坍或隆起,这时只要保持从螺旋输送机和泥土仓中输送出去的渣土量与切削下来的流入泥土仓中的渣土量相平衡时,开挖工作就能顺利进行。
1.3.3盾构机的组成及各部分在施工中的作用(1)盾体盾体主要包括前盾、中盾和尾盾三部分,这三部分都是管状简体,其外径是6.25m。
前盾和与之焊在一起的承压隔板用来支撑刀盘驱动,同时使泥土仓与后面的工作空间相隔离,推力油缸的压力可通过承压隔板作用到开挖面上,以起到支撑和稳定开挖面的作用。
承压隔板上在不同高度处安装有五个土压传感器,可以用来探测泥土仓中不同高度的土压力。
前盾的后边是中盾,中盾和前盾通过法兰以螺栓连接,中盾内侧的周边位置装有30个推进油缸,推进油缸杆上安有塑料撑靴,撑靴顶推在后面已安装好的管片上,通过控制油缸杆向后伸出可以提供给盾构机向前的掘进力,这30个千斤顶按上下左右被分成A、B、C、D四组,掘进过程中,在操作室中可单独控制每一组油缸的压力,这样盾构机就可以实现左转、右转、抬头、低头或直行,从而可以使掘进中盾构机的轴线尽量拟合隧道设计轴线。
中盾的后边是尾盾,尾盾通过14个被动跟随的铰接油缸和中盾相连。
这种铰接连接可以使盾构机易于转向。
(2)刀盘刀盘是一个带有多个进料槽的切削盘体,位于盾构机的最前部,用于切削土体,刀盘的开口率约为28%,刀盘直径6.28m,也是盾构机上直径最大的部分,一个带四根支撑条幅的法兰板用来连接刀盘和刀盘驱动部分,刀盘上可根据被切削土质的软硬而选择安装硬岩刀具或软土刀具,刀盘的外侧还装有一把超挖刀,盾构机在转向掘进时,可操作超挖刀油缸使超挖刀沿刀盘的径向方向向外伸出,从而扩大开挖直径,这样易于实现盾构机的转向。
超挖刀油缸杆的行程为50mm。
刀盘上安装的所有类型的刀具都由螺栓连接,都可以从刀盘后面的泥土仓中进行更换。
法兰板的后部安装有一个回转接头,其作用是向刀盘的面板上输入泡沫或膨润土及向超挖刀液压油缸输送液压油。
(3)刀盘驱动刀盘驱动由螺栓牢固地连接在前盾承压隔板上的法兰上,它可以使刀盘在顺时针和逆时针两个方向上实现0-6.1rpm的无级变速。
刀盘驱动主要由8组传动副和主齿轮箱组成,每组传动副由一个斜轴式变量轴向柱塞马达和水冷式变速齿轮箱组成,其中一组传动副的变速齿轮箱中带有制动装置,用于制动刀盘。
安装在前盾右侧承压隔板上的一台定量螺旋式液压泵驱动主齿轮箱中的齿轮油,用来润滑主齿轮箱,该油路中一个水冷式的齿轮油冷却器用来冷却齿轮油。
(4)双室气闸双室气闸装在前盾上,包括前室和主室两部分,当掘进过程中刀具磨损工作人员进入到泥土仓检察及更换刀具时,要使用双室气闸。