臭氧在制药行业的具体应用
- 格式:docx
- 大小:15.24 KB
- 文档页数:3
目录第一章 什么是 GMP„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„ 【关于 GMP】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„01 【我国的 GMP】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„01 第二章 关于臭氧„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„ 【基本性质】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„04 【理化性质】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„04 【臭氧的杀菌原理】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„04 【臭氧的杀菌效果】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„04 【消毒技术规范中关于臭氧部分介绍】„„„„„„„„„„„„„„„„„„„„„05 第三章 臭氧在 GMP 应用中的特点„„„„„„„„„„„„„„„„„„„„„„„ 【传统灭菌方法介绍】„„„„„„„„„„„„„„„„„„„„„„„„„„„„07 【臭氧消毒灭菌的特点】„„„„„„„„„„„„„„„„„„„„„„„„„„„07 第四章 臭氧灭菌在药品生产中的具体应用 【容器的消毒灭菌】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„08 【中央空调净化系统对洁净区的消毒灭菌】„„„„„„„„„„„„„„„„„„„09 【空间的消毒灭菌】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„14 【物品的表面消毒灭菌】„„„„„„„„„„„„„„„„„„„„„„„„„„„15 【水的消毒灭菌】„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„17 第五章 关于展坤„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„第 1 页共 19 页第一章【关于 GMP】什么是 GMP“GMP”是英文 Good Manufacturing Practice 的缩写,中文的意思是“良好作业规范”,或是 “优良制造标准”, 是一种特别注重在生产过程中实施对产品质量与卫生安全的自主性管理制度。
臭氧灭菌的使用方法和使用范围
臭氧灭菌是一种化学灭菌方法,它利用臭氧气体的强氧化性来杀灭微生物。
具体步骤包括:
1.将待灭菌物品置于密闭的容器中;
2.将臭氧气体注入容器中,通常需要在高温高湿的条件下进行;
3.臭氧气体进入物品内部,通过氧化微生物细胞壁、膜和细胞质内的生物分子来杀死微生物;
4.灭菌完成后,需要对容器内的臭氧气体进行清除,通常需要使用高效的通风和过滤系统。
臭氧灭菌的使用场景范围比较广泛,包括但不限于:
1.医疗行业:臭氧灭菌可以用于灭菌医疗器械、手术用具、试管等物品,也可以用于医院、实验室、药房等空间的灭菌。
2.食品行业:臭氧灭菌可以用于灭菌食品包装材料、食品加工设备、餐具等物品。
3.家居行业:臭氧灭菌可以用于灭菌家庭用品、床上用品、衣物、毛绒玩具等物品。
4.实验室行业:臭氧灭菌可以用于灭菌实验室设备、试剂、培养基等物品。
需要注意的是,臭氧灭菌具有一定的危险性,操作时需要严格遵守相关规定和操作流程,确保安全。
中央空调系统消毒:利用中央空调净化系统对洁净区的消毒在制药厂,一般来说,洁净区面积较大,多用中央空调净化系统完成对各洁净区的净化消毒。
传统的消毒方法是用甲醛等化学药剂熏蒸,如上所述,化学药剂熏蒸的弊端很多,用臭氧消毒来代替是一个好办法。
其方法是将臭氧发生器直接安装在空调净化系统的输送风主管道中或组合式空调器的中效过滤器后送风,这种形式称为内置式臭氧发生器。
臭氧随着净化风送入各洁净区后,对洁净区进行消毒。
但由于氧气放电是一个放热过程,发生器介电材料抗热冲击性能的局限性,限制了发生器工作时产生的热积量。
若散热性能不好,会导致臭氧产量低于标准产量,也缩短了发生器寿命。
所有可以将臭氧发生器放在净化系统运送到风管道的外面,将臭氧化气体充入HVAC系统的风道中,被送到各洁净室,这种形式称为外置式臭氧发生器。
外置式臭氧发生器安装维修方便,并可用于防爆环境,符合防爆要求,但成本稍高。
按照卫生部消毒规范的要求,对空气消毒的臭氧浓度是2~5ppm,但事实上,洁净区的消毒不仅是对空气消毒,还包括对物体表面的消毒,所以设计浓度应为10~15ppm,完全可以替代紫外照射和化学熏蒸消毒。
每日做空气灭菌只需开机1~1.5h左右,即可达到洁净室的灭菌目的,同时对HVAC系统起到杀灭杂菌和霉菌的效果,实践证明,臭氧还能对高效过滤器起到溶菌疏导作用,延长其使用寿命。
密封空间的消毒:对于中央净化空调系统以外的洁净室如化验室及需要消毒的其它房间则单独进行消毒处理。
方法是选用适当型号的臭氧发生器,如移动式,壁挂式,手提式,可根据需要设定消毒时间,消毒结束后自动关机,使用非常方便。
管道容器的消毒:在药品生产中,各类容器用的很多,分别用管道阀门联结起来,组成一个个生产单元。
对它的消毒,传统方法是用湿热灭菌或其他化学方法进行。
反应罐、贮存罐小的一吨半吨,大的十吨几十吨,用湿热或化学方法消毒,运行费用高,对环境也有影响。
现在用臭氧消毒来代替,相对来说要省事的多。
制药厂如何选择GMP用臭氧发生器一、GMP认证与臭氧灭菌的关系我国GMP条例对药品生产(特别是无菌产品)有着极其严格的要求。
在GMP验证过程中人们大力推荐臭氧灭菌方法。
与各种传统灭菌方法相比,臭氧灭菌有许多特点,因此,臭氧灭菌在药品生产中具有广泛的用途。
目前应用比较广泛的有:①对管道容器的灭菌;②利用中央空调净化系统对洁净区的灭菌;③对辅助材料和工作器具的灭菌;④对密闭空间的灭菌;⑤对药厂用水和灭菌处理。
GMP验证和国家GMP认证给臭氧技术带来了前所未有的机遇。
臭氧灭菌技术也给制药企业进行GMP验证和接受国家GMP认证提供了有力的武器。
GMP是我国药品生产企业管理的基本法则。
目前我国不同剂型的药品生产企业在规定时间内未达到国家GMP认证要求者就要被淘汰,就不能继续进行该药品生产。
所以,当前企业越来越重视GMP的国家认证,也越来越要在认证之前,做好按国家规定的验证工作。
在我国GMP中臭氧灭菌是被推荐的重要灭菌方法之一。
当前的实际形势给臭氧灭菌的应用带来了前所未有的机遇。
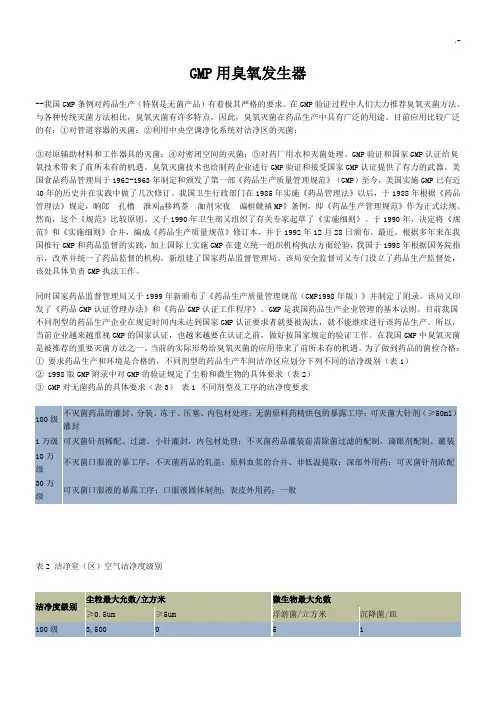
为了作到药品的菌检合格:①要求药品生产和环境是合格的,不同剂型的药品生产车间洁净区应划分下列不同的洁净级别(表1)②1998版GMP附录中对GMP的验证规定了尘粉和微生物的具体要求(表2)③GMP对无菌药品的具体要求(表3)表1不同剂型及工序的洁净度要求洁净级别适用剂型及工序100级不灭菌药品的罐装、分装、冻干、压塞、内包材处理、无菌原料药精烘包的暴露工序;可灭菌大针剂(≥50ml)罐装1万级可灭菌针剂稀配、过滤、小针罐封、内包材处理;不灭菌药品罐装前需除菌过滤的配制,滴眼剂配制、罐装10万级不灭菌口服液的暴工序,不灭菌药品的轧盖;原料血浆的合并,非低温提取;深部外用药;可灭菌针剂浓配30万级可灭菌口服液的暴露工序;口服液固体制剂;表皮外用药:一般表2洁净室(区)空气洁净度级别洁净度级别尘粒最大允数/立方米微生物最大允数≥0.5um≥5um浮游菌/立方米尘降菌/皿100级3,50005110,000级350,0002,0001003100,000级3,500,0020,00050010800,000级10,500,00060,000-15表3新版GMP对无菌药品的要求(无菌药品是指法定药品标准中列有无菌检查项目的制剂)最终灭菌药品100级或10,000级背景下的局部100级大容量注射剂(≥50毫升)的罐封10,000级注射剂的稀配、过滤、小容量注射剂的罐封,直接接触药品的包装材料的最终处理100,000级注射剂配浓或采用密闭系统的稀配非最终灭菌100级或10,000级背景下的局罐装前不需除菌滤过的药液配制,注射剂的罐封,分装和压药品部100级塞,直接接触药品的包装材料的最终处理的暴露环境10,000级罐装前需除菌滤过的药液配置轧盖,直接接触药品的包装材料100,000级最后一次精洗的最低要求水消毒无菌药品生产环境的空气洁净级别要求:为了达到上述要求,我们应选择什么样的净化灭菌工艺呢?当前有四种灭菌方法。
医用臭氧在临床中的应用医用臭氧在临床中的应用正文:一、引言医用臭氧是一种由氧气经过高电压电场电解而产生的具有特殊气味的混合物,具有强氧化性、抗菌作用及生物调节功能。
近年来,在临床医学领域中,医用臭氧的应用引起了广泛的关注。
本文将对医用臭氧在临床中的应用进行详细介绍。
二、医用臭氧的制备及性质1.制备方法:介绍医用臭氧的制备方法,包括电解法、紫外线法等。
2.化学性质:详细描述医用臭氧的氧化性、稳定性等。
三、医用臭氧在感染性疾病中的应用1.医用臭氧的抗菌作用:介绍医用臭氧对细菌、真菌等微生物的抑制和杀灭作用。
2.医用臭氧在伤口感染中的应用:详细描述医用臭氧在创伤、烧伤等伤口感染的治疗中的应用方法及效果。
四、医用臭氧在炎症性疾病中的应用1.医用臭氧的抗炎作用:介绍医用臭氧的抗炎机制及其在各种炎症性疾病中的应用。
2.医用臭氧在风湿性关节炎治疗中的应用:详细描述医用臭氧在风湿性关节炎治疗中的方法及效果。
五、医用臭氧在肿瘤治疗中的应用1.医用臭氧的抗肿瘤作用:介绍医用臭氧对肿瘤细胞的抑制作用及其机制。
2.医用臭氧在肿瘤治疗中的应用:详细描述医用臭氧在肿瘤治疗中的方法及效果。
六、医用臭氧在血液循环疾病中的应用1.医用臭氧对血流的影响:介绍医用臭氧对血液流变学和微循环的影响。
2.医用臭氧在动脉硬化症治疗中的应用:详细描述医用臭氧在动脉硬化症治疗中的方法及效果。
七、医用臭氧在其他领域中的应用1.医用臭氧在口腔领域中的应用:介绍医用臭氧在口腔溃疡、牙周炎等口腔疾病中的应用。
2.医用臭氧在皮肤领域中的应用:详细描述医用臭氧在皮肤疾病、疤痕修复等方面的应用。
结尾内容:1、本文档涉及附件:如有需要,请联系本文作者获取相关附件材料。
2、本文所涉及的法律名词及注释:本文仅旨在介绍医用臭氧在临床中的应用,不对法律名词和法律问题做出解释或者提供法律咨询服务。
1.臭氧的消毒原理臭氧在常温常压下分子结构不稳定,很快自行分解成氧气和单个氧原子,后者具有很强的活性,对细菌有极强的氧化作用,臭氧氧化分解了细菌内部氧化葡萄糖所必须的酶,从而破坏其细胞膜,将它杀死,多余的氧原子则会自行重新结合成为普通氧分子,不存在任何有毒残留物,故称无污染消毒剂,它不但对各种细菌(包括肝炎病毒,大肠杆菌,绿浓杆菌及杂菌等)有极强的杀灭能力,而且对杀死霉菌也很有效。
我国卫生部颁布的“消毒技术规范”中,对臭氧的杀菌作用,使用范围及使用方法都有明确的规定。
肯定了臭氧是一种广谱杀菌剂,可杀灭细菌繁殖体和芽胞、病毒、真菌等,可破坏肉毒杆菌毒素。
臭氧的杀菌速度较氯快。
2.传统的灭菌方法主要有三种一.是紫外线灭菌。
二.是试剂灭菌。
三.是加热灭菌科学在不断发展和更新,到90年代后期臭氧灭菌已进入药品生产中应用。
那么传统的灭菌方法和臭氧相较而言,传统灭菌方法有各自的不足。
紫外线灭菌的主要问题在于它穿透能力小,易造成死角,在紫外线照射不到的地方,消毒效果不好,其杀菌能力随着使用时间的增加而减小。
近年来科学家和医药行业经过研究、设计、生产、应用,臭氧灭菌已经得到了认识和确认。
特别是在近几年的GMP认证的技术改造和医药工程项目中已被广泛应用。
3.臭氧灭菌在药品生产环境中的应用臭氧灭菌早被科学家研究,国家有关行业做过肯定和推荐应用,但臭氧灭菌在药品生产环境中的应用才是近几年逐渐被广泛使用。
经过实践应用和总结在制药行业应用广泛的有以下几个方面:3.1洁净区的消毒灭菌在制药厂洁净区面积较大,几乎都有中央空调净化系统完成对各洁净区的净化消毒。
传统的消毒方法是用甲醛熏蒸,如上所说,甲醛熏蒸的弊病不少。
用臭氧灭菌来代替是最简便易行的好方法。
其方法极为简单,根据洁净厂房空间的大小取选标准定型的臭氧发生器。
然后将臭氧发生器直接放到空调净化系统的风道中,称为内置式臭氧发生器。
臭氧随着风道的气流送入各洁净区,对洁净区行空间消毒灭菌,剩余臭氧吸入风口,由中央空调带走。
臭氧在制药企业中的应用臭氧又称“活氧”,是世界上公认的一种广谱杀菌剂,它可以杀灭细菌繁殖体和芽孢、病毒、真菌等,杀灭力特强,能瞬间完成,并在完成杀菌消毒功效后自行分解为氧气,无污染、无残留。
臭氧消毒灭菌的过程属于生物化学氧化反应。
臭氧灭菌有以下三种形式:(1)臭氧氧化分解了细菌内部氧化葡萄糖所必须的葡萄糖氧化酶;(2)直接与细菌、病毒发生作用,破坏其细胞壁和DNA及RNA、分解蛋白质、脂质类和多糖等大分子聚合物,使细菌的物质代谢生长和繁殖过程遭到破坏;(3)渗透细胞膜组织,侵入细胞膜内作用于外膜脂蛋白和内部的脂多糖,使细胞发生通透性畸变,导致细胞的溶解死亡,并且将死亡菌体内的遗传基因、寄生菌种、寄生病毒粒子、噬菌体、原体及热原(细菌病毒代谢产物、内毒素)等溶解变性灭亡。
当然,过量的臭氧对人体有害,是指其高剂量是有害的,但不是指其化学成分有害。
一、臭氧灭菌的优点:操作方便:根据消毒灭菌的要求和空间体积,确定臭氧发生器的型号和臭氧发生量,并通过验证检查细菌数来确定灭菌时间。
灭菌时,直接将臭氧发生器置于无菌室内或HVAC系统中,可选用24小时时间控制器设置开机关机时间即可。
性能稳定寿命长:臭氧产生启动电压、工作电压低,降低热趋势态,可保持性能长期稳定。
环保洁净性:应用臭氧作消毒灭菌剂,停机30分钟后,剩余臭氧能快速分解成氧气和单原子氧,单原子氧又可自身结合成氧原子,故没有二次污染的问题,同时还可以改善空气的质量,优化工作环境。
所以臭氧被赞誉为“绿色消毒剂”。
对机器设备无不良影响:臭氧对空气中的浮游菌灭活所需臭氧的浓度很低,一般只需要2~4ppm,对物体表面沉降菌落(代替传统的化学熏蒸大消毒)只需要10~15ppm左右。
空气中臭氧浓度只有10-15百万分之一,是化学熏蒸浓度的500分子一,虽然臭氧是强氧化剂,但由于在空气中应用浓度与对表面氧化要求相比还是很低的,灭菌过程时间短,正确使用不足以构成对物体腐蚀的条件,不会造成明显损害。
GMP用臭氧发生器--我国GMP条例对药品生产(特别是无菌产品)有着极其严格的要求。
在GMP验证过程中人们大力推荐臭氧灭菌方法。
与各种传统灭菌方法相比,臭氧灭菌有许多特点,因此,臭氧灭菌在药品生产中具有广泛的用途。
目前应用比较广泛的有:①对管道容器的灭菌;②利用中央空调净化系统对洁净区的灭菌;③对原辅助材料和工作器具的灭菌;④对密闭空间的灭菌;⑤对药厂用水和灭菌处理。
GMP验证和国家GMP认证给臭氧技术带来了前所未有的机遇。
臭氧灭菌技术也给制药企业进行GMP验证和接受国家GMP认证提供了有力的武器。
美国食品药品管理局于1962-1963年制定和颁发了第一部《药品生产质量管理规范》(GMP)至今,美国实施GMP已有近40年的历史并在实践中做了几次修订。
我国卫生行政部门在1985年实施《药品管理法》以后,于1988年根据《药品管理法》规定,晌郎孔橹泄刈移鸩莶洳剂宋夜谝桓觥禛MP》条例,即《药品生产管理规范》作为正式法规。
然而,这个《规范》比较原则。
又于1990年卫生部又组织了有关专家起草了《实施细则》。
于1990年,决定将《规范》和《实施细则》合并,编成《药品生产质量规范》修订本,并于1992年12月28日颁布。
最近,根据多年来在我国推行GMP和药品监督的实践,加上国际上实施GMP在建立统一组织机构执法方面经验,我国于1998年根据国务院指示,改革并统一了药品监督的机构,新组建了国家药品监督管理局。
该局安全监督司又专门设立了药品生产监督处,该处具体负责GMP执法工作。
同时国家药品监督管理局又于1999年新颁布了《药品生产质量管理规范(GMP1998年版)》并制定了附录。
该局又印发了《药品GMP认证管理办法》和《药品GMP认证工作程序》。
GMP是我国药品生产企业管理的基本法则。
目前我国不同剂型的药品生产企业在规定时间内未达到国家GMP认证要求者就要被淘汰,就不能继续进行该药品生产。
所以,当前企业越来越重视GMP的国家认证,也越来越要在认证之前,做好按国家规定的验证工作。

臭氧O3在食品加工中的应用臭氧是氧气经过高压放电合成的氧的同素异型体,由三个氧原子组成。
在常温下气体极易分解为氧气,而它分解生成的初生态氧如单原子(O)具有很强的氧化性。
臭氧是一种高效、广谱杀菌剂,它能有效的杀菌、脱色、除臭,降解农药,降低COD、BOD及重金属,对有机化合物等污染物去除彻底,而且不产生二次污染,因此广泛应用于GMP制药厂、食品加工、医疗卫生及工业水处理等行业。
随着卫生安全制度的完善和人们健康意识的增强,臭氧技术在食品工业中的应用亦日趋成熟和广泛,主要有:一、加工车间(库)与加工设备的消毒灭菌臭氧气体用于食品加工车间、贮藏室与加工设备消毒是非常方便、有效的。
传统的消毒方法是化学试剂熏蒸和紫外灯照射,上述方法分别存在污染大、有残留和照射不彻底、有死角等弊病。
而以臭氧杀菌,具有无死角、高效、快速的特点,大大抑制了加工环境中的大肠杆菌群小球菌和酵母菌的生长,显著改善了生产车间的卫生质量。
按照卫生部消毒技术规范的要求,用臭氧气体对医院空气消毒的臭氧浓度是10ppm,即20mg/m3,作用30min,对自然菌的杀灭达到90%以上。
二、物品的表面消毒灭菌在食品生产过程中,常常要对原材料、工具器材、包装物、生产场所等进行物体表面消毒。
传统的方法是紫外线消毒,但存在消毒不彻底、衰竭快、存在死角等弊端。
按照卫生部消毒技术规范的要求,用臭氧气体对物品表面上污染的微生物的杀灭,一般要求30ppm,即60mg/m3,相对湿度≥70%,作用60min~120min可达到消毒效果。
三、水的消毒灭菌食品厂用水有原料用水、消毒用水、清洗用水及饮用水等。
采用臭氧消毒工艺,对自来水、地下水、纯净水等水中的大肠杆菌、金黄色葡萄球菌等微生物的杀灭率可达到99.99%以上,同时去除水中的异味和改善浊度,无残留物,效果显著。
四、食品设备、容器、工具、生产过程的消毒灭菌在饮料、果汁等生产过程中,臭氧水可用于管路、生产设备及盛装容器的浸泡和冲洗,从而达到消毒灭菌的目的。
臭氧技术在制药工业上的应用
吴明德
【期刊名称】《安徽医药》
【年(卷),期】2005(009)002
【摘要】该文介绍了臭氧特性,臭氧作为消毒杀菌剂具有广谱高效、高洁性,广泛应用于制药工业中洁净区空间消毒、密闭空间消毒、管道容器消毒、物体表面消毒、工艺用水消毒等领域.
【总页数】1页(P144)
【作者】吴明德
【作者单位】安徽省医药设计院,安徽,合肥,230022
【正文语种】中文
【中图分类】TQ460.82
【相关文献】
1.制药废渣在工业型煤上的应用研究 [J], 杨晶
2.酶的立体选择性定向进化及在制药工业上的应用 [J], 邱颖
3.纳滤技术在食品及制药工业中的应用(上) [J], 陈华新;董声雄
4.我国主要芳香油在制药工业上的应用 [J], 鲍逸培
5.不对称氢化反应及其在合成制药工业上的应用前景看好 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
臭氧在很多行业都有应用,秦皇岛展坤臭氧技术在各个领域的应用主要有以下几个方面:①饮用水、工业废水、生活污水、游泳池水处理和医院污水处理;②食品行业和制药行业医学中的空气杀菌消毒及原料、加工器具和场地的清洗消毒;③水果、蔬菜和食品的保鲜和运输;④医学中的臭氧治疗和疾病预防;⑤化学工业中的饿纸浆和纺织品的漂白;⑥水产养殖业中的用水处理;⑦家庭居室空气净化消毒、蔬菜瓜果表面的残留农药降解;⑧畜禽养殖厂的空气杀菌消毒、除臭、除异味等等。
臭氧机各类公共场所利用臭氧的强氧化特性可去除装潢、合成板、油漆所释放出来的有毒物质,可杀灭空气中细菌、病毒,杀灭地毯中滋生的微生物,消灭感冒病菌,预防流感的发生。
分解附着于蔬菜水果中的残余农药。
提高鱼、肉鲜度,使更耐久存,保存水果蔬菜。
用臭氧水来沐浴具有漂白、美容、保健等作用。
厨卫等处除臭。
臭氧机医疗保健臭氧可用于医疗场所的空间空气杀菌消毒,臭氧水可对医院手术前医生、护士的双手消毒,可杀死所有细菌,不仅时间极短,其杀菌力远远超过酒精和氯。
而且臭氧水具有可靠的安全性。
臭氧还有治疗某些疾病和美容的作用。
如经常用臭氧水洗、泡脚可以有效治疗和预防脚气、脚癣;经常用臭氧水冲洗真菌感染的皮肤病区可以收到显著治疗效果;经常用臭氧水冲洗伤口可以预防伤口感染,促进其愈合等。
臭氧机在食品行业中的应用食品加工行业应用臭氧的目的有四个方面:一是杀灭微生物--杀菌消毒;二是氧化分解有机物或无机物污染气体--除臭净化;三是分解果蔬代谢产物,抑制后熟过程--保鲜;四是降解瓜果蔬菜等食品中的农药残留--解残。
四方面的应用基础均依赖于臭氧的强氧化性能和不稳定易分解的特性。
具体可在食品加工业的应用和食品水果保鲜业中的应用。
臭氧机在畜禽养殖业能快速杀灭养殖场室内空气中的各种常见的细菌、传染病毒、真菌、支原体、螺旋体等病原微生物,去除因粪便发酵后产生的大量氨气、硫化氢、甲烷等有害气体及粪便臭味,减少畜禽疾病,特别是防止大面积流行性传染病的爆发,提高成活率及畜产品产量,节省用工用药费用,改善场内生产环境。
为了保证制药车间,药片的质量、GMP车间环境洁净度、无菌标准,展坤刘梅提示制药原水的灭菌处理,中央水循环处理,作业车间应该对生产环境中的病原微生物进行控制与检测,检测项目包括沙门氏菌,霉菌,悬浮物等病原体微生物,化验室应该按照一定的计划对生产场所环境中的病原体进行检测,药片脱干处理常常脱水处理不当、细菌滋生影响微生物的滋生。
工艺过程中加强检测控制容易出现病原体的环境点,达到持续改进的目的。
制药厂工艺微生物控制方案:1在纯水处理系统中,水箱、交换柱以及各种过滤器、膜和管道,均会不断的滋生和繁殖细菌。
消毒杀菌的方法虽然都提供了除去细菌和微生物的能力,但这些方法中没有哪一种能够在多级水处理系统中除去全部细菌及水溶性的有机污染。
目前在高纯水系统中能连续去除细菌和病毒的最好方法是用1-3ppm的臭氧水进行高效而环保的杀菌。
在适用于纯水处理方案中只需臭氧水达到1PPM-3ppm之间就能有效彻底杀灭大肠杆菌、金黄色葡萄球菌、病毒、孢子、真菌、寄生生物、绿浓杆菌、酵母菌、巨大杆菌、霍乱菌等致病菌群。
2管道冲洗消毒在制药厂或者食品厂管道进行灭菌消毒,通常都会使用二氧化氯,臭氧(臭氧处理过后的水)紫外线等进行消毒,由于氯性消毒剂进行消毒之后还需要使用热水进行反冲一遍(在此情况下管道内壁出现雾珠,滋生霉菌、菌落总数最大源头),使用1-3ppm的臭氧水进行冲洗消毒,彻底杀灭霉菌,大肠杆菌,葡萄球菌、藻类、生物膜等,使用之后无需再用清洗进行冲洗节约成本及工艺时间;臭氧水灭菌后臭氧会分解;水可以再循环使用!环保而且节能!3GMP空间环境消毒要达到HACCP认证要求,GMP良好的操作规范和SS0P卫生标准操作程序是实施HACCP 的必要前提条件。
根据美国FDA的要求,SSOP计划的八个方面,水、工具、设备、空气、人员、服装等方面的卫生标准,微生物的杀灭程序必不可少,而要达到这一要求,银离子(食品级过氧化氢)灭菌已体现出传统的化学熏蒸、紫外灯以及加热等方法所不可比拟的优越性。
臭氧消毒方法在医药工业中的应用摘要:医药工业中选择适宜的消毒灭菌剂,非常重要。
本文讲述了臭氧消毒法在医药工业中的应用。
关键词:臭氧消毒应用医药工业洁净室与其他工业洁净室有所不同,特别是无菌生产,不仅要控制空气中一般的悬浮状态的气溶胶粒子,还要控制活微生物数,即提供所谓的“无菌”环境(无菌室)。
另一方面,不能认为进入洁净室的空气无菌了,室内各种表明就不沾污细菌了。
如果这些地方有营养源,细菌繁殖的可能性就存在。
在洁净室中人体是主要菌源之一,不仅皮肤带有细菌(其中约1%为病原性的),人通过呼吸、讲话也会散布细菌,所以在洁净室中除戴口罩外,对洁净室表面消毒仍是一个重要措施。
我国医药工业洁净室的消毒方法大多采用甲醛熏蒸方法,甲醛的优点是杀菌谱广,性质稳定,耐储存,受有机物影响小。
但甲醛有一定的毒性及刺激性,对人体伤害很大,污染环境,同时消毒后不易排除,而且受温度影响大(温度高挥发快)。
如何选择适宜的消毒灭菌剂,杀灭洁净环境内空气中的附着机械设备、模具、容器、建筑物表面上的微生物,以保持“无菌药品”生产所必须的相应洁净度环境(洁净室),是医药工业企业的一大课题。
臭氧消毒方法经多年理论与实践应用表明,完全能够达到洁净区洁净度控制的目的,但必须了解它的应用方法,发挥臭氧消毒的优点。
1 采取臭氧消毒方法在具有空调净化系统(简称HV AC)控制的洁净环境中的应用机理与优越性利用空气净化系统(HV AC)的循环风作为臭氧的载体,即将臭氧发生器生产的臭氧气体由空气净化系统(HV AC)中净化风机产生的压力风源,扩散至所控制的整个洁净区域,并且使空气中臭氧浓度均匀,在洁净区域的生产环境中不增加任何消毒设备,即可达到灭菌的目的,同时对空气净化系统(HV AC)起到消毒的效果。
实践发现,该消毒灭菌方式还能对高效过滤器起到溶菌疏导作用,延长其使用寿命。
节约消毒剂减轻劳动强度,同时解决了消毒剂易燃易爆问题。
由于采用臭氧消毒,可以避免化学药剂熏蒸产生的二次污染问题,而且对空气过滤器有疏导作用,这样就会延长高效过滤器的使用寿命,从而节约维护费用。
臭氧具有强烈的杀菌消毒作用。
展坤技术人员整理:臭氧灭菌的机制及过程类属于生物化学氧化反应。
臭氧氧化分解了细菌内部葡萄糖所必须的葡萄糖氧化酶;也可以直接与细菌、病毒发生作用,破坏其细胞和核糖核酸,分解DNA、蛋白质等大分子聚合物,使细菌的新陈代谢和繁殖过程遭到破坏。
臭氧还可以渗透胞膜组织,使细胞发生通透性畸变,导致细胞的溶解;甚至能将细菌尸体内遗传基因、噬菌体、支原体及热原(内毒素)等溶解、变性,使之灭亡。
综观无菌技术对微生物作用的原理,可分为抑菌、杀菌和溶菌三种。
应用臭氧作为灭菌剂可达到溶菌的目的,即可以达到“彻底、永久地消灭物体表面所有微生物”的效果。
在制药工艺中,为对无菌生产区域环境的微生物进行有效的控制,需要选择合适的消毒方式。
杀灭环境内空气中、建筑物和设备表面的杂菌,过去对洁净区(室)的消毒灭菌的常规方法有紫外线照射,甲醛、环氧乙烷等气体熏蒸及消毒剂喷洒,高温杀灭等。
但是,常规的消毒灭菌方法有诸多缺点,如紫外线照射法,采用的紫外线灯管随使用时间的增加而减退,因而杀菌能力不断减退;紫外线穿透能力极弱,而且有死角,并且与照射高度有关(有效照射高度为1.5米),同时,湿度对灭菌效果影响也较大。
采用化学熏蒸,作用周期长,使空调净化系统非生产长时间运行,造成能耗增加。
同时化学药剂熏蒸存在二次污染问题。
如甲醛熏蒸,会出现多聚合物(白色粉末)附着在洁净区(室)内和设备表面上。
一般在消毒后的几天内,其悬浮粒子数会增加,甲醛聚合物也逐渐解聚成游甲醛,对工作人员产生危害。
另一方面由于化学药剂熏蒸不能天天进行,而微生物污染源──人与物却天天要进出洁净室,其带入的微生物不能完全靠打扫卫生和一般消毒剂擦拭与喷洒来解决,会出现微生物随时间的延长而增加的情况。
臭氧消毒灭菌的方法与常规的消毒灭菌方法相比,具有如下优点:⑴高效性:臭氧消毒是以空气为原料,不需要任何其他辅助材料和添加剂。
臭氧具有扩散均匀、包容性好的特点,克服了紫外线杀菌存在诸多死角的固有缺点,可达到全方位快速高效的消毒灭菌目的。
GMP制药行业臭氧灭菌系统技术手册中国原子能科学院中原科工业应用技术研究所上海奥润环保设备有限公司SHANGHAI AO-RUN ENVIRONMENT PROTECTION EQUIPMENT CO., LTD目录一、公司简介 (3)二、GMP认证与臭氧 (4)三、臭氧在制药行业的应用领域 (6)四、臭氧知识简介 (9)五、臭氧灭菌原理 (11)六、传统灭菌与臭氧灭菌的比较 (12)七、设计依据和原则 (14)八、臭氧灭菌配置方案 (15)九、附:相关产品一览表公司简介上海奥润环保设备有限公司,是上市公司飞彩股份与中国原子能科学院工业应用技术研究所共同投资5000万元在北京中关村注册的中奥环保高科技有限公司的控股子公司,公司已开发生产了“奥润牌、中奥牌”民用型和工业型两大类三个系列二十余种产品。
民用型有杀菌消毒机、家居解毒净化机、空气净化机、果蔬农药降解机、车用空气净化机等多款式系列家电产品。
工业型有水处理行业专用消毒设备、臭氧发生器;医药行业专用空气杀菌消毒设备、臭氧发生器;食品加工行业专用消毒设备、高浓度臭氧水生成设备;集团餐厅消毒设备;服务行业、公共场所专用杀菌消毒机;卫生行业专用各类消毒柜及特殊用途杀菌消毒机等。
这些产品已通过国家卫生部、中国产品质量认证中心CCC、中国预防医学科学院环境监测所、消毒检测中心、中国军事预防医学科学院、江苏省疾病预防控制中心、安徽省疾病预防控制中心等权威机构的检测和认证,共荣获70多项证书和检测认证。
已广泛应用到家庭、水处理、制药、医疗卫生、食品加工、餐饮业等众多领域。
同时在制造纯净水、矿泉水、消毒水、楼宇优质供水、中水回用、污水处理、游泳池净化、空气净化等工程项目方面也有着丰富的设计经验和专业的施工队伍。
公司本着“三好绿色家园——好产品、好服务、好信誉”的精神,以“科技创新,锐意进取”的发展战略,结合“以人为本,客户至上”的管理原则,不断提高产品科技含量,健全服务体系,为客户提供最真诚和最优秀的服务。
(一)容器的消毒灭菌在药品生产中,坛坛罐罐用得很多,分别用管道阀门,仪表连接起来,组成一个生产单元。
对它的消毒,传统方法中比较好的是用酒精浸泡。
反应罐,贮存罐小的一吨半吨,大的十吨几十吨,都要灌满酒精,酒精用量之多可想而知。
消毒完毕后,再将酒精放掉,但在转弯抹角处,仪表阀门的接头处,还会有酒精的残留,去除这些残留酒精,要用氮气吹,直到吹干为止。
酒精用量多,消毒时间长,操作过程复杂。
用高压蒸汽也存在同样的问题,都很费力。
现在用臭氧消毒技术来代替,相对来说要省事得多。
具体方法是:将高浓度的臭氧直接打入管道容器,保持臭氧尾气有一定的浓度,就可以达到消毒灭菌的要求。
因为是对管道容器进行内表层的消毒,所以臭氧浓度要控制的高一点,一般设计浓度大于50ppm。
用臭氧对管道容器做消毒灭菌的优点非常明显,臭氧发生器可以流动使用,对不同的罐进行消毒,每个生产单元在每次换料前,都可以及时得到消毒,使用效率很高,也很方便,不要用那么多的酒精、氮气,也不要用高压蒸汽。
所以在制药厂就能够得到推广。
秦皇岛展坤的技术人员表示:为此设计和开发出应用于具体领域的各类设备和产品,适合用于冻干机内部灭菌的消毒器,完全替代了传统的高温、高压灭菌所带来的各种负面影响,具有体积小(高为12cm),臭氧发生集中,浓度高,耐腐蚀等特点。
用臭氧水消毒对物体表面的细菌杀灭率可达99.99%。
对未溶入水中而残留在尾气中的臭氧,则通过有效装置去除,使呼吸带臭氧浓度符合国家公共场所卫生标准,该设备可应用于管道、器皿等用水清洗和消毒的场所,具有无残留、无二次污染、杀菌速度快,无死角、效果好、设备体积小、能耗低、稳定可靠、易于操作等特点。
(二)中央空调净化系统对洁净区的消毒灭菌在制药厂,一般来说,洁净区面积较大,多有中央空调净化系统完成对各洁净区的净化消毒。
传统的消毒方法是用甲醛等化学试剂熏蒸,众所周知,甲醛熏蒸的弊病较多,用臭氧消毒取替是一个很好的方法。
其方法是将臭氧发生器直接放在空调净化系统的风道中,称为内置臭氧发生器。
臭氧灭菌在药品生产上的应用有很多,以下是展坤刘梅整理的臭氧在制药行业的具体应用。
1、传统灭菌方法的缺陷和臭氧灭菌的特点
传统的灭菌方法主要有三种:一是紫外线灭菌,二是试剂灭菌,三是加热灭菌。
这些方法已被人们习惯使用,其安全性可靠性已被长期的实践所确认,人们对它们放心。
但是任何事情都有一分为二的它们也有各自的缺陷。
紫外线以光波辐射作用杀菌,光波为直线传播,其照射强度与距离平方成反比,只有照射到的位置且达到照射标准才有杀菌效果。
并且所有紫外灯的杀菌能力随使用时间的增加而减弱。
紫外线灭菌的主要问题在于:它穿透能力小,在紫外线照射不到的地方,消毒效果不好;其杀菌能力随着使用时间的增加而减小,而且灯管寿命短,更换过于频繁,运行费用高。
化学试剂灭菌,药味大,不能自然排出,需要空调长时间置换新风,从而增加了能耗.同时也存在二次污染的问题,剩余的药物直接排入大气,造成对周围环境的污染.如甲醛熏蒸,操作麻烦,熏蒸时间长,有二次污染物,对人体有一定的危害,做一次甲熏蒸需8个小时,残留物附着洁净的墙壁上,和设备的表面上,需要擦除。
在消毒后的几天内,其悬浮粒子数会增加。
而且要求风管为不锈钢管,这也增加了一次性投资费用。
加热灭菌包括干热和湿热,其缺点是温度高,能耗大,有的物品如原材料,仪器仪表,塑料制品等就不宜加热。
以上三种灭菌方法的弊端是客观存在,但在没有更好的方法替代之前,人们还只好用它。
如果能够做到充分发挥臭氧的优点,弥补上述方法的缺点,就为臭氧灭菌进入药品生产开辟了通道。
臭氧消毒灭菌有它许多独特的优点:
较高的扩散性:臭氧为气体,扩散性好,无死角,浓度分布均匀。
杀菌能力强:臭氧杀菌能力与过氧乙酸相当,高于其它消毒剂。
广谱性:适合多种致病微生物,对大肠杆菌、沙门氏菌、金黄色葡萄球菌及甲乙型肝炎病毒、真菌等多种微生物均有很好的杀灭作用。
原料易得:臭氧制备是利用我们周围的大气制取,不需储藏设施,节省原料储储所需的占地面积。
环保性:臭氧能快速分解成氧气和单原子氧,单原子氧又可自身结合成氧分子,故没有二次污染的问题。
被公认为是绿色消毒剂。
"展坤科学研究表明,臭氧具有强烈的杀菌作用。
"
"臭氧(O3)的消毒原理是:臭氧在常温、常压下分子结构不稳定,很快自行分解成氧气(O2)和单个氧原子(O);后者具有很强的活性,对细菌有极强的氧化作用,臭氧氧化分解了细菌内部氧化葡萄糖所必须的酶,从而破坏其细胞膜,将它杀死,多余的氧原子则会自行重新结合成为普通氧原子(O2),不存在任何有毒残留物,故称无污染消毒剂,它不但对各种细菌(包括肝炎病毒,大肠杆菌,绿浓杆菌及杂菌等)有极强的杀灭能力,而且对杀死霉素也很有效。
"
另外在我国卫生部1991年颁布的"消毒技术规范"中。
寻臭氧的杀菌作用,使用范围及使用方法都有明确的规定。
其中对臭氧的杀菌作用作了明确的肯定:"4.12.2杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌繁体和芽胞,病毒、真菌等,可破坏肉毒杆菌毒素。
臭氧在水中的杀菌速度比氯快。
"
以上这些都是我们国家的法规,充分说明了臭氧灭菌的原理和特点,它即是制药厂选用臭氧灭菌工艺的依据,也是臭氧发生器制造工厂制造臭氧发生器的强大推动力。
2、药品生产中应用范围
尽管在我国的GMP验证中早已推荐了臭氧灭菌方法,但臭氧在药品生产中的应用是在
近二年才开始热起来。
用得比较成功的有以下几个方面:
(一)容器的消毒灭菌
在药品生产中,坛坛罐罐用得很多,分别用管道阀门,仪表连接起来,组成一个生产单元。
对它的消毒,传统方法中比较好的是用酒精浸泡。
反应罐,贮存罐小的一吨半吨,大的十吨几十吨,都要灌满酒精,酒精用量之多可想而知。
消毒完毕后,再将酒精放掉,但在转弯抹角处,仪表阀门的接头处,还会有酒精的残留,去除这些残留酒精,要用氮气吹,直到吹干为止。
酒精用量多,消毒时间长,操作过程复杂。
用高压蒸汽也存在同样的问题,都很费力。
现在用臭氧消毒技术来代替,相对来说要省事得多。
具体方法是:将高浓度的臭氧直接打入管道容器,保持臭氧尾气有一定的浓度,就可以达到消毒灭菌的要求。
因为是对管道容器进行内表层的消毒,所以臭氧浓度用的高一点,我们的设计浓度大于50ppm。
用臭氧对管道容器做消毒灭菌的优点非常明显,臭氧发生器可以流动使用,对不同的罐进行消毒,每个生产单元在每次换料前,都可以及时得到消毒,使用效率很高,很方便,不要用那么多的酒精,不要用氮气,也不要用高压蒸汽。
所以在制药厂就能够得到推广。
(二)中央空调净化系统对洁净区的消毒灭菌
在制药厂,一般来说,洁净区面积较大,多有中央空调净化系统完成对各洁净区的净化消毒。
传统的消毒方法是用甲醛熏蒸,如上所述,甲醛熏蒸的弊病不少,用臭氧消毒来代替是一个好方法。
其方法是将臭氧发生器直接放在空调净化系统的风道中,称为内置臭氧发生器。
臭氧随着风道的气流,送入各洁净区,对洁净区进行消毒灭菌,剩余臭氧吸入回风口,由中央空调带走。
也可以将臭氧发生器放在中央空调风口的外面,将臭氧打入中央空调的风道中,然后被送入各洁净室,称为外置式臭氧发生器。
外置式臭氧发生器安装检修方便,但制造成本要高一点。
两种方法消毒效果都是一样的。
按照卫生部消毒规范的要求,对空气消毒的臭氧浓度是5ppm,但事实上,洁净区的消毒不仅是对空气的消毒,实际上还包括了对物体表面的消毒,所以,我们设计的浓度为10ppm。
每天上班前开机二小时,下班时关机,就可以保证一天内洁净区的浮游菌和沉降菌达到GMP的要求。
据检测报告,应用臭氧发生器,各洁净区在40分钟内,臭氧浓度均达到10ppm以上,菌检全部合格。
而且每天都合格,完全替代了令人头痛的甲醛熏蒸大消毒。
同时,使非生产作业减少,能耗减少,取得了满意的效果。
(三)空间的消毒灭菌
对于中央空调净化系统以外的洁净室,或需要灭菌的其他房间则需单独进行灭菌处理。
方法是选用臭氧发生器,直接安装在该房间内。
根据需要设定消毒时间,消毒结束便自动关机,所以使用非常方便。
对于有洁净度要求的房间,机内装有过滤器,使臭氧发生器具有自洁功能。
臭氧浓度按10-20 ppm设计。
按房间空间体积的大小选型使用。
只要满足臭氧浓度的要求,就可以达到消毒灭菌的目的。
比用化学试剂对房间的熏蒸要省事得多。
(四)物品的表面消毒灭菌
在药品生产过程中,常常要对原材料,工器具,包装物等进行表面消毒,常常使用消毒柜,传递窗等。
传统的方法是用紫外线消毒。
问题主要是在消毒不彻底,所以,若使用在诸如传递窗等要求不高的场合是可以的。
但远不如臭氧的效果好。
能用臭氧发生器做成的消毒柜在制药厂是深受欢迎的。
只要不怕臭氧腐蚀的东西都可以放在柜内进行消毒。
臭氧浓度可以设计的高一点。
可以取得100ppm以上。
(五)水的消毒灭菌
在制药厂用水的地方较多,有医药用水,消毒用水,清洗用水及饮用水等区别。
根据不同的水质要求,采用不同的工艺流程,消毒工艺则用一般的臭氧水处理方法即可达到满意的效果。
这里就不再详细介绍了。