钢管的分类及常用术语
- 格式:docx
- 大小:27.35 KB
- 文档页数:6

钢管术语-硬度指标
钢管的硬度一般常用布氏、洛氏、维氏三种硬度指标来衡量。
钢管的布氏硬度HB
在钢管标准中,布氏硬度用途最广,往往以压痕直径来表示该材料的硬度,既直观,又方便。
但是对于较硬的或较薄的钢材的钢管不适用。
钢管的洛氏硬度HRC
钢管的洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。
不同的是,它是测量压痕的深度。
钢管的洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。
洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。
但是,由于其压痕小,故硬度值不如布氏法准确。
钢管的维氏硬度
钢管的维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。
它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。

无缝钢管尺寸规格表讲解TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-无缝钢管尺寸规格表单位:Kg/m壁厚外径3 4 5 632384245505457606870737689108133159219273325355377426450480530630单位:Kg/m壁厚外径 7 8910 1232384245505457606870737689108133159219273325355377426450480530630注:计算常用型材理论重量计算公式:m=F×L×ρm—质量 Kg ;F—断面积m2/m ;L—长度m ;ρ—密度 *Kg/m3☆其中:F断面积计算方法: 1、方钢 F= a2 2、钢管F=×$(D-$) D—直径$—厚度 3、钢板、扁钢F= a×$ a—宽度密度:钢材:*103 kg/m3 铝:~*103铜:~*103铸铁:~7*103尼龙:~*1031、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。

管材和管件通用术语2008-01-20 10:17管材和管件通用术语公称直径(DN)热塑性塑料管道系统管材的标定直径,表示管道内径、外径的大小或其近似值。
环向弯曲刚度 / 环刚度管道抵抗环向变形能力的量度。
可采用测试方法或计算方法定值,单位为N/m2或KN/m2。
弹性直径变形率管材在外压荷载作用下,管径竖向弹性变形的值与加荷前管壁截面中心轴直径的比值。
用百分数表示,由压扁试验确定。
不圆度在管材同一横断面处测量的最大外径和最小外径的差值。
标准尺寸比(SDR)管材的公称外径与公称壁厚的比值。
SDR=DN / en。
最大工作压力(MOP)管道系统中允许连续使用的流体的最大有效压力,单位是MPa。
公称壁厚en管材壁厚的规定值,单位为mm。
总使用(设计)系数C一个数值大于1的总系数,它考虑了未在预测下限中体现的使用条件和管道系统中配件等组成部分的性质。
预测静液压强度置信下限(σLPL)置信度为97.5%时,对应于温度T和时间t的静液压强度预测值的下限,σLPL=σ(T,T,0.975),单位为MPa。
最小要求强度(MRS)将20℃、50年置信下限σLPL的值按R10或R20系列向下圆整到最接近的一个优先数得到的应力值,单位为MPa。
当σLPL小于10MPa, 按R10系列圆整,当σLPL大于等于10MPa时按R20系列圆整。
设计应力σs在规定应用条件下的允许应力,MRS除以系数C,圆整到优先数R20系列中下一个较小值,即σs=[MRS] / C。
允许偏差 / 极限偏差允许极限数值与规定数值之间的偏差。
最大允许值与规定值之差称为上偏差,最小允许值与规定值偏差称为下偏差。
公差规定量值允许的偏差,用最大允许值和最小允许值之差表示。
等于上、下偏差之间的差值。
任一点外径通过管材任一点横断面测量的外径,单位为mm。
平均直径对应于管壁截面中心圆的直径。
平均直径等于平均外径与平均壁厚之差,或平均内径与平均壁厚之和,单位为mm。

钢管管道材质的分类和代号
钢管管道的材质可以根据不同的标准和用途进行分类和代号。
一般来说,钢管管道的材质可以根据其化学成分、机械性能和用途来进行分类。
根据化学成分,钢管管道的材质可以分为碳素钢、合金钢、不锈钢等。
碳素钢是指含碳量在0.12%~2.0%之间的钢铁,其代号一般为A3、20#、Q235等;合金钢是指除铁、碳以外含有其他元素的钢铁,如铬、镍、钼等,其代号一般为15CrMo、12Cr1MoV等;不锈钢则是指具有耐腐蚀性能的钢铁,其代号一般为0Cr18Ni9、
1Cr18Ni9Ti等。
根据机械性能,钢管管道的材质可以分为普通钢、结构钢、合金钢、耐热钢等。
普通钢代号一般为Q195、Q215、Q235等;结构钢代号一般为16Mn、Q345等;合金钢和耐热钢的代号则根据具体成分和性能而定。
根据用途,钢管管道的材质可以分为石油钢管、天然气钢管、化工钢管等。
这些钢管的代号一般是根据国家标准或行业标准来规定的,具体代号需要参考相关标准来确定。
总的来说,钢管管道的材质分类和代号是根据不同的标准和需求来确定的,具体的分类和代号需要参考相关的标准和规定来进行确定。
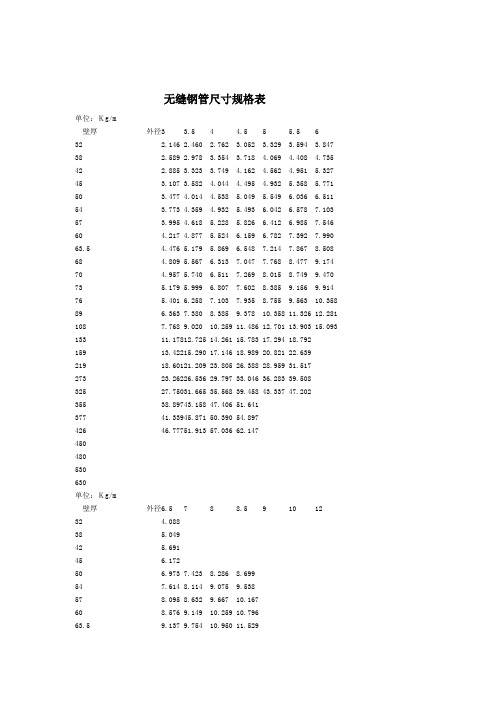
无缝钢管尺寸规格表单位:Kg/m壁厚外径3 3.5 4 4.5 5 5.5 632 2.146 2.460 2.762 3.052 3.329 3.594 3.847 38 2.589 2.978 3.354 3.718 4.069 4.408 4.735 42 2.885 3.323 3.749 4.162 4.562 4.951 5.327 45 3.107 3.582 4.044 4.495 4.932 5.358 5.771 50 3.477 4.014 4.538 5.049 5.549 6.036 6.511 54 3.773 4.359 4.932 5.493 6.042 6.578 7.103 57 3.995 4.618 5.228 5.826 6.412 6.985 7.546 60 4.217 4.877 5.524 6.159 6.782 7.392 7.990 63.5 4.476 5.179 5.869 6.548 7.214 7.867 8.508 68 4.809 5.567 6.313 7.047 7.768 8.477 9.174 70 4.957 5.740 6.511 7.269 8.015 8.749 9.470 73 5.179 5.999 6.807 7.602 8.385 9.156 9.914 76 5.401 6.258 7.103 7.935 8.755 9.563 10.358 89 6.363 7.380 8.385 9.378 10.358 11.326 12.281 108 7.768 9.020 10.259 11.486 12.701 13.903 15.093 133 11.178 12.725 14.261 15.783 17.294 18.792159 13.422 15.290 17.146 18.989 20.821 22.639219 18.601 21.209 23.805 26.388 28.959 31.517273 23.262 26.536 29.797 33.046 36.283 39.508325 27.750 31.665 35.568 39.458 43.337 47.202355 38.897 43.158 47.406 51.641377 41.339 45.871 50.390 54.897426 46.777 51.913 57.036 62.147450480530630单位:Kg/m壁厚外径6.5 7 8 8.5 9 10 1232 4.08838 5.04942 5.69145 6.17250 6.973 7.423 8.286 8.69954 7.614 8.114 9.075 9.53857 8.095 8.632 9.667 10.16760 8.576 9.149 10.259 10.79663.5 9.137 9.754 10.950 11.52968 9.858 10.530 11.838 12.47370 10.179 10.876 12.232 12.892 13.539 14.797 17.16473 10.660 11.394 12.824 13.521 14.205 15.537 18.05276 11.141 11.912 13.416 14.150 14.871 16.277 18.94089 13.225 14.156 15.981 16.875 17.756 19.483 22.787108 16.270 17.436 19.729 20.858 21.973 24.168 28.410133 20.278 21.751 24.662 26.098 27.522 30.334 35.809159 24.446 26.240 29.791 31.548 33.293 36.746 43.503219 34.064 36.598 41.629 44.126 46.610 51.543 61.259273 42.720 45.920 52.283 55.445 58.596 64.860 77.240325 51.056 54.897 62.542 66.346 70.137 77.684 92.629355 55.865 60.076 68.460 72.634 76.796 85.082 101.507377 59.391 63.873 72.801 77.246 81.679 90.508 108.018426 67.246 72.332 82.468 87.518 92.555 102.592 122.519450 71.093 76.475 87.203 92.549 97.882 108.511 129.621480 75.902 81.654 93.122 98.837 104.540 115.909 138.499530 83.917 90.286 102.987 109.319 115.638 128.240 153.296630 99.947 107.549 122.716 130.281 137.833 152.902 182.890注:计算常用型材理论重量计算公式:m=F×L×ρm—质量Kg ;F—断面积m2/m ;L—长度m ;ρ—密度*Kg/m3☆其中:F断面积计算方法:1、方钢F= a22、钢管F=3.1416×$(D-$)D—直径$—厚度3、钢板、扁钢F= a×$a—宽度密度:钢材:7.85*103 kg/m3铝:2.5~2.95*103铜:8.45~8.9*103铸铁:6.6~7*103尼龙:1.04~1.15*1031、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
螺旋钢管常识螺旋钢管是一种以带钢卷板或热轧带钢板卷为原料,经过常温挤压成型,采用自动双丝双面埋弧焊技术焊接而成的螺旋缝钢管。
以下是关于螺旋钢管的一些常识:1.用途:螺旋钢管主要用于石油、天然气工业中传送可燃流体和非可燃流体及钢架结构,也可用于废水处理、污水净化、自来水厂、电厂化工厂、核电厂等领域。
根据不同的使用环境和要求,螺旋钢管可以制成不同的材质和规格。
2.分类:螺旋钢管按照不同的标准可以分为多种类型,如按用途可分为输送流体用、结构用、低压流体输送用、机械结构用等;按材质可分为Q235A、Q235B、Q345A、Q345B等;按制造工艺可分为热轧(挤压)无缝钢管、冷拔无缝钢管、焊接钢管等。
3.特点:螺旋钢管具有韧性好、强度高、耐磨损、耐腐蚀等特点。
与传统的直缝钢管相比,螺旋钢管在焊缝方向上具有较好的抗弯性能,因此在一些需要承受较大压力或弯矩的场合下使用更为安全可靠。
4.生产过程:螺旋钢管的生产过程主要包括开卷、矫平、成型、焊接、切割、检测等步骤。
其中,成型是关键步骤之一,通过调整成型机的参数和控制轧辊的压下量,可以得到不同直径和壁厚的螺旋钢管。
焊接则是保证钢管质量的重要环节,通常采用双面埋弧焊技术,确保焊缝的质量和密封性。
5.质量检测:螺旋钢管的质量检测主要包括外观检查、无损检测、尺寸测量、化学成分分析等方面。
其中,无损检测是确保钢管质量的重要手段,包括X射线检测、超声波检测等方法,可以检测钢管内部是否存在缺陷和问题。
总之,螺旋钢管是一种广泛应用于石油、天然气、自来水、污水处理等领域的钢管产品,其具有良好的韧性、强度和耐腐蚀性,可以保证输送流体的安全和可靠性。
在生产和使用过程中,需要注意质量控制和安全操作,以确保钢管的质量和安全性。
衬塑钢管与涂塑钢管的区别产品篇一、定义、分类和术语1、衬塑钢管1.1定义:衬塑钢管是以钢管为基管,内外表面经过处理,外镀锌加烤漆或喷漆,内衬聚乙烯塑料或其他内衬防腐层的钢塑复合产品。
1.2分类:衬塑钢管分冷水衬塑钢管、热水衬塑钢管、滚塑衬塑钢管。
1.3内衬塑料:聚乙烯(PE)、耐热聚乙烯(PE-RT)、交联聚乙烯(PE-X)、聚丙烯(PP-R)硬聚氯乙烯(PVC-U)、氯化聚氯乙烯(PVC-C)。
2、涂塑钢管2.1定义:涂塑钢管是以钢管为基管,以塑料粉末为涂层材料,在其内、外表面熔融涂覆上一层塑料层,或其他材料防腐层的钢塑复合产品。
2.2分类:涂塑钢管根据涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。
2.3涂塑材料:聚乙烯粉末和环氧树脂粉末。
二、产品标示1、衬塑钢管1.1冷水用衬塑钢管代号SP-C1.2热水用衬塑钢管代号SP-CR1.3冷水用外覆塑衬塑钢管代号PSP-C1.4热水用外覆塑衬塑钢管代号PSP-CR2、涂塑钢管2.1聚乙烯涂层钢管代号SP-T-PE2.2环氧树脂涂层钢管代号SP-T-EP三、产品工艺1、衬塑钢管1.1衬塑工艺:钢管前处理后,在塑料管的外壁上均匀地涂抹上胶粘剂,然后放在钢管内使其膨胀而形成的钢塑复合产品。
1.2滚塑工艺:钢管前处理后进行加热,在钢管旋转的同时,把聚乙烯粉末均匀地滚撒在内壁上,然后进行固化处理而形成的钢塑复合产品。
2、涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。
四、执行标准1、衬塑钢管1.1给水衬塑钢管应符合CJ/T136标准的要求。
1.2外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。
1.3内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。
1.4内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。
1.5内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。
dn25钢管外径与内径DN25 钢管外径与内径是一个广泛使用的术语,它是指标准管道系统中的一种大小规格。
在一些不同类型的商业和工业应用中,管道和管件通常使用该规格的钢管。
在这篇文章中,我们将详细阐述 DN25 钢管的外径与内径,以及其他一些与之相关的信息。
一、DN25 钢管概述DN是“直径”(Diameter)的缩写,是管道系统中使用的一个常用标准。
DN25 钢管的直径大小为 25 毫米,因此也称为 DN25 管道。
这个规格的管道通常使用在小型供水管道、化学处理管道、医疗设备管道等领域。
它适用于许多不同的用途,所以得到了广泛的应用。
二、DN25 钢管外径和内径DN25 钢管的外径为 33.7 毫米,壁厚为 2.0 毫米。
因此,在管道系统中使用 DN25 钢管时,需要确保管件和接头的大小与这个规格匹配,才能确保系统正常运行。
此外,这个规格管道的内径为 29.7 毫米。
这个是很重要的信息,因为它会影响到流量和压力。
知道管道的内径,可以帮助计算合适的流量和压力范围,从而确保管道系统的正常运行。
三、其他关于 DN25 钢管的信息1. 材料:DN25 钢管可以使用不同种类的钢材制造,如碳素钢、不锈钢等。
选择合适的材料是必要的,因为这会影响到管道系统的质量和长久使用的寿命。
2. 连接方式:DN25 钢管可以采用不同的连接方式,例如焊接、螺纹连接、弧形连接等。
选择合适的连接方式是必要的,因为这会影响到管道系统的密封性和承压能力。
3. 其他规格:DN25 钢管不仅仅只有一个规格,还有许多其他不同的规格。
在进行管道系统设计时,需要考虑到合适的管道规格,以满足需要的流量和压力。
在总结各种有用的信息后,可以得出, DN25 钢管是广泛应用的管道系统中的一种规格,其外径和内径分别为 33.7 毫米和 29.7 毫米,使用不同材料和连接方式,可以应用于不同场合,并满足需要的流量和压力。
了解这些信息可以帮助我们设计和运行高品质的管道系统,从而满足各种商业和工业用途的需求。
钢管公称直径钢管公称直径是指钢管的标准直径,是钢管行业中常用的一个术语。
钢管公称直径的单位通常为毫米(mm),它是指钢管的外径大小,不包括钢管的壁厚。
钢管的公称直径是钢管制造和使用过程中的重要参数,对于钢管的选型、安装和使用具有重要的指导作用。
钢管公称直径在钢管制造过程中起着至关重要的作用。
钢管的公称直径决定了钢管的规格和尺寸,不同直径的钢管具有不同的用途和特点。
例如,小直径的钢管常用于输送流体和气体,而大直径的钢管则常用于输送大量的流体或用作结构支撑。
因此,在钢管制造过程中,根据不同的需求和使用场景,选择合适的公称直径非常重要。
钢管公称直径在钢管的选型和安装中起着重要的作用。
根据不同的工程需求和使用环境,选择合适的钢管公称直径可以确保钢管的质量和安全性能。
例如,在输送高压液体或气体的管道工程中,选择直径较大的钢管可以减小流体的阻力,提高输送效率;而在结构工程中,选择合适的直径可以确保钢管的承载能力和稳定性。
此外,在钢管的安装过程中,合理选择公称直径可以简化安装工艺,提高施工效率。
钢管公称直径还对钢管的使用和维护具有重要意义。
根据不同的公称直径,钢管的使用寿命和维护周期也有所不同。
一般来说,直径较小的钢管更容易受到外部环境的影响,容易出现腐蚀和磨损;而直径较大的钢管则相对更加耐用。
因此,在钢管的使用和维护过程中,需要根据实际情况和公称直径选择合适的防护措施和维护方法,以延长钢管的使用寿命。
钢管公称直径作为钢管行业中的重要参数,对钢管的制造、选型、安装和使用都具有重要的指导作用。
合理选择公称直径可以确保钢管的质量和安全性能,提高钢管的使用寿命和维护效果。
因此,在钢管相关工程中,对于钢管公称直径的选择和使用应引起足够的重视,以确保工程的顺利进行和使用的效果。
钢管的分类及常用术语一、钢管分类1.1按制造方式分类无缝钢管:采用钢坯经穿孔,或穿孔后轧制(拔制、挤压、扩制、顶压、锻造),或锻造后机加工方法制造,不带焊缝的钢管。
热轧(挤、顶、锻、扩)无缝钢管:采用在再结晶温度以上进行最终轧制(挤压、顶压、锻压、扩制)压力加工变形方法制造的无缝钢管。
冷拔(轧、旋压)无缝钢管:采用在工厂环境温度下进行最终拔制(轧制、旋压)压力加工变形方法制造的无缝钢管。
锻造镗孔无缝钢管:管坯经锻造后,采用钻镗孔成型的方法制造无缝钢管。
焊接钢管:钢板或钢带接边被机械压力卷曲成型在一起并经焊接而成,具有焊缝的钢管,简称焊管。
对接管:制造厂将两根或以上单根管用接箍连接或焊接而形成的钢管。
熔化极气体保护焊和埋弧焊复合焊接钢管(简称COW钢管) :采用熔化极气体保护焊和埋弧焊组合工艺制造的带有一条或两条直焊缝或一条螺旋焊缝的钢管,在焊接过程中,熔化极气体保护焊缝未完全被埋弧焊道熔化。
其中,带有直焊缝的钢管简称COWL钢管、带有螺旋焊缝的简称COWH钢管。
埋弧焊钢管:采用埋弧焊工艺制造的带有一条或两条直焊缝,或一条螺旋焊缝的钢管。
其中,带有直焊缝的钢管为直缝埋弧焊钢管,带有螺旋焊缝的钢管为螺旋埋弧焊钢管。
连续炉焊钢管:采用连续炉焊工艺制造的带有一条直焊缝的钢管。
电焊钢管:采用低频或高频电焊工艺制造的带有一条直焊缝的钢管。
高频电焊钢管:频率不小于70kHz焊接电流焊接成的电焊钢管。
低频电焊钢管:频率小于70kHz焊接电流焊接成的电焊钢管。
激光焊钢管:采用激光焊接工艺制造的带有一条直焊缝的钢管。
铸造钢管:采用离心浇铸成型方法制造的钢管。
1.2按截面形状分类圆形钢管:截面内外均为圆形的钢管。
异型钢管:截面内或/和外为非圆形的钢管,如矩形、正方形、三角形、多边形、椭圆形、梯形。
截面内外均为矩形的异型钢管称为矩形钢管,截面内外均为正方形的异型钢管称为方形钢管。
简单断面异型钢管:截面为规则几何形状且等壁厚的异型钢管,如方形、矩形、三角形、椭圆形、菱形、正八边形、梯形。
复杂断面异型钢管:截面为不规则几何形状(如鼓形、单拱矩形、拱形、滴水形、悬月形)、不等壁厚、等壁厚凸缘或变截面的异型钢管。
特型钢管:通过特殊冷加工工艺在管壁上加工出各种形状凹槽或波纹的钢管。
某些用途(如换热管)钢管两端会保留一定长度管段不做加工。
T型槽管:外壁冷加工成密集的螺旋状T型凹槽,内表面光滑或呈波纹的特型管。
波纹管:内外表面均冷加工成波纹的特型管内波外螺纹管:外壁冷加工成螺纹,内壁冷加工成波纹的特型管。
内槽管:内壁冷加工成轴向或螺旋状凹槽的特型管。
内螺纹管:内壁冷加工成螺纹的特型管。
金属软管:用金属薄板、带制成,管壁呈波纹状,并用金属编织物铠装的柔性管。
1.3按材料组成分类双金属复合钢管:管壁由两层具有不同化学成分的金属构成,且两层金属紧密结合的钢管。
钢塑复合管:以钢管为基管,在其内表面或/和外表面粘结上塑料防腐层的管状产品。
衬塑复合钢管:在钢管内壁粘衬薄壁塑料管的钢塑复合管。
涂塑复合钢管:在钢管内或/和外表面熔融一层塑料粉末的钢塑复合管。
外覆塑复合钢管:在钢管或涂塑复合钢管外表面粘覆熔融胶粘剂和熔融塑料层的钢塑复合管。
陶瓷内衬复合钢管:采用自蔓延高温离心合成方法,在钢管内表面形成与钢管紧密结合的陶瓷层,钢管内表面与陶瓷层之间形成过渡层的钢管。
镀层钢管:采用热浸镀或电镀方法,在钢管表面形成与钢管紧密结合的镀层,钢管表面与镀层之间形成合金层的钢管,如镀锌钢管。
二、钢管常用术语2.1通用术语钢管:两端开口并具有中空封闭断面,且长度与断面周长通常具有较大比例的一种钢材。
管体:对于焊接钢管,指不包括焊缝和热影响区的整根钢管;对于其他钢管,指整根钢管。
管端:距钢管两端端头规定长度范围内的部分钢管或管段。
不同标准对管端的长度可能有不同的规定。
2.2尺寸、重量及偏差术语外径:圆形钢管的外圆直径。
公称外径:圆形钢管外圆的标称(名义)直径。
内径:圆形钢管的内圆直径。
公称内径:圆形钢管内圆的标称(名义)直径。
最小内径:规定的钢管内径最小允许值。
壁厚:钢管内外圆之间的径向厚度。
公称壁厚:钢管内外圆之间径向厚度的标称(名义)值。
最小壁厚:规定的钢管壁厚最小允许值。
长度:钢管两端端面轴向对应点之间的直线距离。
带接箍钢管长度应测量到接箍端面上。
通常长度:按制造工艺所截取的便于运输的一批钢管的长度,又称不定尺长度。
范围长度:规定了长度区间,该区间极限值不同于通常长度极限值的一批钢管的长度。
定尺长度:按订货合同规定切成的固定长度。
倍尺长度:按订货合同规定的单个固定长度,切成等于单个固定长度整数倍数的长度。
切口余量:为保证单个固定长度,在倍尺长度交货的整根钢管上为二次切断所留出的切口长度。
理论重量:按钢管公称尺寸与钢的密度计算得出的重量(钢管单位长度横截面积、长度和钢的密度的乘积)实际重量:钢管的称量(过磅)重量。
重量允许偏差:实际重量与理论重量之间的允许差值。
允许偏差:实际值与公称值(名义值)之间的允许差值。
最大允许值与公称值(名义值)之间的差值称为上偏差,最小允许值与公称值(名义值)之间的差值称为下偏差。
公差:公称值(名义值)的允许变动量,其值用上偏差与下偏差之间的差值表示。
精度等级:按允许偏差大小划分的级别,如普通级、较高级和高级。
2.3外形、表面质量术语弯曲度:钢管外表面的轴向不直程度称为弯曲度。
每米弯曲度:用一米平尺在钢管外表面沿轴向测出的钢管表面与平尺之间的最大弦高。
全长弯曲度:通常采用拉直的线(如鱼线)从钢管外表面的一端沿轴向到另一端,所测出的钢管表面与直线之间的最大弦高。
管端弯曲度:钢管管端(如油井管端头的1.5m范围)端面外圆上端与钢管表面轴向直线之间的最大下垂高度。
通常采用长度比测量范围相对较长的平尺测量(如油井管平尺长度超过1.8m),测量时测量范围以外的平尺沿轴向紧贴钢管表面。
不圆度:钢管同一横截面上径向外径的不等程度。
不圆度通常以钢管在同一横截面上最大实测外径与最小实测外径的差值,相对于外径(公称外径或实测外径平均值)的百分比表示。
壁厚不均:钢管横截面或/和纵向管体上的壁厚不等现象。
通常把钢管在同一横截面上最大实测壁厚与最小实测壁厚的差值作为壁厚不均。
圆角:异型钢管边长连接部位的转角。
外表面边长转角为外圆角,内表面边长转角为内圆角。
平端:未加工螺纹的管端,平端的端面可以加工或不加工坡口,平端可以加厚或不加厚。
端面切斜:钢管锯切后的实际端面与垂直钢管轴线的平面之间成一定夹角。
切斜值通常采用实际端面外圆上对称两点之间沿轴向的最大距离表示。
坡口:端面加工成与钢管轴线的垂线成一定夹角。
简单形状的坡口通常为单斜面,夹角的角度通常为30°~35或35°~40°。
坡口角:坡口斜面与钢管轴线的垂线之间的夹角。
钝边:坡口根部的端面直边,钝边通常作为对焊端面的承接边(面),纯边的尺寸通常为1.6mm±0.8mm。
内锥角:清除毛刺时造成的管端实际内表面与原始内表面之间的夹角。
边凹凸度:异型钢管横截面直边凸起或凹陷的高度。
垂直度:异型钢管横截面相邻直边趋近垂直的程度,通常采用相邻直边夹角与90°的差值表示。
扭转:由于制造原因,异型钢管不同横截面绕钢管纵轴发生相对转动的现象。
扭转值:异型钢管出现扭转后,其侧面产生一个端点偏离其另外三个端点所构成的平面,此偏离距离为扭转值。
表面质量:钢管内外表面固有特性满足要求的程度。
焊缝余高:内表面或外表面焊道凸起最高点沿径向超出钢管相邻原始表面的高度。
焊缝毛刺高度:在对接板带边缘处,熔化板带母材受挤压形成的高于钢管原始轮廓的内部和外部凸起,外部凸起高度称为焊缝外毛刺高度,内部凸起高度称为焊缝内毛刺高度。
刮槽深度:刮除焊缝内毛刺时在内管壁上形成的纵向沟槽深度。
噘嘴:由于焊管成型工艺或操作不当造成焊缝及两侧部分实际轮廓相对于钢管正常圆柱轮廓的几何尺寸偏离,一般通过限制偏离极端点与正常轮廓延伸部分之间的间距对其进行定量限制。
2.4交货状态术语轧制状态:钢管交货状态形成于最终塑性变形加工,加工后未再进行任何特殊轧制和/或热处理,如热轧、热扩、热锻、热挤、热顶、冷轧、冷拔。
焊接状态:钢管交货状态形成于最终焊接加工,加工后未再进行任何特殊轧制和/或热处理。
热处理状态:钢管交货状态形成于按热处理规范进行热处理,如正火、退火、回火、淬火加回火、固溶、正火加回火等。
热机械成型:钢管交货状态来源于钢管的一种热成型工艺。
这种热成型工艺指钢管最终变形在一定的温度范围内完成,使材料具有单独采用热处理无法获得或重现的一些性能;变形后进行冷却,有可能会增加冷却速率,进行或不进行包括自回火的回火过程。
热机械轧制:钢管交货状态来源于热机械轧制的钢带或钢板,轧制过程中最终变形在一定温度范围内进行,使材料具有单独采用热处理无法获得或重现的一些性能;变形后进行冷却,有可能会增加冷却速率,进行或不进行包括自回火的回火过程。
铸态:钢管交货状态形成于浇铸成型,成型后未再进行任何塑性变形加工。
2.5缺陷术语缺欠:按规定的检验方法检验出的钢管内部或表面上的不连续或不规则部位,又称瑕疵。
缺陷:由于性质原因不能达到验收要求的缺欠,以及尺寸或/和分布密度超出规定验收极限的缺欠。
线性缺陷(欠):长度与深度、宽度具有较大比例的缺欠,如发裂、折叠、裂缝(纹)、直道、切口和划伤。
非线性缺欠(陷):长度与深度、宽度具有较小比例的缺欠,如点状凹坑,结疤、圆底模压印痕。
焊接缺陷:焊接过程中在焊接接头处产生的不符合设计或工艺文件要求的金属不连续、不致密或连接不良现象。
裂缝:由应力引起的金属分离,又称裂纹。
在没有其他任何影响时,材料不至于发生完全破裂。
裂缝在管内外表面呈直线、螺旋或网状,且两端和底部呈尖角状。
发裂(发纹):金属上的裂缝经轧制或其他加工方式后可以或多或少地闭合起来,但未被压合的缝隙。
发纹在钢管内外表面呈细小直线、螺旋或网状,经砂轮修磨后表面呈不连续或连续发状黑线。
折叠:钢管表面未熔合完好的金属重叠。
分布在外表面的折叠为外折,分布在内表面的折叠为内折。
压力加工孔型、参数不当造成的折叠通常呈规律性,其余原因造成的折叠在钢管表面呈不规则线状、片状分布,边沿呈锯齿状。
轧折:轧制过程中,金属进入轧辊间隙或变形失去隐定性形成金属曲折,经后续轧制、定(减径)后钢管表面呈现凸起或凹陷皱折。
严重的轧折可在钢管上形成横向穿透性缝隙。
偏心:管子内外表面中心轴线不重合,使得横截面壁厚沿圆周方向严重不均匀,并超出了规定的壁厚不均允许范围。
硬斑:通常由于局部淬火引起钢管表面上某一区域的硬度值远高于周围金属的硬度值。
夹杂物:金属在凝固过程中残留在其内部的杂质或非金属颗粒。
分层:金属内部分离形成的片层,通常与钢管表面平行。