一种天然气压缩机组控制系统浅析
- 格式:docx
- 大小:23.61 KB
- 文档页数:10
天然气管道压缩机自动控制技术解析摘要:天然气长输管道压缩机的功能是给天然气增压以维持所要求的输气流量,操作控制方式分为远程控制和就地控制。
因为设备、控制逻辑等因素,目前大部分站场仍采用中心调度下令,现场人员就地操作的落后调控模式,造成管道现场需配置大量的人力用于管道的监视与操作。
为了确保输气管网运行控制的灵活和可靠,需要设计一种控制系统来实现对压缩机的复杂控制和操作。
关键词:天然气;压缩机;自动控制技术1 天然气压缩机自动操控体系作业原理压缩机(Compressor),是将低压气体提升为高压气体的一种从动的流体机械,是工业生产的核心设备。
压缩机组控制系统实际上是一套以PLC为控制核心,用于机组逻辑顺序控制,PID控制,实时数据处理,报警停机保护,联网通讯的自动控制系统,可完成机组及其辅助系统(空冷器系统、干气密封系统、润滑油系统等)的控制。
天然气长输管道由于管线的阻力原因,需要间隔一段距离设置一个增压站以保证长输管线具备足够的输气能力。
为保证管线在各种运行工况(输气能力)下输气的连续性和管线运行的可靠性,在增压站中的压缩机组的设计和安装上,通常采用N+1的机组配置方案。
在增压站压缩机组的选择方面,主要有两种形式的压缩机组用于长输管线:往复式压缩机组和离心式压缩机。
离心式压缩机的单机输气量大、运行易损件少、长期使用维护工作量小,在天然气长输管线增压站中得到广泛的应用。
由于天然气压缩机是一个连续的作业进程,压缩机机组控制中,通常采用高性能PLC作为控制系统,用以保障压缩机组的基本控制功能,和安全控制性能。
2自动控制系统2.1 管道压缩机控制系统长输天然气管道压缩机的功能是给天然气增压以维持所要求的输气流量,操作控制方式分为远程控制和就地控制。
因为设备、控制逻辑等因素,目前大部分站场仍采用中心调度下令,现场人员就地操作的落后调控模式,造成管道现场需配置大量的人力用于管道的监视与操作。
为了确保输气管网运行控制的灵活和可靠,需要设计一种控制系统来实现对压缩机的复杂控制和操作。
探究天然气压缩机自动控制技术摘要:为了保障天然气的运输安全和效率,研究天然气压缩机的自动控制技术不言而喻。
本文先是对天然气压缩机工作原理进行分析,其次探讨压缩机工作流程,最后探讨天然气压缩机自动控制技术设计,为天然气压缩机稳定且安全运行提供有利的条件。
关键词:天然气;压缩机;自动控制技术天然气是清洁能源的一种,其在我国社会中的作用不言而喻。
天然气不断增加,必须高度重视天然气的处理工作[1]。
其中,压缩机是相当重要的设备之一,其不仅仅可以压缩处理天然气,还可以回收天然气中的重质成分。
因此,本研必要全面分析天然气压缩机自动控制技术。
1天然气压缩机工作原理对天然气压缩机的工作原理进行分析,其主要通过压缩机压缩处理天然气,因为气体压缩的过程中产生较大的压力,其也是能力的一种。
天然气压缩机有一个压缩区,吸入天然气后借助转子将其转动,因为转子之间的齿槽空气变化较大,压缩空气后随着转动排出气体。
其中,转子和两个旋转方向相反,还有的互相啮合,旋转时齿间的空间容易受到转动影响改变体积,因此连续压缩并排出气体。
以天然气压缩机的工作原理为基,可以细分为两类,即速度式压缩机和容积式压缩机。
前者主要以速度变化为基础,从较高的转速条件形成气体流动,缓慢改变气体的运动,让气体动能往压缩能转变,压缩气体,增加其压力。
后者主要通过反复的气体体积变化压缩气体达到提高压力的作用,通常具有容纳气体的空间,且气体压缩的过程不具有连续性。
2压缩机工作流程通常情况下,压缩机处于正常工作时,电机带动曲轴运转,其活塞需要通过连杆来回运动。
同时,活塞跟着曲轴旋转运动,且其运动的速度具有相同的特点。
在此之后,气缸内就会继续完成吸气压缩和排气工作,全部完成这些工作后就算是完成了压缩机的整个工作过程。
首先,吸气。
吸气环节中若活塞往外运动,意味着气缸容积不断扩大,但气缸中的压力减小。
若压力低于进气管的压力,就会出现进气管中的气压进入缸里的情况,对需要的气压进行补充,直至活塞运动到最远端,此时气缸的容积达到了极限。
天然气压缩机自动控制技术概述摘要:在天然气运输系统中,天然气产区需要向终端用户提供天然气,对城市地下的天然气储气库进行天然气的补充和抽取,要想更好地满足用户供应和储气库供应就需要对天然气进行压缩,为适应终端用户用气需求的变化,天然气压缩机需要经常性的进行启动和停止,为了节省人力资源需要对其进行自动化控制,这样不仅能够提升机器运行的稳定性,也能够节省能源消耗。
本文重点对天然气压缩机自动控制技术进行探讨。
关键词:天然气压缩机;自动控制;探讨引言:在我国天然气被越来越多的地区使用,它需要从不同的产区输送到各个地区的用户家中。
天然气不仅仅是用于运输,它也需要对天然气资源进行补气、抽气。
在当前的天然气运输过程中,仍存在着一些问题,如天然气运输调配的很多不便,需要依靠天然气压缩机自动控制技术来解决。
1.天然气压缩机自动化控制的原理压缩机自动化控制主要程序为PLC模块程序控制,整个操作过程较为简单。
天然气压缩机首先将经过处理后的天然气推入到缓冲加压罐中,在这个缓冲罐中会对天然气进行加压,当把天然气加压到一定的程度,这时整个控制系统就会控制压缩机的启动,通过天然气压缩机来将加压过的天然气压缩到气罐当中,天然气被压缩到高压气罐就容易进行运输和储存。
同时自动化控制系统也会使压缩机在将一个高压气罐加满后迅速换到下一个高压气罐进行天然气的压缩添加,这样能够保证天然气的正常生产,依据这个压缩运输过程可以看出,天然气压缩过程是连续的,当充入到缓冲罐中的天然气压力不足时,天然气压缩机才会停止工作,若是缓冲罐中的天然气压力恢复到一定值时,压缩机会正常运行。
2.天然气压缩机自动化控制系统的设计过程要想良好的满足天然气压缩机的工作要求,整个自动化控制系统中就要包括天然气缓冲罐、压力容器、PLC可以控制编程模块、压力仪表等,在进行天然气充入的过程中,若是缓冲罐中的压力表所示没有达到要求时,整个控制系统的PLC通过编制程序模块就会自动的进行控制,对压缩机的自动阀门进行远程的控制,压力仪表的变化信息会反馈到PLC的模拟量输入端,能够及时的对压缩机进行调控,当缓冲罐中的压力没有达到所要求值时,控制模块就会控制自动阀门开启,往缓冲罐中压缩天然气,当在充气一段时间后压力逐渐的上升到要求值,控制模块就会控制阀门关闭。
天然气压缩站自动化控制系统的集成与性能评估第一篇范文:天然气压缩站自动化控制系统的集成与性能评估在当今能源结构转型和清洁能源需求日益增长的背景下,天然气作为一种高效、清洁能源,其在能源消费中的比重不断上升。
天然气压缩站作为天然气产业链中的关键节点,承担着将天然气从开采、输送、储存到使用的压力变换任务,确保天然气安全、高效地供应。
因此,自动化控制系统的集成与性能评估在天然气压缩站运行管理中显得尤为重要。
天然气压缩站自动化控制系统集成天然气压缩站的自动化控制系统主要包括过程控制层、监控层和管理层三个层次。
1. 过程控制层:这一层是自动化控制系统的核心,主要由各种传感器、执行机构和PLC(可编程逻辑控制器)组成。
传感器实时监测压缩站内部的温度、压力、流量等关键参数,将信号传递给PLC,PLC根据预设的控制逻辑对执行机构发出指令,如调节压缩机的工作状态、进行紧急停车等。
2. 监控层:这一层主要由DCS(分布式控制系统)或SCADA(监控与数据采集)系统组成。
它们负责收集过程控制层的信息,并进行集中监控,操作人员可以通过监控层对压缩站进行实时操作和控制。
3. 管理层:这一层主要包括企业资源规划(ERP)系统和生产管理系统。
它们通过分析监控层传输的数据,进行生产调度、设备管理、能耗分析等,为压缩站的智能化管理提供决策支持。
性能评估天然气压缩站的性能评估是确保其高效、安全运行的重要环节。
性能评估主要包括以下几个方面:1. 系统稳定性:评估系统在各种工况下的稳定性,如在负载变化、突发故障等情况下的响应时间和恢复能力。
2. 控制精确性:通过对比实际运行参数和预期目标参数的偏差,评估控制系统的精确性。
3. 经济性:评估自动化控制系统对能耗的影响,比如通过优化操作参数,减少不必要的能耗。
4. 可靠性:通过对系统的故障率和维修周期等指标的统计分析,评估系统的可靠性。
5. 安全性:评估系统在极端条件下防止事故发生的能力,如紧急停车时的反应速度和处理能力。
分析缓冲罐内的气体压力,将电动阀门的另一端安装在压缩机的进气端,并将电接触点、压力表、电动阀门与PLC 控制系统连接在一起,在电接触点检测到缓冲罐内的天然气压力值没有达到预设的压力值时,就会控制电动阀门继续往缓冲气罐内压缩气体,在检测到压力值达到预设的气罐压力值时,控制电路系统的电动阀门就会工作,这时就会触动压缩机进行工作。
如果电接点压力表检测到缓冲罐的天然气压力较小,不能达到预设压力表的要求时,压缩机就会自动关闭,停止工作,同时在压缩机与压力表之间安装了一个电动阀门,同样该阀门也是采用控制系统进行控制,在高压气瓶的压力升高,达到系统预先设定的压力值,即气罐内气体充满,自动控制系统就控制电动阀门,使其自动关闭,控制压缩机对另外一个气罐进行气体压缩。
3.1 压缩机的自动启停设置天然压缩机的自动控制启停设置主要由启停按钮、继电器与快关等控制系统构成,在对天然气进行压缩时,缓冲罐体内的压力不断的升高,如果电接触点检测到的压力值达到预设的压力值时,压力表上的开关就会闭合,系统的运行就与PLC 控制柜的启停按钮一样,这时压缩机就会自动工作,如果电接触点检测到缓冲罐内的气体压力值已经超出罐体的预设值时,那么电接触点的压力表就会控制另外一个开关闭合,这时继电器也会闭合,达到对压缩机进行控制的目的,促使压缩机停止工作,这时相当于关停PLC 控制柜的按钮,采用这种设计方式,可以通过远动控制,达到对天然气压缩机的自动控制与停止,达到自动化控制的目的。
3.2 电动阀门之间的自动控制采用PLC 控制柜可以有效的对压缩机的电动阀门进行控制,在压缩机启动之后,这时PLC 控制系统的内部还对电动阀门的控制电机进行控制,使得继电器导通,这样控制系统内部就会存在有的导通,有的断开,当电动阀门的控制系统开启时,天然气就会通过阀门进入到压力容器中,当电接触点的压力表检测到压力上升而且达到预设值时,对应的常闭出点就会打开,继电器通电,压缩机开始对缓冲罐内的气体进行压缩,指导罐内的压力值达到规定,电接触点就会自动断开。
天然气压缩机工作原理天然气压缩机是一种用于将天然气压缩成高压气体的设备。
它在天然气输送、储存和加工过程中起着至关重要的作用。
本文将介绍天然气压缩机的工作原理,包括其结构组成、工作过程和应用领域。
天然气压缩机的结构组成主要包括压缩机本体、电动机、冷却系统、润滑系统和控制系统。
压缩机本体是压缩机的核心部件,它由气缸、活塞、曲轴、连杆等部件组成。
电动机通过皮带或联轴器与压缩机本体相连,提供动力以驱动压缩机工作。
冷却系统主要用于降低压缩机工作时产生的热量,保持压缩机的正常工作温度。
润滑系统则用于给压缩机的运动部件提供润滑,减少摩擦和磨损。
控制系统则用于监测和控制压缩机的运行状态,确保其安全可靠地工作。
天然气压缩机的工作原理主要包括吸气、压缩和排气三个过程。
在吸气过程中,压缩机的活塞向下运动,气缸内的压力降低,使外部空气通过进气阀进入气缸内。
在压缩过程中,压缩机的活塞向上运动,将吸入的气体压缩,使其压力和温度升高。
最后,在排气过程中,压缩机的活塞再次向下运动,将压缩好的气体通过排气阀排出,形成高压气体。
天然气压缩机的应用领域非常广泛。
在天然气输送过程中,由于管道中的气体会因为摩擦损失而流失能量,因此需要定期使用压缩机将气体压缩,以保持管道中气体的流动和压力。
此外,在天然气储存和加工过程中,也需要使用压缩机将气体压缩成高压气体,以便进行储存和加工。
因此,天然气压缩机在天然气工业中扮演着不可或缺的角色。
总之,天然气压缩机通过吸气、压缩和排气三个过程,将天然气压缩成高压气体。
它的结构组成包括压缩机本体、电动机、冷却系统、润滑系统和控制系统。
在天然气输送、储存和加工过程中有着广泛的应用。
希望本文能够对天然气压缩机的工作原理有所了解。
天然气压缩机风险识别及控制1、引言苏里格气田4座天然气处理厂是整个苏里格气田的核心,天然气压缩机又是该厂心脏。
天然气压缩机一旦出现问题,往往会导致天然气处理装置停产、输气管道停运、火灾爆炸、环境污染、人员伤亡等重大事故的发生。
因此深入开展天然气处理厂往复压缩机组运行过程中风险因素识别,强化现场管理,控制和消减各类风险隐患,确保天然气处理厂增压站压缩机组的安全运行显的尤为重要。
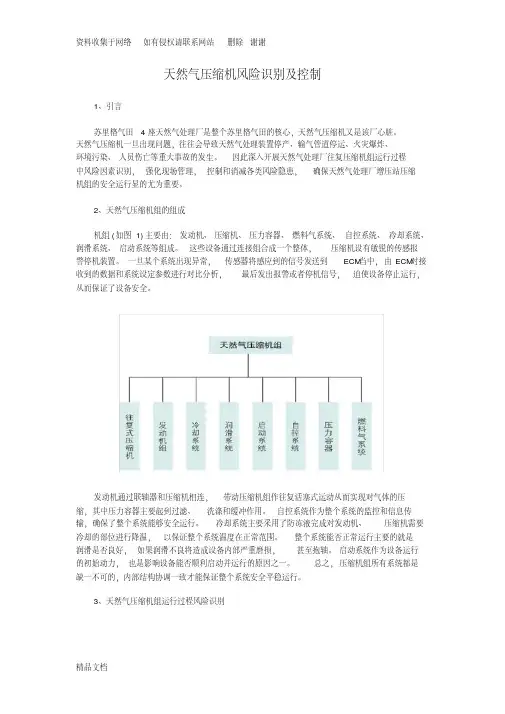
2、天然气压缩机组的组成机组(如图1)主要由:发动机、压缩机、压力容器、燃料气系统、自控系统、冷却系统、润滑系统、启动系统等组成。
这些设备通过连接组合成一个整体,压缩机设有敏锐的传感报警停机装置。
一旦某个系统出现异常,传感器将感应到的信号发送到ECM当中,由ECM对接收到的数据和系统设定参数进行对比分析,最后发出报警或者停机信号,迫使设备停止运行,从而保证了设备安全。
发动机通过联轴器和压缩机相连,带动压缩机组作往复活塞式运动从而实现对气体的压缩,其中压力容器主要起到过滤、洗涤和缓冲作用。
自控系统作为整个系统的监控和信息传输,确保了整个系统能够安全运行。
冷却系统主要采用了防冻液完成对发动机、压缩机需要冷却的部位进行降温,以保证整个系统温度在正常范围。
整个系统能否正常运行主要的就是润滑是否良好,如果润滑不良将造成设备内部严重磨损,甚至抱轴。
启动系统作为设备运行的初始动力,也是影响设备能否顺利启动并运行的原因之一。
总之,压缩机组所有系统都是缺一不可的,内部结构协调一致才能保证整个系统安全平稳运行。
3、天然气压缩机组运行过程风险识别目前,苏里格气田检查天然气处理厂4座,天然气处理能力180×108m3/a,4座天然气处理厂共有美国汉诺华公司生产的往复式天然气压缩机27台。
天然气压缩机作为4座天然气处理厂关键核心设备,其作用是给天然气增压。
因天然气具有易燃、易爆的特性,其主要风险是天然气泄漏和空气进入压缩系统引起的燃爆风险,以及超压引起的物理性爆炸。
天然气压缩机自动控制技术探讨摘要:在人类大范围使用的各种能源中,天然气作为为数不多的清洁型能源受到了大多数人的青睐。
随着环保理念的不断加强,天然气的应用需求更是达到了史无前例的高峰。
要满足如此巨大体量的用户供应,传统的天然气运输技术是难以实现的。
天然气压缩机的使用,很大程度上解决了这一问题。
但是因为天然气压缩机在工作中的需求,需要对机器进行启动和停止,这种情况是经常发生的。
传统的技术需要大量的人力,这势必无法满足科学、安全、高效的天然气生产过程。
而天然气压缩机自动控制设备也拥有良好的灵活性。
为了能够提高天然气压缩机的运行稳定性,以及如何实现节能,本文对自动控制天然气压缩机的技术进行了探讨。
关键词:天然气压缩机;自动控制;自动化前言国家能源时至今日已经逐渐紧张起来,作为普通人生活工作以及部分工厂生产工作中重要的能源,天然气的重要性是不言而喻的。
不仅如此,相较于其他能源,天然气作为一种清洁能源,其环保性也是它越来越被人们重视的原因。
在以往的工作中,天然气的抽取,压缩,运输等工作一般都是由远程工作中心进行指挥,再由工人进行现场操作。
这是非常消耗人力、物力的。
同样,也无法满足新时代人们生活和祖国建设的要求。
那么,如何科学的、有效的、安全的实现对天然气的存储与运输就成为了必须要解决的课题。
得益于我国整体自动化工业的进步,天然气压缩机的自动化控制,也可以通过相关设备进行实现。
天然气压缩机的自动化控制的实现,让我国的天然气抽取、运输等工作的整体效率发生了巨大的改变。
不仅仅有效的提升了天然气的运输效率,同时,也科学的增加了天然气压缩以及运输的安全系数。
1天然气压缩机自动化控制技术的原理与设计要求1.1天然气压缩机自动控制系统的设计原理天然气压缩机的自动控制系统非常重要,但是它的工作原理缺失相对而言是比较简单的。
在天然气经过特殊处理之后,天然气压缩机会将处理过的天然气送入到缓冲加压罐中。
一般来说,整个控制系统的启动,会随着天然气在这个缓冲罐中的加压而启动。
天然气压缩机的自动控制技术研究摘要:在天然气输送系统中,既要为气源区供气,又要从城市地下储气库中采气。
因此,必须对天然气进行压缩处理,以保证天然气的高效供给。
但由于天然气压缩机启动和关闭频率较高,因此必须对其进行自动控制,以保证设备的稳定和节能。
文章主要对天然气压缩机的自动控制技术进行了研究。
关键词:天然气;压缩机;自动控制技术1天然气压缩机自动化控制的原理压缩机自动控制系统采用PLC模块化编程方式,使其运行过程较为简单。
天然气压缩机先把经过加工的天然气推进到一个缓冲压气箱中,使之增压。
在对天然气进行加压后,由整个控制系统对压缩机的起动进行控制。
在此基础上,利用天然气压缩机将压缩后的天然气送入储气库,以利于储运。
同时,该自动控制系统也使得压缩机在加满一个高压储气箱后,能够迅速地转换到另一个储气箱中继续加压,从而保证了天然气的正常生产。
在充气过程中,若充入储气罐的天然气压力过低,则会使压缩器失效,若储气罐内天然气压力达到某一值,则可使压缩器正常运转。
2天然气压缩机自动化控制系统的设计依据天然气压缩机自动控制系统主要包括缓冲罐、电接点压力表、压力容器、可编程逻辑控制器、控制电路、压缩机和电动阀门,利用PLC的控制电路,对电触点上的压力进行控制,实现了对电触点上阀门的开、关、停的控制。
在缓冲器出口装有电接触式压力计,可测量出缓冲器中压力的大小。
接着,将一个电动阀门安装到压缩机的进口。
在可编程控制器内,将电接触式压力计和电阀门与控制线路相连。
用电接触式压力表测量气缸中天然气的压力。
当气压达到通常使用的设定气压值后,控制电路中的电控阀门开启,使压缩机启动。
为了探测气缸中的压力,应该在每一个气缸的进口处都安装一台电触式压力表。
当电触点压力表探测到气缸内的天然气压力小于另一预定压力表时,压缩机就会自动停机,同时电动阀门也会随之关闭。
在压缩机与高压气缸之间安装一只阀门,使压缩机在停机时没有回流。
采用可编程控制器,在电接点压力表两个单向阀间装有一台电动阀门,并通过PLC进行控制。
安萨尔多AE94.3A型燃气轮机值班天然气控制浅析摘要结合大唐肇庆热电公司安萨尔多AE94.3A燃气轮机运行情况,对燃机值班天然气控制策略进行梳理和分析,并提出优化建议,以适应国内电力系统的要求和发展形势。
关键词燃气轮机安萨尔多控制逻辑值班天然气1前言2015年,上海电气和欧洲燃气轮机巨头——意大利安萨尔多公司签署一系列协议文本,上海电气计划出资4亿欧元参股后者40%股权,这意味着上海电气公司成为我国第二家掌握重型燃气轮机制造核心技术的公司,近年来,上海电气携手安萨尔多公司在国内上马了多个AE94.3A型燃机轮机(9F级)联合循环项目,不过机组正式投产运行的时间都还较短,其中最早运行的中电四会项目也仅仅2年,第一批次的大唐肇庆和周口项目也仅仅运行了1年。
这三个项目是安萨尔多9F级机组在国内的首批次项目,尚处于上海电气与安萨尔多公司的磨合期。
由于安萨尔多公司的设计理念和国内用户的需求有很大差异,使得在运行初期,三个项目都发生过多起设备异常和非停事故,这其中机组主保护及主要辅机保护逻辑部分的差异最大:厂家的控制逻辑苛刻,要求以保护设备为主;业主面对多次非停和电网考核,要求优化主保护条件。
因此,平衡双方需求,适当的优化部分控制策略,以适应国内电力系统安全生产要求的工作显得尤为重要了。
2值班燃气与预混燃气3值班燃气控制安萨尔多燃机的值班燃气控制分为三部门组成,分别为最小流量控制、扩散燃烧控制及值班燃气控制,三种控制分别作用于燃机启动的不同的时间段,且在模式切换过程中也有相辅相成的补充和调整,从而达到保证燃机燃烧稳定的目的。
3.1最小流量控制最小流量控制作用于燃机启动点火启动瞬间的值班燃气流量控制,以肇庆公司1号机组为例,燃机点火瞬间的值班流量为固定值60g/s,值班阀根据该流量提前开启相应的开度。
当燃机顺控到达点火步序时,ESV阀开启,天然气开始逐步进入燃机内部进行点火,由于此时燃机的转速在SFC的带动下仍然处于转速快速上升的过程,使得燃机的进气量也在逐步上升,因此值班燃气的流量也必须跟随进气量进行逐步上升,来确保燃烧室内空燃比达到点火需求,因此在控制策略朱红,ESV阀开启5S后,值班燃气量也开始逐步得等速率增加,约6-8秒钟升至380g/s,后保持稳定。
标准CNG加气站站控系统技术方案随着人们对环保和节能的重视,CNG(压缩天然气)作为一种清洁的燃料被广泛应用于汽车、公交车等交通工具。
CNG加气站作为CNG燃料的供应站点,其控制系统的可靠性和安全性至关重要。
本文将介绍一种标准CNG加气站站控系统技术方案。
一、概述CNG加气站站控系统是一种实时控制和监测系统,能够自动完成CNG加气站的自动化管理。
具体而言,站控系统能够实现以下功能:1. CNG压缩机组自动控制和保护2. CNG储气罐液位监测和控制3. CNG气量计量4. CNG加气枪控制和安全保护5. 自动化数据采集和远程监测6. 报警和故障自动诊断和处理二、系统组成标准CNG加气站站控系统由以下几部分组成:1. 主控制器:主控制器是站控系统的核心,负责整个系统的控制和管理,其性能和稳定性直接影响站控系统的可靠性;2. CNG压缩机组控制器:CNG压缩机组控制器能够对CNG压缩机组进行自动控制和保护,并能够配合CNG压缩机组的运行状态进行相应的调节和控制;3. CNG储气罐液位监测和控制系统:CNG储气罐液位监测和控制系统能够对CNG储气罐的液位进行实时监测,并能够自动调节储气罐液位,确保储气罐的最佳工作状态;4. CNG气量计量系统:CNG气量计量系统负责对CNG气体的输送和计量,并能够根据用户需求进行计费和流量管理;5. CNG加气枪控制和安全保护系统:CNG加气枪控制和安全保护系统负责对CNG加气枪的控制和安全保护,包括加气枪的开关控制、压力检测、漏气检测等;6. 数据采集和远程监测系统:数据采集和远程监测系统负责对站控系统的运行数据进行采集和储存,并能够通过远程通信手段对站控系统进行实时监测和控制;7. 报警和故障处理系统:报警和故障处理系统负责对站控系统的报警和故障信息进行自动检测和处理,并能够发出相应的警报和故障代码。
三、系统特点标准CNG加气站站控系统具有以下几方面的特点:1. 系统可靠性高,稳定性强。
浅析压缩空气系统的节能摘要:压缩空气是工业领域广泛应用的第四大能源,在多数生产厂家中压缩空气的能源消耗占全部能源消耗的10%~35%。
根据对全球范围内各个行业的空气系统进行评估发现:绝大多数的压缩空气系统,无论新旧,运行的效率都不理想。
压缩空气泄漏、人为用气、不正确的使用和不合理的系统控制等均会导致效率的下降。
压缩机在运行时,真正用于增加空气势能所消耗的电能,在总耗电量中只占很小的一部分15%,大约85%的电能转化为热量,通过风冷或者水冷的方式排放到空气中。
这些“多余”热量被排放到空气中,使得这些热量被浪费,对于这些被浪费的热量,其中有75%是可以被利用的,折合压缩机的轴功率的60%。
科学合理地设计压缩空气系统,降低压缩空气系统运行成本,并回收利用空压机运行时的余热在能源紧缺、大力体提倡低碳环保的当今社会具有非常重要的意义。
关键词:压缩空气系统;能源;余热Abstract: Compressed air is the fourth largest used energy in industry, accounting for 10% to 35% of the total energy consumption in the majority of manufacturers. An evaluation of air system in various industries on a global scale shows that: the vast majority of compressed air system, new or old, has no ideal running efficiency due to the compressed air leakage, air consumption by man, improper use and improper control on the system.When compressor runs, the electrical energy consumed by air potential energy only occupies 15% such small part of the total power consumption, while 85% is converted into heat emitted into air with the pattern of air cooling or water cooling. Thus these “extra” heat is discharged into the air, which is a waste. While 75% of the heat, equivalent to 60% of shaft power of compressor, can be utilized. So, in today’s energy shortage and low-carbon living and environmental protection promoted society, it is of great significance to scientifically and rationally design the compressed air system, strive to reduce the running costs of compressed air system, and recycle the waste heat from the compressor running.Key words: compressed air systems; energy; waste heat引言:近些年我国GDP 增长较快,但能源消耗量亦增长惊人,我国不仅能源消耗总量大,而且单位GDP 的能源消耗量数倍于发达国家,能源消耗量的增长影响着我国经济平稳快速发展的持续性。
天然气压缩机组控制系统浅析论文提要:随着国际、国内油气工业的快速发展,特别是天然气工业的飞速发展,用于天然气增压的往复式天然气压缩机组被越来越多的使用,本文通过对L7044GSI/JGD4型往复式天然气压缩机组的控制系统进行分析,简单介绍了控制系统的结构组成与控制功能的实现。
前言随着国际、国内油气工业的快速发展,特别是天然气工业的飞速发展,一种用于天然气增压的往复式天然气压缩机组(简称机组)被越来越多的用在长输管道增压输送,地下储气库高压注气,油田气举采油,油田天然气回注,煤层气处理,天然气发电,油气处理厂等场合,虽然不同应用场合下的机组的控制系统略有不同,本文通过对哈萨克斯坦KAM油田使用的美国HANOVER公司成撬的L7044GSI/JGD4型往复式天然气压缩机组控制系统WAHLE CONTROL SYSTEMS进行分析,简单介绍了控制系统的结构组成与控制功能的实现。
1.机组控制系统概述机组控制系统(Unit Control System,简称UCS)或称机组就地控制系统(Unit Local Control System,简称LCS)通常以就地控制柜的形式安装在机组主撬上或机组主撬附近,由机组供应商成套提供。
机组控制系统主要由过程控制单元、操作员工作站、数据通信接口等构成,通常,过程控制单元采用可编程序逻辑控制器(PLC),做为人机界面的操作员工作站采用带触摸屏的计算机。
因此,机组控制系统实际上是一套以PLC为控制核心,用于机组逻辑顺序控制,PID 控制,实时数据处理,报警停机保护,联网通讯的自动控制系统,可完成单台机组及其辅助系统(空冷器系统、仪表气系统等)的控制。
机组控制系统自成体系,独立于站控系统(SCS)以外。
UCS自动、连续地监视和控制压缩机组及其辅助系统的运行,保证人身和设备安全。
具体来说,该系统至少满足以下性能:根据命令或条件,按预定程序自动完成机组的启动、加载、卸载和停机/紧急停机等操作;在所有工况下执行对机组的保护;在系统故障或误操作的情况下避免不安全的因素发生;在触摸屏上显示各种工艺变量及其它有关参数;提供声光报警;与SCS交换信息;接受SCS的操作命令。
UCS可实现多种操作方式选择,各种操作控制方式之间的切换无扰动且不会导致不安全的因素发生。
因此,UCS可实现以下操作方式:就地(LOCAL)人工或自动控制、远程(REMOTE)自动控制(SCS或调度控制中心操作模式)、停机(OFF)。
操作方式由安装在UCP上的LOC AL/REMOTE/OFF选择开关确定。
就地控制方式优先于远程控制方式。
处于停机模式时,不能启动机组,但各种变量/参数仍处于UCS的监视之下。
在就地控制时,UCS不接受SCS或调度控制中心的命令,但各种变量/参数仍处于SCS或调度控制中心的监视之下。
ESD(紧急停机)控制命令优先于任何操作方式。
无论ESD命令从何处下达及UCS处于何种操作方式,ESD控制命令均能被立即按预定的顺序执行。
所有ESD系统的动作将发出闭锁信号,使机组在未接到人工复位的命令前不能再次启动。
ESD系统和各种保护系统均设计为故障安全型。
UCS全自动的完成对机组及其辅助系统和相关联部分的监控,如(但不局限于此):启动/停机顺序控制(包括各个阀门的顺序控制);负荷控制;动力源控制(如电源等);速度控制及保护停机;机组机械状态监测及保护停机;紧急停机(ESD);辅助系统控制及保护;超温、过压控制及保护停机。
2.机组控制系统的结构组成UCS的硬件组成主要包括可编程控制器(PLC)、就地控制柜(L CP)、就地检测仪表、控制阀门、控制开关、ESD系统以及辅助系统等。
2.1就地控制柜就地控制柜通常包括触摸屏、开关、按钮、指示灯、24VDC电源等。
就地控制柜选用钢质双门或单门标准尺寸柜,门上带安全锁。
控制柜配备散热通风、照明等设施。
控制柜的设计充分考虑了机柜内部和外部电线/电缆的布线空间。
柜内机架与端子排的布置考虑了扩展余地且方便维护、检修,柜内布线全部通过汇线槽,柜下端安装接地母线。
控制柜满足所处环境的防爆等级要求。
2.1.1危险区域划分与正压通风通常情况下,控制柜危险区域划分属于:1类,2区,D组。
控制柜内的部件和控制柜本身的结构也必须符合1类,2区,D组的危险区域的要求。
控制柜为微正压式,用仪表风吹扫,用于减轻现场环境对柜内部件的损害,用户负责向控制柜提供一个仪表风供气点。
2.1.2控制系统电源需求用户负责向控制柜提供符合要求的电源:220VAC,1Ph,50Hz。
供应商提供24VDC备用蓄电池。
蓄电池安装在控制柜内。
就地控制柜负责向发动机控制系统提供21.6-30VDC(最大尖峰电压2V,最小电流12Amps),用于发动机控制和点火。
同时,向控制面板和末端设备提供16 Amps电流,向成套撬装电磁阀提供24 VDC。
2.1.3盘装开关、按钮和指示灯控制柜前面板上安装的开关、按钮和指示灯主要有:控制盘电源开关、启动按钮、停机按钮、指示灯测试/复位按钮、空冷器风扇电机HOA开关、控制盘电源指示灯、机组运行指示灯、准备加载指示灯、测试模式指示灯、预润滑指示灯、空冷器风扇运行指示灯等。
2.2现场仪表2.2.1成撬安装压力表成撬安装压力表符合以下要求:用于工艺气的表盘尺寸为4.5″,用于辅助设备的表盘尺寸为2.5″,实体表面,开关表,不锈钢弹簧管、承孔和移动件,双单位显示,钢制脉动缓冲器,1/2″NPT接口。
2.1.2成撬安装温度表成撬安装温度表符合以下要求:双金属,不锈钢构件,压封,表面调整,钢化玻璃,硅树脂涂层发条,双单位显示,全量程精度1%,3″表盘,1/2″NPT接口。
2.3 PLC2.3.1 PLC组成PLC安装于就地控制柜内,WAHLE CONTROL SYSTEMS使用AB公司的SLC500 PLC作为控制核心,主要由CPU模块、I/O模块、通讯模块、电源模块、安装附件等构成,采用模块式结构,图1为模块式P LC结构示意图。
为保证系统的可靠性,PLC的处理器按热备设计。
P LC所选用的模块为带电可插拔型模块,且每块模块带有自诊断功能。
PLC系统能够满足所需的热备冗余配置要求。
对硬件的地址分配设置、I/O的量化等采用组态的方式完成。
图1 模块式PLC结构示意图WAHLE CONTROL SYSTEMS采用的SLC500 PLC主要由1个CPU模块、1个10槽机架、1个7槽机架、2个电源模块、3个16-PT输入模块、2个16-PT输出模块、1个8-PT 模拟输入模块、1个4-PT模拟输出模块、1个4-PT模拟输入模块、2个8-PT RTD输入模块、3个8-PT TC输入模块、1个通讯模块、1条通讯电缆等组成。
作为控制系统的核心,SLC500通过专用通讯电缆与MMI(人机界面——触摸屏控制面板)通讯,实现机组的实时监控、参数调整、数据处理等,技术人员还可以通过工程师工作站与SLC500进行通讯,进行相应权限内的操作。
2.3.2 SLC5/04 CPU模块SLC5/04 CPU模块前面板由一个三位选择开关、三个通讯接口和六个指示灯组成,侧面有存储器模块、电池、跳线设定和铭牌等。
图2为SLC5/04 CPU模块结构示意图。
图2 SLC5/04 CPU模块结构示意图2.3.3 I/O模块⑴模拟输入模块1746-NI8模/数转换器为16位,共模抑制比100dB,输入相互隔离。
模拟量输入模块上有报警限位设定。
供给现场两线制变送器24VDC电源由PLC系统提供。
输入信号4~20mA或1~5VDC可任选,有源输入或无源输入可任选。
⑵模拟输出模块1746-NO4I数/模转换器为14位,输出0~20mA或4~20mA信号,具有输出隔离,具有短路保护和断路报警等功能。
带负载能力不小于500Ω。
⑶热电阻输入模块1746-NR8接收现场采用的三线制或四线制热电阻信号。
热电阻主要技术特性为:Pt100,α=0.00385Ω/Ω/℃,100Ω@0℃。
⑷数字量输入模块1746-IB16数字量输入模块采用光电隔离,工作电压范围10-30 VDC,额定输入电流8mA(24VDC),输入与地隔离。
现场触点为无源型。
所需2 4VDC电源由PLC系统提供。
⑸数字量输出模块1746-OW161746-OW16模块电压范围5-146VDC&5-265VDC,接点容量:电感电路:0.22amps@125VDC,2.3.4通信模块3150MCMSLC500采用MODBUS通信模块,能完成不同通信协议间的转换,带有2个Modbus通信接口,通信速度可在300~38400bit/s之间任选,1个TCP/IP接口。
2.3.5电源模块1746-P3PLC系统向现场二线制仪表回路、无源触点以及继电器提供符合要求的24VDC电源(冗余)。
24VDC电源的配电由供货商负责。
为模拟量输入、模拟量输出、数字量输入、数字量输出等不同类型的I/O模块提供独立的24VDC供电回路,每个供电回路应设置双刀断路器。
2.3.6安装附件用于安装可编程序逻辑控制器,包括输入/输出模块等设备的全部安装附件、机架、内部连接电缆(线)、与现场信号连接的端子排等,安装附件按20%的余量设计。
2.4操作员工作站供货商为机组配备1套操作员工作站。
操作员工作站即控制柜的控制面板。
操作员工作站是操作人员与控制系统的人机界面,操作员通过它可详细了解运行情况,并可下达操作控制命令,从而完成对机组的监控和管理。
操作员工作站将直接与PLC交换数据,它具有数据采集及处理、实时及历史数据的管理、动态工艺流程及其他图形的显示、报警/事件管理、报表生成及打印等功能。
在远控模式时,关闭操作员工作站不对UCS的信号传输、运行有任何影响。
2.5发动机控制系统—ESM®ESM®是发动机总体管理系统,行使点火控制、速度控制、爆燃检测、起停控制、故障诊断、故障记录和报警停机等功能。
ESM®控制发动机启停的逻辑框图如下图3-图5图3 启动逻辑框图图4 停机逻辑框图图5 紧急停机逻辑框图1.5触摸屏WAHLE CONTROL SYSTEMS采用的触摸屏为AB公司的PanelView10 00+触摸屏,带有RS232串口通讯口、USB接口、TCP/IP接口、DH48 5、DH+等接口。
4.控制系统软件为完成机组控制任务,机组控制系统配备了如下软件4.1 PLC程序编程软件SLC500采用RSLogix500编程软件。
4.2 PLC用户通讯软件SLC500采用RSLinx通讯软件。
4.3 MMI组态软件PanelView1000+采用PanelBuilder32组态软件。
该软件具有强大的图形编辑、显示功能,具有支持三维图的编辑、显示能力。