支臂断裂原因分析
- 格式:pdf
- 大小:1.65 MB
- 文档页数:2

控制臂断裂分析及解决方案隆中控股集团有限公司目录控制臂材料控制臂结构控制臂冲压缺陷固定支架要能调整固定方式要正确,不能损坏控制臂 调整臂和制动系统内部零件精度要适当,调整力矩不能过大一、控制臂材料我司控制臂选择的材料是Q235B ,Q235B的机械性能是足够满足控制臂所需要求的, 图中是我司在测试控制臂组件可达300N·m以上而不破的检测报告。
此处是力矩达到319N·m 时,时,槽环断裂。
而控制臂完好无损。
二、控制臂结构调整臂偏置距不同、位置不同、结构的选择也应不同,最根本原则是消除控制臂出现轴向附加力矩。
就调整臂本身而言,应从偏置距大小来考虑它使用什么样控制臂:1偏置距大的产品要用L型、U型和b型如下图图中为大偏置距的调整臂,为减小控制臂轴向附加力矩,使用的b型控制臂,保证轴向不受作用力2 偏置距小的产品可用Z型、螺钉紧固型如下图图中为偏置距0mm的调整臂,轴向附加力矩很小,可用螺钉紧固型控制臂冲压折弯处不允许有任何裂纹圆角R——在折弯后不能出现尖角,建议内侧大于R2.5mm (外侧圆角大于5.5mm)三、控制臂冲压缺陷四、固定支架要能调整固定用的支架与调整臂的控制臂之间的位置应考虑产品的制造公差,车辆动行时可能的变形影响,二者相互间要能沿轴向、轴向和周向调整,以避免生拉硬拽导致控制臂断裂。
1 将固定支架的圆形孔改为“腰形孔”调整臂控制臂已经严重扭曲图中的控制臂支架与车桥连接的孔为圆孔,若改为腰形孔则可以使支架沿轴向调节不至于扭曲控制臂来连接2 使用卡箍式支架可以沿轴向和周向调整图中使用的卡箍式支架可以沿轴向和周向调整五、固定方式要正确,不能损坏控制臂A 下图为错误装配后的调整臂图为错误装配后的调整臂控制臂已经扭曲B Z型改为U型或L型可消除轴向作用力图为Z型控制臂,这种类型的调整臂安装对操作员工的专业素质要求较高U型控制臂,左右可以随意调整位置L型控制臂,孔为腰形孔,可轴向调整位置Z型带连接套控制臂与扃形插销配套使用,左右可随意调整。


随着汽车产业的迅猛发展和人民生活水平的不断提高,人们在选购汽车时不仅仅看重的是汽车的外观,更加关注汽车产品的可靠性,整车的质量成为人们选购汽车产品的首要衡量指标,这样使厂家在争夺市场的过程中汽车制造的可靠性必然越来越重要,各厂家在质量研究上推陈出新,不断的应用新的结构和技术,既提高产品的可靠性,又使产品结构美观、重量较轻,逐步提高整车设计档次,以不断满足广大消费者的要求。
某车型上市后市场反馈良好,市场需求短期内出现了供不应求的局面,但是半年后车型售后市场出现前下摆臂断裂问题,致使公司在蒙受售后索赔损失的同时,还面临因整车可靠性低而失去市场和客户的危机。
下摆臂为悬架导向机构重要组成零部件,用来传递车轮与车身间的力和力矩,同时保持车轮按一定运动轨迹相对车身跳动。
汽车的底盘性能无外乎舒适性、操控性这两大主题,而四轮参数的变化规律符合K&C 的要求则是衡量操纵稳定性的重要指标,只有摆臂能可靠的传递力和力矩,在整车运行过程中不发生变形、开裂等问题,才能保证四轮参数的准确性,进而保证整车的操纵稳定性。
1问题描述某车型量产至今售后市场共反馈前下摆臂断裂问题11台次,断裂部位均为大轴套安装位处(见图1)。
下摆臂断裂引起底盘异响、行车跑偏、制动跑偏、车辆丧失行驶能力,引起顾客强烈抱怨。
图12原因分析针对售后问题对故障件进行了分析,通过对故障件的照片和实件观察检测,发现断裂部位均为大轴套安装位处,同时此车型售后反馈存在制动抖动的故障。
针对此问题我部对摆臂断裂和制动抖之间的关系进行了分析验证。
首先委托CAE 部进行分析,根据数模建立某车型下摆臂的有限元模型,CAE 分析结果显示摆臂断裂部位为分析时的最大应力集中点,V08下摆臂在断裂处有应力集中(分析结果见图2),下摆臂分析结果在此处断裂符合实际情况。
图2其次与标杆车的下摆臂进行对比,如图3,对标结果显示下摆臂在大轴套处有明显结构缺陷:①标杆车下摆臂大轴套处翻边高度为18mm,而嘉誉某车型下摆臂大轴套处翻边高度为13mm ,翻遍高度低易导致摆臂强度不足。
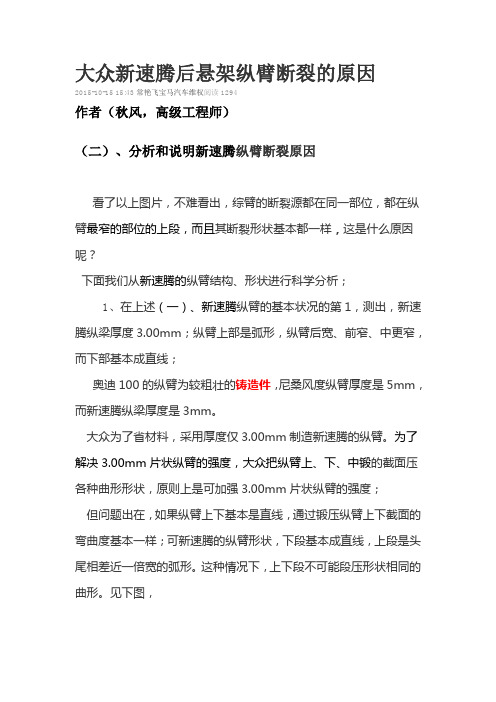
大众新速腾后悬架纵臂断裂的原因2015-10-15 15:43 常艳飞宝马汽车维权阅读 1294作者(秋风,高级工程师)(二)、分析和说明新速腾纵臂断裂原因看了以上图片,不难看出,综臂的断裂源都在同一部位,都在纵臂最窄的部位的上段,而且其断裂形状基本都一样,这是什么原因呢?下面我们从新速腾的纵臂结构、形状进行科学分析;1、在上述(一)、新速腾纵臂的基本状况的第1,测出,新速腾纵梁厚度3.00mm;纵臂上部是弧形,纵臂后宽、前窄、中更窄,而下部基本成直线;奥迪100的纵臂为较粗壮的铸造件,尼桑风度纵臂厚度是5mm,而新速腾纵梁厚度是3mm。
大众为了省材料,采用厚度仅3.00mm制造新速腾的纵臂。
为了解决3.00mm片状纵臂的强度,大众把纵臂上、下、中锻的截面压各种曲形形状,原则上是可加强3.00mm片状纵臂的强度;但问题出在,如果纵臂上下基本是直线,通过锻压纵臂上下截面的弯曲度基本一样;可新速腾的纵臂形状,下段基本成直线,上段是头尾相差近一倍宽的弧形。
这种情况下,上下段不可能段压形状相同的曲形。
见下图,新速腾纵梁截面,上段与下段弯曲度不一样,下段的截面似半圆状态、弯曲均匀、圆滑、开口小;而上段的截面,弯曲不均匀、不圆滑、开口大,这决定了上段其抗扭、抗弯、抗变形能力比下段差,也决定了新速腾纵梁的断裂源都在纵梁上段的原因。
2、在弧形工件上受力状态,见下图底部是直线的弧形工件,肯定有一处最窄的部位;下图,最窄的部位就在蓝色虚线B线上。
在底部是直线的弧形工件,最窄的部位是应力集中的部位;根据力学原理,由于构件截面尺寸突然变化而引起应力局部增大的现象,称为应力集中。
纵臂上方蓝虚线部位纵臂截面尺寸突然变化,引起应力局部增大的现象,是应力集中的部位;应力集中处的局部应力值,直接影响了部件的损坏或引发裂纹的重要原因之一。
设计人员为加强3.00mm片状纵臂的强度,把纵臂上下缎压成曲形,这种思路是没错;但是设计人员却疏忽了,底部是直线的弧形工件,在弧形最窄的部位,引起应力局部增大的现象,是应力集中的部位;受力工件承受着压力、扭力、拉力等;受力工件在尺寸突然变化处,是应力集中的部位;加上上述所指,大众悬架不合理的设计,使纵臂的断裂都在纵臂上方,而且裂源都在纵臂最窄的部位。

ZL116 铝合金支臂断裂原因分析摘要:本文针对ZL116 铝合金支臂的断裂原因进行了综合分析,主要探究了冷态强化和热态应力松弛对支臂断裂的影响,并从材料本身、设计和制造等方面提出了一些改进措施,以避免支臂断裂事件的再次发生。
关键词:ZL116 铝合金、支臂断裂、强化、应力松弛Abstract:This paper comprehensively analyzes the causes of fracture ofZL116 aluminum alloy support arms. It mainly explores the influence ofcold work hardening and hot state stress relaxation on the fracture ofsupport arms, and proposes some improvement measures from the aspects of material itself, design and manufacturing, in order to avoidthe recurrence of support arms fracture.Keywords: ZL116 aluminum alloy, support arm fracture, hardening, stress relaxation1.引言支臂是机械设备中一个重要的零部件,它承载着机器的重量或负荷,并将这些载荷传输到机器的其他部分。
支臂材料的质量和稳定性对机器的整体性能和安全保障起着至关重要的作用。
然而不幸的是,支臂在使用过程中有时会出现断裂现象,这往往会导致严重的事故和损失。
ZL116 铝合金是一种常见的支臂材料,在机械设备中有着广泛的应用,然而,支臂断裂事件也时常发生。
因此,深入研究支臂断裂的原因,对于提高支臂的质量和可靠性,减少事故损失具有重要的意义。
支臂断裂原因分析某型号飞机起落架支臂工作出现早期断裂。
通过对支臂进行宏观观察、硬度测试、金相观察和断口形貌观察,结果表明:大应力疲劳是导致飞机起落架支臂工作过程中断裂的主要原因。
标签:飞机起落架;大应力疲劳;应力集中Abstract:The supporting arm of landing gear of a certain type of aircraft appears early fracture in operation. Through macroscopical observation,hardness test,metallographic observation and fracture morphology observation,the results show that high stress fatigue is the main cause of fracture in the working process of aircraft landing gear arm.Keywords:aircraft landing gear;high stress fatigue;stress concentration1 概述某型号飞机在起落架疲劳试验中,支臂发生断裂。
寿命标准是9000次。
在约4100次左右发生断裂。
未到设计寿命的一半,故要求做失效分析。
零件材料:30CrMnSiNi2A。
制造工艺为:模锻件→机械加工→热处理。
本报告通过宏观观察、硬度测试、金相分析和断口微观分析,确定了零件的开裂性质,并对其开裂原因进行了分析。
2 试验2.1 断口宏观观察零件形状见图1,支臂宏观形貌及裂纹位置见图2,裂纹有多个台阶,是多源疲劳[1]。
裂纹从一端萌生后向中间扩展,扩展至中心孔时为第1扩展区,此时有效截面减少,应力水平上升,疲劳扩展加快,产生了第2扩展区。
在裂纹穿过中心孔以后,有效载荷面积进一步减小,应力水平已达到零件的破坏水平,此时发生瞬时断裂。
转子总重约270t(见图1)。
2 情况简述2021年04月15日,该水电站按计划开展C级检修,在检修过程中,检查发现心体与转子支臂连接焊缝熔合线处母材存在开裂、转子支臂与外围环板连接端部焊缝及母材存在开裂等重大设备缺陷,经现场仔细检查,1020条角焊缝熔合线处母材均存在不同程度开裂,其中上2 转子支臂下端开裂 图3 转子支臂中部开裂原因分析缺陷发现后,立即组织专业技术人员成立攻关小组,认真细致进行讨论分析,认为造成裂纹发生的主要原因3个方面。
结构设计方面转子支架在结构设计上存在设计缺陷,转子中心体与转子支架外围环板之间的支臂仅靠10条厚度30mm钢板作为立筋承载,未设计有承载圆周方向扭矩及旋转操作,每月平均开停机次数可达70余次,每月机组负荷倒空次数最多可达200余次,频繁的开停机和负荷调整对转子支臂所产生的交变应力加剧了疲劳开裂的速度。
处理方案根据上述原因分析,计划采取裂纹修复、设计加装加强筋板的方式进行处理。
处理的主要工序为:转子支臂与外围环板连接部位裂纹修复—转子中心体与支臂连接部位裂纹修复—加强筋板焊接安装。
具体方案内容如下。
转子支臂与外围环板连接部位裂纹修复(1)确保所有缺陷全部检查到位、无遗漏。
采用碳弧气刨对裂纹进行清除,直至裂纹全部消失。
对于母材贯穿性裂纹,在裂纹处刨开焊接型坡口,按照机组旋转方向,支臂正面开坡口深度控制22mm,背面开坡口深度控制在12~口宽度符合国标要求;对于单侧裂纹,在裂纹处刨开焊型坡口,坡口深度直至裂纹消失。
坡口开好后,用风动砂轮机将坡口修磨平整,去除渗碳层。
(3)对坡口进行100%渗透检测,应无裂纹、气孔图4 “T”形加强筋板下料图图1 转子支架外形图上机架垂直振动(μm)图5 “蝶”形加强筋板下料图(2)此处筋板称重分配、焊接工艺与4.3.1本相同,焊接完成后,所有角焊缝修磨平整,经磁粉检测合格。
方案实施及效果检查按照上述方案对所有裂纹进行了修复处理,转子支架上、中、下端部加装了“T形”和“蝶形”补强转子支架强度,图6 转子支臂加固效果图所有加装的30块筋板总500kg,对于转子重量及推力负荷影响不大。
轮式装载机摇臂断裂问题分析及预防摘要:本文以XG951系列轮式装载机为例,系统分析了轮式装载机摇臂在工作过程中断裂损坏的主要原因,并提出预防其断裂损坏的方法和措施。
关键词:装载机摇臂断裂分析预防0 引言轮式装载机是工程机械的主要机种之一,广泛用于建筑、矿山、水电、桥梁、铁路、公路、港口、码头等国民经济各部门。
我公司在对XG951系列装载机进行多年售后反馈统计显示,其断裂现象明显高于工作装置中其它结构件,有效分析其断裂原因和采取相应预防措施,可降低其断裂发生机率,减少质量事故的发生和三包维修费用,对提高企业的信誉和经济效益起到重要作用。
1 摇臂断裂原因分析1.1 摇臂的结构形式摇臂主要是由中厚板拼装焊接而成,其材料选用低合金高强度钢Q345,焊接性能优良,焊接结构牢固可靠。
我公司目前采用半自动CO2气体保护焊工艺焊接。
1.2 摇臂的断裂原因分析摇臂为焊接结构件,失效形式主要是断裂,且以在轴座处断裂现象居多,造成整个摇臂的报废。
我们根据其失效特性利用因果分析图法,将影响质量的因素:人、机器、材料、方法、测量和环境等分别标在枝干上,进行系统的整理、分析,找出了断裂的各类原因和主要影响因素。
经分析可看出,摇臂断裂的主要原因集中在人员操作、材料化学成分不合格和焊接缺陷的处理预防不当上。
重点控制的是焊接缺陷的处理预防,因焊接本身是特殊过程,难以控制,而其造成缺陷则是直接导致摇臂断裂的根本原因。
1.2.1 人员操作不当主要是焊工技术水平低,未达到焊工等级要求,焊工对所制造产品的工艺规程不熟悉,焊接参数调整不当,且监控管理机制不健全造成。
另外其责任心不强,导致不严格按规程操作,甚至野蛮操作,装配时操作者调整不当,造成零件磨损甚至干涉,因此结构过早遭到破坏,最终导致断裂失效。
1.2.2 材料满足不了要求主要是原材料、焊接材料等不达标,化学成分及有害杂质硫、磷元素超标、机械性能不达标造成,首先摇臂使用的主材为Q345钢,含碳量低,无淬硬倾向,有良好的塑性和焊接性,适用于各种焊接方法,因此碳元素含量高低影响摇臂的焊接性能。
2018年21期
研究视界
科技创新与应用
Technology Innovation and Application
位置 1 2 3 4 5 6 平均硬度 硬度H RC 48.6 47.9 48.6 49.1 48 48.5 48.5 换算强度MPa 1628.5 1590.1 1628.5 1656.9 1595.5 1622.9 1620.1
表1断裂试样硬度测试结果
支臂断裂原因分析*
蒋宪邦1,袁
春2,刘立才1,杜传红1
(1.安顺学院电子与信息工程学院,贵州安顺561000;2.中航工业贵州飞机有限责任公司,贵州安顺561000)
1概述
某型号飞机在起落架疲劳试验中,支臂发生断裂。
寿命标准是9000次。
在约4100次左右发生断裂。
未到设计寿命的一半,故要求做失效分析。
零件材料:30CrMnSiNi2A 。
制造工艺为:模锻件→机械加工→热处理。
本报告通过宏观观察、硬度测试、
金相分析和断口微观分析,确定了零件的开裂性质,并对其开裂原因进行了分析。
2试验
2.1断口宏观观察
图1零件形状
零件形状见图1,支臂宏观形貌及裂纹位置见图2,裂纹有多个台阶,是多源疲劳[1]。
裂纹从一端萌生后向中间扩展,扩展至中心孔时为第1扩展区,此时有效截面减少,应
力水平上升,疲劳扩展加快,产生了第2扩展区。
在裂纹穿过中心孔
以后,有效载荷面积进一步减小,
应力水平已达到零件的破坏水平,
此时发生瞬时断裂。
瞬断区分为2个部分,第一部分向断口外45度方向,然后第二部分和第一部分呈90度,和断口呈负45度是剪切唇形貌。
瞬断区挤压痕迹明显,宏观上已被磨平,没有什么断口形貌。
2.2硬度测试
对断裂试样在6个不同位置进行硬度测试,测试结果见表1。
根据硬度和强度的换算公式[2],强度符合《中国航空材料手册》中的30CrMnSiNi2A 材料热处理状态的要求[3]。
符合设计图纸强度要求。
设计要求:σb=1665±100Mpa 。
2.3金相组织分析
在断裂的零件上切取试样检查金相组织。
对其表面和中心各位置进行观察。
组织为回火马氏体[4]见图3,组织符合设计要求。
摘要:某型号飞机起落架支臂工作出现早期断裂。
通过对支臂进行宏观观察、硬度测试、金相观察和断口形貌观察,结果表明:大
应力疲劳是导致飞机起落架支臂工作过程中断裂的主要原因。
关键词:飞机起落架;大应力疲劳;
应力集中中图分类号:V226
文献标志码:A
文章编号:2095-2945(2018)21-0069-02
Abstract :The supporting arm of landing gear of a certain type of aircraft appears early fracture in operation.Through macro ⁃
scopical observation,hardness test,metallographic observation and fracture morphology observation,the results show that high stress
fatigue is the main cause of fracture in the working process of aircraft landing gear arm.
Keywords :aircraft landing gear;high stress fatigue;stress concentration
*基金项目:贵州省教育厅青年科技人才成长项目(编号:黔教合KY 字[2017]283)
作者简介:蒋宪邦(1983-),男,讲师,硕士研究生,研究方向:
功能材料、机电产品失效
分析。
图2断口低倍形貌
69--
2018年21期
研究视界
科技创新与应用
Technology Innovation and Application
图3回火马氏体组织
2.4断口微观分析
将断口用超声波清洗后放入扫描电子显微镜进行微观观察。
断口形貌为准解理断口[5],源区未见明显冶金缺陷,没有氧化特征,见图4。
扩展区低倍可看到典型的疲劳贝纹线,见图5。
图4断口形貌
图5扩展区形貌
在裂纹快速扩展区放大观察,可以看到,断口呈准解理断裂并有少量塑性特征,见图6。
瞬断区大部分已经挤伤,对未挤伤的部位进行观察,发现形貌是韧窝。
见图7。
3分析与讨论
30CrMnSiNi2A 是我国航空工业广泛应用的低合金超
高强度钢。
该钢在30CrMnSiA 钢的基础上提高了锰和铬含量,并添加了1.40%-1.80%镍,使其淬透性得到明显提高,
改善了钢的韧性和回火稳定性;
经热处理后可获得高的强度、塑性和韧性,良好的抗疲劳性能和断裂韧度,低的疲劳裂纹扩展速率。
该钢是我国设计人员喜爱使用的钢种,使用时间长,对其性能非常的了解。
本失效零件材料组织和性能符合设计要求,没有冶金
缺陷,可排除工艺和制造原因引起的失效。
本次失效是属于多源疲劳,在没有材料问题和腐蚀问题的情况下可判断是大应力引起的疲劳。
要从设计和使用上查找原因。
从失效件上看,零件的裂纹源附近过渡的圆弧较小,易形成应力集中,加工表面较为粗糙,虽不会引起大应力疲劳,但是在正常应力的情况下会减小零件的使用寿命[6]。
特别是这种低合金的超高强度钢特别要引起注意。
4结束语
(1)零件断裂主要是大应力疲劳引起的。
(2)零件所用
的材料和热处理工艺正常,材料能达到设计使用要求。
(3)建议核算零件的应力水平,优化设计。
(4)建议加工更加精
细,提高疲劳使用寿命。
参考文献院
[1]张磊.超(超)临界机组耐热材料焊接技术问答[M].北京:中国电力出版社,2010,07:38.
[2]韩德伟.金属硬度检测技术手册(第二版)[M].长沙:中南大学出
版社,2007:360-366.
[3]《中国航空材料手册》
编辑委员会.中国航空材料手册(第1卷)[M].北京:中国标准出版社,2002:204-227.
[4]李恒德.现代材料科学与工程辞典[M].济南:山东科学技术出版社,2001:89.
[5]张栋.失效分析[M].北京:国防工业出版社,2004:111.[6]黎永索.建筑力学[M].武汉:武汉理工大学出版社,2014:
60.
图7瞬断区形貌
图6快速扩展区形
貌
70--。