OEE计算及损失分析
- 格式:pptx
- 大小:324.23 KB
- 文档页数:41

流体管内压力损失分析与计算
实际粘性液体在流动时存在阻力,为了克服阻力就要消耗一部分能量,这样就有能量损失。在液压传动中,能量损失主要表现为压力损失,这就是实际液体流动的伯努利方程式中的hw项的含义。液压系统中的压力损失分为两类,一类是油液沿等直径直管流动时所产生的压力损失,称之为沿程压力损失。这类压力损失是由液体流动时的内、外摩擦力所引起的。另一类是油液流经局部障碍(如弯头、接头、管道截面突然扩大或收缩)时,由于液流的方向和速度的突然变化,在局部形成旋涡引起油液质点间,以及质点与固体壁面间相互碰撞和剧烈摩擦而产生的压力损失称之为局部压力损失。
压力损失过大也就是液压系统中功率损耗的增加,这将导致油液发热加剧,泄漏量增加,效率下降和液压系统性能变坏。
在液压技术中,研究阻力的目的是:①为了正确计算液压系统中的阻力;②为了找出减少流动阻力的途径;③为了利用阻力所形成的压差p来控制某些液压元件的动作。
一、液体在直管中流动时的压力损失
液体在直管中流动时的压力损失是由液体流动时的摩擦引起的,称之为沿程压力损失,它主要取决于管路的长度、内径、液体的流速和粘度等。液体的流态不同,沿程压力损失也不同。液体在圆管中层流流动在液压传动中最为常见,因此,在设计液压系统时,常希望管道中的液流保持层流流动的状态。
1.层流时的压力损失
在液压传动中,液体的流动状态多数是层流流动,在这种状态下液体流经直管的压力损失可以通过理论计算求得。
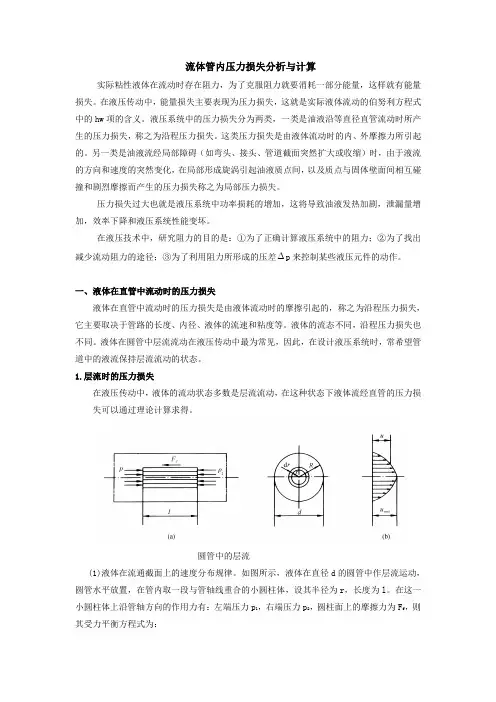
圆管中的层流
(1)液体在流通截面上的速度分布规律。如图所示,液体在直径d的圆管中作层流运动,圆管水平放置,在管内取一段与管轴线重合的小圆柱体,设其半径为r,长度为l。在这一小圆柱体上沿管轴方向的作用力有:左端压力p1,右端压力p2,圆柱面上的摩擦力为Ff,则其受力平衡方程式为: 122()0fpprF (

OEE计算与分析
OEE(Overall Equipment Efficiency)是衡量生产设备效率的一个重要指标。它可以帮助企业评估生产过程中各种损失以及设备的利用率,为企业提供改进生产效率的参考。
OEE可以通过以下公式计算:OEE = Availability × Performance
× Quality
其中,Availability表示设备的可用时间与计划生产时间的比值,Performance表示实际产量与标准产量的比值,Quality表示良品产量与实际产量的比值。
首先,我们可以详细介绍一下Availability的计算和分析。Availability的计算公式是:Availability = (计划生产时间 - 停机时间) / 计划生产时间
停机时间包括计划停机时间和非计划停机时间。计划停机时间是计划工作时间中设备停机的时间,通常用于设备维护、更换工具等。非计划停机时间是指设备出现故障或其他原因导致的非计划停机的时间。
通过详细记录每个停机事件的开始和结束时间,可以计算出总的停机时间。然后,将总的停机时间除以计划生产时间,即可得到Availability的值。
在分析Availability时,可以根据每个停机事件的原因进行分类,例如设备故障、物料不足、工具更换等。通过分析停机事件的数量和持续时间,可以找出导致停机的主要原因,并采取相应的措施来减少停机时间。 其次,我们来看一下Performance的计算和分析。Performance的计算公式是:Performance = 实际产量 / (计划生产时间 - 停机时间)
Performance反映了设备在实际生产过程中运行的效率。除了停机时间,还需要考虑设备在正常运行状态下的速度是否达到预期。如果设备运行速度低于预期,可能是由于操作不当、工艺问题或设备老化等原因。
通过分析Performance时,可以结合操作日志以及设备监控系统的数据,找出导致设备运行效率低下的主要原因。例如,可以分析设备的平均转速、最大转速、加工周期等数据来判断是否存在设备运行速度低下的情况,从而确定是否需要进行设备调整或维护。

OEE分析报告
1. 引言
OEE(Overall Equipment Effectiveness,设备综合效能)是一种衡量生产设备利用率和效率的指标,可以帮助企业评估和改善生产过程。本文将介绍OEE的定义、计算方法以及如何通过OEE分析报告来识别生产过程中的问题并提出改进建议。
2. OEE的定义和计算方法
2.1 定义
OEE是一个综合指标,可以衡量生产设备的效果、时间利用率和质量损失情况。它由三个主要组成部分构成:设备利用率、生产效率和质量达标率。
2.2 计算方法
OEE的计算公式如下:
OEE = 设备利用率 × 生产效率 × 质量达标率
其中,设备利用率表示设备实际运行时间与总运行时间的比率,生产效率表示实际产量与理论产量的比率,质量达标率表示合格产品的数量与总产量的比率。
3. OEE分析报告的步骤
3.1 收集数据
首先,需要收集与生产设备相关的数据,如设备运行时间、停机时间、产量和质量数据等。这些数据可以通过生产系统、传感器或手动记录的方式获得。
3.2 计算OEE
根据收集到的数据,可以计算出每个设备的OEE。将设备利用率、生产效率和质量达标率根据2.2节的计算方法进行计算,并得出OEE的值。
3.3 分析OEE指标
根据计算得到的OEE值,可以对生产过程进行分析。首先,比较不同设备的OEE值,找出效果最好和最差的设备。然后,比较不同时间段的OEE值,找出生产效率波动较大的时间段。 3.4 识别问题和改进建议
通过分析OEE指标,可以识别出生产过程中存在的问题。例如,设备利用率低可能是由于设备故障或停机时间过长导致的。生产效率低可能是由于操作不当或工艺不合理导致的。质量达标率低可能是由于原材料质量不良或工艺参数设置不准确导致的。
针对识别出的问题,可以提出相应的改进建议。例如,对于设备利用率低的问题,可以进行设备维护和保养,减少故障发生的可能性;对于生产效率低的问题,可以进行员工培训和工艺优化,提高操作效率;对于质量达标率低的问题,可以加强原材料的质量控制和工艺参数的监测。

OEE与OPE的计算式
OEE(Overall Equipment Efficiency)和OPE(Overall Process
Efficiency)是两个用于评估生产设备和生产过程绩效的关键指标。它们由一系列计算式组成,下面将详细介绍这些计算式。
OEE的计算式:
OEE是一种用于评估生产设备绩效的指标,它将设备的可用时间、性能效率和质量损失率结合在一起,计算公式如下:
OEE = Availability × Performance Efficiency × Quality Rate
其中:
Availability(可用率)表示设备在计划时间内能够正常运行的时间比例。计算公式如下:
Planned Production Time(计划生产时间)是设备在规定时间范围内应该运行的时间。
Performance Efficiency(性能效率)表示设备在正常运行时间内达到理论最高产能的比例。计算公式如下:
Performance Efficiency = (Ideal Cycle Time × Total Parts
Produced) / Run Time
Ideal Cycle Time(理想周期时间)是指理论上最低可实现的周期时间,即生产一个标准产品所需的时间。
Total Parts Produced(总产量)是指在运行时间内设备实际生产的产品数量。 Run Time(运行时间)是设备实际运行的时间。
Quality Rate(质量损失率)表示设备生产的良品与总产量之间的比例。计算公式如下:
Quality Rate = Good Parts Produced / Total Parts Produced
Good Parts Produced(良品产量)是指设备生产的符合规格要求的产品数量。
OPE的计算式:
OPE是一种用于评估生产过程绩效的指标,它将生产过程的整体效率、资源利用率和质量损失率结合在一起,计算公式如下: