第二节工件的装夹方法PPT优秀课件
- 格式:ppt
- 大小:3.27 MB
- 文档页数:10
![第二章 工件的装夹[1]](https://uimg.taocdn.com/fa109fb165ce05087632136a.webp)
第二章工件的装夹第一节工件的装夹方法一、定义:在机床上加工工件时,必须先把工件放在准确的加工位置上,并使其固定,以确保工件在加工过程中不发生位置变动,才能保证加工出的表面达到图纸规定的尺寸、形状以及与其它表面的相互位置精度等技术要求,这个过程叫装夹。
简言之,确定工件在机床上或夹具中相对于刀具占有正确加工位置的过程成为定位;工件定位后用外力将其固定,使其在加工过程中保持定好位的位置不发生变动的操作称为夹紧。
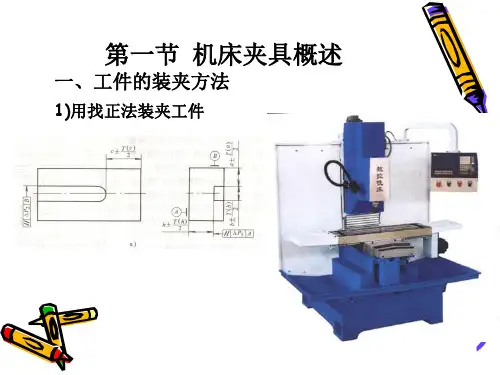
二、常见的工件装夹方法:1、直接找正装夹工件2、用夹具装夹工件(夹具以一定的定位基面安装在机床上,工件按照六点定位原理在夹具中定位并夹紧,不需要进行找正。
)第二节工件定位的基本原理一、工件定位的实质:就是使工件在机床上或夹具中占有正确的加工位置。
二、定义:1、完全定位:工件的六个自由度全部被约束而在空间占有完全确定的唯一位置;2、不完全定位:如果只部分地约束了工件的几个自由度而没有全部约束工件的六个方向的自由度,但已能满足工件的工序加工要求。
第三节工件的夹紧一、设计夹紧装置或夹紧机构时应注意以下基本要求:1、在夹紧时不得破坏工件的定位。
夹紧机构工作时不应损伤工件已加工表面或使工件变型。
2、夹紧动作应迅速、准确,尽可能地减少辅助时间。
3、结构应紧凑简单、易于制造。
4、夹紧机构必须能自锁,保证安全。
5、操作应方便省力。
二、夹紧力的方向确定夹紧力的方向时,要考虑工件的定位基面及定位元件的布置情况以及工作所受外力的方向,一般应遵守下列原则:1、夹紧力的方向应垂直于主要定位基面。
保证定位准确可靠,而不能破坏原定位精度。
2、夹紧力的方向应有利于可能采用较小的夹紧力。
这样,既可使操作省力,又可缩小夹紧装置的结构尺寸。
三、夹紧力的作用点选择夹紧力作用点时,可遵循下列原则:1、夹紧力的作用点应保证工件在夹紧力的作用下定位稳固,不致发生位移或偏转。
2、夹紧力作用点应位于工件上刚度较大的部位,以防止工件受压变形。
3、夹紧力的作用点应尽量靠近被加工表面,以提高定位稳定性和夹紧可靠性。