机床结构案例
- 格式:pptx
- 大小:4.24 MB
- 文档页数:20

数控机床及零件加工案例目录摘要.............................................................. .. (4)第一章概述.............................................................. .. (5)1.1数控机床的优点.............................................................. . (5)1.2 数控机床的发展趋势.............................................................. . (6)1.2.1 个性化的发展趋势.............................................................. (6)1.2.2 个性化是市场适应性发展趋势 (6)1.2.3 开放性是体系结构的发展趋势 (6)第二章零件前的加工准备.. ........................................................... (7)2.1加工步骤.............................................................. (7)2.2工序划分的主要原则.............................................................. (7)2.3数控机床的选择 . ........................................................... (9)2.4装夹方式和夹具的选择.............................................................. .. (9)2.4.1夹具的选择.............................................................. . (9)2.4.2夹具的类型 ............................................................. . (9)2.4.3.工件装夹方法的选择.............................................................. ..102.5刀具的选择................................................................. . (10)2.5.1选择数控刀具的原则.............................................................. (10)2.6切削用量的选择. ............................................................ .. (11)2.6.1切削深度的选择.............................................................. . (11)2.6.2进给量的选择.............................................................. .. (12)2.6.3切削深度的选择.............................................................. . (12)2.7确定定位基准.............................................................. .. (14)2.7.1定位基准的选择原则.............................................................. (14)2.8加工工艺决策 ............................................................. .. (18)2.8.1加工工序划分的方法 (18)2.8.2加工工序的划分原则………………………………………………19第三章数控零件加工案例.............................................................. (21)3.1零件图形及加工要求.............................................................. .. (21)3.2加工刀具及加工工序…………………………………………….……223.3加工程序及效果图.............................................................. (26)小结......... .................................................... (31)致谢…………………………………………………………….………..…32参考文献 (33)摘要数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要数控加工的重点发展方向是无图化生产、单件高精度并行加工、少人化无人化加工,这就要求数控机床能满足高速、高动态精度、高刚性、热稳定性、高可靠性、网络化以及与之配套的控制系统,最重要的是模具三维型面加工特别注重机床的动态性能国内已有一些公司引进了高速铣床,并开始应用。
行车事故案例:2019年11月28日,四川普格县一家钢铁厂内发生一起行车坠落事故,一名工人在作业时被行车吊具掉落致死。
2019年10月12日,江苏扬州某工艺品厂内发生行车事故,一名工人在作业时被行车吊具砸中头部,当场身亡。
2018年7月17日,山东青岛某码头内发生行车事故,一名工人在作业时被行车吊具夹住身体,后因伤势过重死亡。
数控机床事故案例:2019年8月12日,浙江温州市某汽车零部件厂内发生数控机床事故,一名工人在操作数控机床时,因机床某部件故障导致手臂受伤。
2018年10月19日,江苏南京某机械厂内发生数控机床事故,一名工人在操作数控机床时,被机床刀柄刺入腹部。
2017年3月4日,广州某电子厂内发生数控机床事故,一名工人在操作数控机床时,被机床转轴卡住手臂,致手臂骨折。
半自动车床事故案例:2020年2月22日,江苏苏州某压力容器厂内发生半自动车床事故,一名工人在作业时手臂被切割,导致手臂严重受伤。
2019年5月7日,广东东莞某五金厂内发生半自动车床事故,一名工人在操作半自动车床时被切剂弹片击中面部,导致面部淤血。
2018年8月15日,山东济南一家制冷厂内发生半自动车床事故,一名工人在操作半自动车床时,被车刀切割胸部致死亡。
砂轮机事故案例:2019年10月28日,上海某钢铁厂内发生砂轮机事故,一名工人在使用砂轮机时,砂轮突然爆裂导致眼部重伤。
2018年11月6日,安徽芜湖一家钢结构厂内发生砂轮机事故,一名工人在使用砂轮机时,砂轮突然脱落导致面部受伤。
2017年5月16日,江苏常州某电器厂内发生砂轮机事故,一名工人在使用砂轮机时不慎碰触到砂轮,导致手部严重受伤。
安全生产勿侥幸,违章违规要人命。
人人牢记。
安全生产,齐抓共管。
生产大上,安全不忘。
安全生产勿侥幸,违章蛮干出人命。
珍爱生命莫轻心,安全生产牢记心。
安全生产日日好,员工生活步步高。
生产在忙,安全不忘;人命关天,安全为先;安全生产、人人有责,遵章守纪、保障安全。
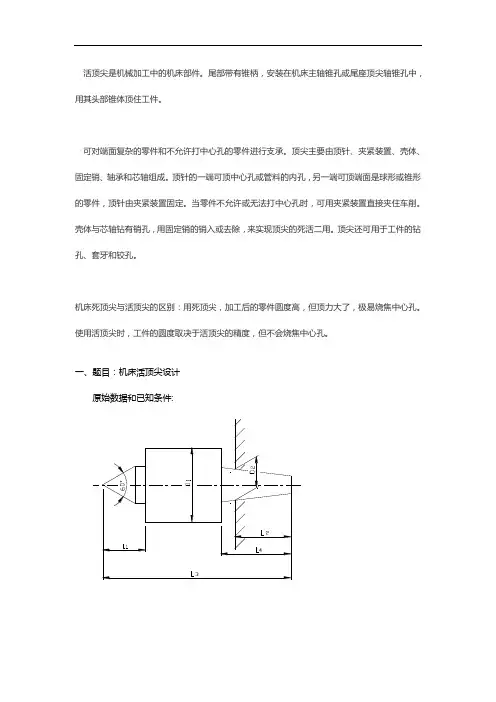
活顶尖是机械加工中的机床部件。
尾部带有锥柄,安装在机床主轴锥孔或尾座顶尖轴锥孔中,用其头部锥体顶住工件。
可对端面复杂的零件和不允许打中心孔的零件进行支承。
顶尖主要由顶针、夹紧装置、壳体、固定销、轴承和芯轴组成。
顶针的一端可顶中心孔或管料的内孔,另一端可顶端面是球形或锥形的零件,顶针由夹紧装置固定。
当零件不允许或无法打中心孔时,可用夹紧装置直接夹住车削。
壳体与芯轴钻有销孔,用固定销的销入或去除,来实现顶尖的死活二用。
顶尖还可用于工件的钻孔、套牙和铰孔。
机床死顶尖与活顶尖的区别:用死顶尖,加工后的零件圆度高,但顶力大了,极易烧焦中心孔。
使用活顶尖时,工件的圆度取决于活顶尖的精度,但不会烧焦中心孔。
一、题目:机床活顶尖设计原始数据和已知条件:顶尖处受力:径向力Fr =1500N轴向力F x =750N转速:n=500r/min设计寿命:3000h二、工作量1、计算说明书一份;(将任务书置于计算说明书首页)2、装配图一张。
三、设计要求1、确定轴承组合结构方案;2、对轴承进行寿命计算和静强度计算。
—目录—1 轴承型号初选··32 轴承的受力计算·32.1 轴承径向力计算··32.2 轴承内部轴向力计算··32.3 轴承轴向力计算··32.4 轴承当量动载荷计算··33 轴承寿命计算·44 轴承静强度计算校核·45 顶尖心轴设计·45.1 心轴材料选择··45.2 心轴尺寸计算··45.2.1 各轴段直径计算··55.2.2 各轴段长度计算··56 端盖设计·56.1 端盖材料选择··56.2 端盖结构设计··57 套杯设计·57.1 套杯材料选择··57.2 套杯结构设计··68 支撑体设计·67.1 套杯材料选择··67.2 套杯结构设计··69 密封件选择·610 设计参考文献·61. 轴承型号初选根据任务书所给要求及原始数据,考虑到活顶尖所受轴向力较大,但计算转速不高,且安装在车窗上,有冲击载荷,故选用圆锥滚子轴承,初步选定型号为30204,并采用“面对面”安装方式。
单柱车床型号C5116a的基本结构与工作原理介绍单柱车床型号C5116A是一种常见的车床,常用于加工中小型工件。
本文将介绍该车床的基本结构和工作原理。
一、基本结构单柱车床型号C5116A主要由床身、主轴箱、进给箱、强力荷兰盘、工具架和操作系统等组成。
1. 床身:床身是车床的主体部分,承载着所有的机械部件。
它通常由铸铁制成,具有足够的刚性和稳定性。
床身分为主床身和床脚两部分。
2. 主轴箱:主轴箱位于车床头部,包含主轴、主轴轴承和主传动机构等。
主轴通过主进给轴向传递动力和承载工件。
主轴箱的设计可使主轴在高速转动时保持稳定,并保证加工精度。
3. 进给箱:进给箱包括进给轴、进给轴箱和进给传动机构等。
进给轴实现工件在纵向方向上的进给运动。
进给箱的结构设计合理可以确保加工精度和工作稳定性。
4. 强力荷兰盘:强力荷兰盘是车床的刀架附件,用于夹紧工件。
它通常由三爪或四爪构成,可根据工件的形状和尺寸进行调整,确保工件在车床加工过程中的稳定性。
5. 工具架:工具架固定在车床的主床身上,用于安装刀具。
工具架可以在车床上沿纵向和横向方向移动,以实现不同的切削操作。
6. 操作系统:单柱车床型号C5116A通常配备数控操作系统,可通过计算机控制实现自动化操作,提高工作效率和精度。
二、工作原理单柱车床型号C5116A的工作原理与常规车床基本相同,主要包括主轴旋转、进给运动和切削操作。
1. 主轴旋转:首先启动车床,激活主电机,使主轴开始旋转。
主电机可通过变频器实现转速的调节,以适应不同的工件和加工要求。
2. 进给运动:通过操作系统或手动控制进给轴箱,使工件在车床的纵向轴上实现进给运动。
进给速度和进给量可根据工件的要求进行调整。
3. 切削操作:在进行切削操作前,选择合适的刀具并安装在工具架上。
启动车床后,将刀具与工件接触,通过切削力将工件表面不必要的材料去除。
4. 加工过程中,刀具可通过工具架在横向和纵向方向进行移动,以实现不同形状和精度的切削操作。
单柱车床型号C5116a的机械结构及零部件介绍单柱车床是一种常见的金属加工设备,广泛应用于机械制造、航天航空等行业。
型号C5116a是单柱车床中的一种,具有较为稳定的机械结构和多种零部件组成。
本文将详细介绍C5116a的机械结构及主要零部件。
一、机械结构介绍1.床身结构:C5116a的床身采用整体铸造,具有良好的刚性和稳定性。
床身上有T型滑道,使工件能够在上下移动时保持稳定。
2.主轴箱结构:主轴箱由床身上的箱体和箱盖组成,内部设有主轴和传动装置。
主轴箱的结构设计使得主轴能够平稳旋转,并通过传动装置将动力传递给切割工具。
3.滑台结构:滑台是单柱车床上的重要部件,用于支撑工件的移动。
滑台具有可调节高度和角度的功能,能够适应不同工件的加工需求。
4.底块结构:底块位于床身的一侧,用于支撑滑台和主轴箱。
底块常常安装在地面上,增加整机的稳定性。
二、主要零部件介绍1.主轴:主轴位于主轴箱内部,是单柱车床上的核心部件。
主轴通过传动装置旋转,带动切割刀具进行加工。
C5116a采用大功率主轴,具有较大的承载能力和转速范围。
2.进给系统:进给系统用于控制工件在加工过程中的移动速度和位置。
C5116a的进给系统包括滑台进给和主轴进给两部分,能够实现精确的工件加工。
3.滑块:滑块位于滑台上,用于固定工件和传递切削力。
滑块具有一定的调节能力,可以根据加工需求进行调整和固定。
4.切削工具:切削工具是单柱车床上的重要零部件,用于将工件上的材料削去,实现加工目标。
C5116a可配备不同类型的切削工具,如车刀、刨刀等。
5.润滑系统:润滑系统用于保证机械零部件的正常工作,降低磨损和摩擦。
C5116a的润滑系统采用油润滑方式,能够有效地保持机械部件的寿命和性能。
6.控制系统:控制系统是单柱车床的大脑,用于控制各个零部件的协同工作。
C5116a的控制系统采用数字化控制技术,能够实现高精度的工件加工和自动化操作。
总结:单柱车床型号C5116a是一款机械结构稳定的金属加工设备。
机床工作原理图机床是制造业中常见的一种设备,用于对工件进行切削、成型、打磨等加工操作。
机床工作原理图是描述机床内部结构和工作原理的图示,通过机床工作原理图可以清晰地了解机床的工作方式和各部件之间的关系。
1. 机床结构机床通常由主要部件和辅助部件组成。
主要部件包括床身、立柱、横梁、主轴、进给系统等,而辅助部件则包括润滑系统、冷却系统、控制系统等。
•床身:承载整个机床的重量,通常由铸铁等材料制成,稳定性好。
•立柱:连接床身和横梁的纵向结构,起支撑和固定作用。
•横梁:连接立柱并支撑主轴等工作部件,横向移动时起到导向作用。
•主轴:通过主轴驱动刀具进行旋转运动,实现工件的切削加工。
•进给系统:控制工件和刀具之间的进给速度和进给方向,实现工件的加工。
2. 工作原理机床的工作原理可以分为以下几个步骤:1.设定加工参数:操作人员根据工件要求设定加工参数,包括切削速度、进给速度、切削深度等。
2.启动机床:操作人员通过控制系统启动机床,调整各部件位置,准备开始加工。
3.主轴启动:主轴开始旋转,带动刀具对工件进行切削,根据加工参数调整主轴转速。
4.进给系统:根据加工要求,进给系统控制工件和刀具之间的进给速度和进给方向,实现工件的加工。
5.加工完成:当工件加工完毕后,机床停止工作,操作人员取出加工好的工件,进行下一步处理。
3. 应用领域机床广泛应用于各种工业领域,如汽车制造、航空航天、模具制造等。
在制造业中,机床是不可或缺的设备之一,能够实现对各种材料的精密加工,提高生产效率和加工质量。
4. 发展趋势随着工业自动化和智能化的发展,现代机床趋向于智能化、自动化。
机床控制系统越来越智能化,具备自学习、自适应和远程监控功能,提高了生产效率和加工精度。
通过机床工作原理图的解析,我们可以更好地了解机床的结构和工作原理,为我们在实际生产加工中提供指导和参考。
机床作为制造业的重要设备,将继续发挥其重要作用,推动制造业的发展和进步。

机床导向轴设计选型案例背景机床导向轴是机床中的重要部件,用于控制工作台、刀架等部件的运动。
其设计选型需要考虑多个因素,如负载要求、精度要求、速度要求等。
本案例将介绍一个实际的机床导向轴设计选型案例,以展示其具体过程和结果。
案例描述公司背景某机械制造公司是一家专注于生产高精度数控机床的企业。
该公司最近接到了一份订单,需要生产一台大型数控车床,用于加工大型零件。
需求分析根据客户提供的需求和技术参数,该数控车床需要具备以下特点: - 加工范围:最大加工直径为1000mm,最大加工长度为2000mm; - 加工精度:要求达到IT6级;- 快速移动速度:X轴和Z轴的快速移动速度分别为20m/min; - 载荷要求:X轴和Z轴上分别有一个刀架,刀架上会安装不同类型的切削工具,因此需要考虑刀架及切削力对导向轴的影响; - 耐用性要求:机床导向轴需要具备较高的耐用性和可靠性,以满足长时间运行的需求。
设计选型1. 载荷分析根据刀架及切削力对导向轴的影响,我们需要分析并计算所需承受的载荷。
通过考虑刀架质量、工具重量以及切削力等因素,我们可以估算出X轴和Z轴上所需承受的最大载荷。
2. 导向轴类型选择根据所需承受的载荷、加工精度和快速移动速度等要求,我们需要选择合适的导向轴类型。
常见的导向轴类型包括滚动导向轴、滑动导向轴以及直线电机等。
在本案例中,考虑到加工精度要求较高且快速移动速度较大,我们选择了滚动导向轴作为设计方案。
3. 导向轴尺寸计算根据所选导向轴类型和所需承受的载荷,我们可以进行导向轴尺寸计算。
通过结构分析和强度计算,确定合适的导向轴直径和长度,并确保其能够满足承载和刚度要求。
4. 导向轴选型在导向轴尺寸计算完成后,我们可以选择合适的导向轴型号。
根据厂家提供的产品目录和性能参数,我们可以比较不同型号的导向轴,并选择最合适的型号。
5. 导向轴系统设计针对所选的导向轴型号,我们需要进行系统设计。
包括选取合适的支撑方式、配套使用的滑块、滚珠螺杆等,并进行系统级联设计,确保整个导向轴系统能够协调工作。
机床夹具设计教学案例模板一、案例背景介绍机床夹具是一种用于固定加工工件的装置,它在机械加工过程中具有非常重要的作用。
而机床夹具的设计涉及到多个方面的知识和技能,包括工艺流程分析、工件夹持原理、夹具结构设计等。
本教学案例旨在通过一个实际的机床夹具设计案例,帮助学生理解和掌握机床夹具设计的基本原理和方法。
二、案例题目:设计一种适用于零件加工的机床夹具1. 需求分析在零件加工过程中,为了确保加工的准确性和效率,需要设计一种适用于该零件的机床夹具。
该零件具有复杂的形状和加工要求,需要考虑到零件的固定、定位、切削力的传递等方面因素。
2. 工艺流程分析通过对零件的形状和加工要求的分析,确定零件的加工工艺流程,包括切削工序、定位工序、固定工序等。
根据不同工序的要求,确定夹具的功能和结构。
3. 夹具工作原理根据零件的形状和加工要求,确定夹具的工作原理。
包括如何固定工件、如何实现定位、如何传递切削力等。
4. 夹具结构设计根据夹具的功能和工作原理,进行夹具的结构设计。
包括夹具的布局、夹具的零件的选型和尺寸设计等。
5. 夹具的制造和调试根据夹具的结构设计,制造夹具并进行调试。
包括夹具的零件的加工和组装过程,以及夹具的功能测试和调整过程。
6. 结果分析和改进评估夹具的设计和制造过程,分析夹具的使用效果,针对存在的问题进行改进和优化。
三、教学目标通过本教学案例的学习和实践,学生将能够:1. 理解机床夹具设计的基本原理和方法;2. 掌握工艺流程分析的基本技巧;3. 理解夹具的工作原理和结构设计的基本要点;4. 掌握夹具的制造和调试方法;5. 能够评估夹具设计和制造过程,提出改进意见。
四、教学步骤1. 初步了解机床夹具设计的基本原理和方法;2. 分析案例背景,确定案例题目和需求分析;3. 进行工艺流程分析,确定夹具的功能和结构;4. 分析夹具的工作原理,进行夹具的结构设计;5. 制造夹具并进行调试;6. 评估夹具的设计和制造过程,提出改进意见;7. 总结和讨论案例,回答学生提出的问题;8. 撰写案例报告。
型号C5116a单柱车床的主要结构及工作原理型号C5116a单柱车床是一种常见的金属加工设备,广泛应用于各种工业领域。
本文将介绍C5116a单柱车床的主要结构及工作原理。
型号C5116a单柱车床的主要结构主要包括床身、工作台、主轴、主驱动装置、进给装置、刀架和液压系统等。
床身是整个车床的主要承载部分,一般由铸铁材料制成,具有良好的刚性和稳定性。
床身通常呈矩形结构,用于支撑和固定其他各种部件。
工作台是用于夹紧和固定工件的部分,通常呈矩形或者圆形结构。
工作台可以根据加工需要进行旋转或升降运动,以便于对工件进行加工操作。
主轴是车床的主要驱动部分,通过主驱动装置的动力传递给刀具,实现加工操作。
主轴采用精密轴承支撑,具有高转速和高刚性的特点,以确保加工精度和稳定性。
主驱动装置通常由电动机、皮带传动系统和变速装置组成。
电动机提供动力,通过皮带传动系统将动力传递给主轴。
变速装置可以调节主轴的转速,以满足不同工件的加工需求。
进给装置是用于控制工件在加工过程中的进给运动的部件。
进给装置通常由进给电机、进给传动装置和控制系统组成。
进给电机提供动力,进给传动装置将动力传递给工作台或刀架,实现工件在纵向或横向的进给运动。
刀架是刀具的支撑部分,通过刀架的运动控制,实现对工件的切削。
刀架通常具有多个刀具孔,可以安装不同类型和规格的刀具,以满足不同加工需求。
液压系统用于控制车床的各种液压元件的工作,如液压卡盘、液压刀架等。
液压系统提供稳定的工作压力和流量,以确保车床的正常工作。
型号C5116a单柱车床的工作原理是利用主轴带动刀具进行切削加工。
在加工过程中,工件固定在工作台上,主轴带动刀具进行旋转运动,同时工作台进行进给运动,使刀具与工件接触,并对工件进行切削。
通过调整主轴转速、进给速度和刀具的位置,可以实现对工件的不同形状和尺寸的加工。
总结起来,型号C5116a单柱车床的主要结构包括床身、工作台、主轴、主驱动装置、进给装置、刀架和液压系统等。
单柱车床型号C5116a的基本构造及工作原理单柱车床是一种常用的金属加工设备,广泛应用于制造业中。
型号C5116a是一种常见的单柱车床型号,具有稳定的性能和较高的加工能力。
本文将对单柱车床型号C5116a的基本构造和工作原理进行详细介绍。
一、基本构造单柱车床型号C5116a由床身、床头、床尾、主轴箱、进给箱、弧形导轨、刀架、主轴、液压系统、电气系统等组成。
1. 床身:床身是单柱车床的主体部分,通常由整体铸铁制成,具有高强度和刚性。
床身的底部支承在地面上,能够确保机床的稳定性。
2. 床头:床头是车床的前部,安装了主轴箱和刀架。
主轴箱内配备有主轴和主电机,通过主轴传动工件的回转运动。
刀架用于装配切削刀具,实现对工件的切削加工。
3. 床尾:床尾是车床的后部,通常安装有进给箱和液压系统。
进给箱内包含主轴和主电机的进给装置,用于实现工件的进给运动。
液压系统主要用于控制车床的各项液压动作。
4. 主轴箱:主轴箱是连接床头和床尾的重要部件,内部安装有主轴和主电机。
主轴通过主电机驱动,通过轴承具有高速旋转能力,用于实现工件的回转运动。
5. 进给箱:进给箱是连接床尾和床身的组成部分,主要用于实现工件的进给运动。
进给箱内配备有进给装置,通过电机驱动实现工件的直线运动。
6. 弧形导轨:弧形导轨是单柱车床的核心部件,用于支撑和引导刀架和工件的运动。
弧形导轨具有高刚性和精度要求,能够保证车床加工的稳定性和精度。
7. 刀架:刀架是安装切削刀具的部件,通过与进给装置和主轴配合,实现对工件的切削加工。
刀架通常具有多个刀架位置,可以根据工件的需求进行刀具的更换和调整。
8. 液压系统:液压系统是单柱车床的重要辅助部件,主要用于控制车床的液压动作。
液压系统包括油泵、液压缸、油管等,能够实现车床的自动化运行。
9. 电气系统:电气系统负责控制车床的运行和各项动作。
电气系统包括主电机、进给电机、操作面板等,通过电气信号实现对车床的控制和调节。