选择性烧结SLS覆膜砂铸型(芯)的试验研究
- 格式:pdf
- 大小:150.21 KB
- 文档页数:6
3D打印技术之SLS(选择性烧结成型法)第一篇:3D打印技术之SLS(选择性烧结成型法)3D打印技术之SLS(选择性烧结成型法)粉末材料选择性烧结(Selected Laser Sintering)粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉等与粘结剂的混合粉)进行选择性烧结,是一种由离散点一层层堆集成三维实体的快速成型方法。
粉末材料选择性烧结采用二氧化碳激光器对粉末材料(塑料粉、陶瓷与粘结剂的混合粉、金属与粘结剂的混合粉等)进行选择性烧结,是一种由离散点一层层对集成三维实体的工艺方法。
在开始加工之前,先将充有氮气的工作室升温,并保持在粉末的熔点一下。
成型时,送料筒上升,铺粉滚筒移动,先在工作平台上铺一层粉末材料,然后激光束在计算机控制下按照截面轮廓对实心部分所在的粉末进行烧结,使粉末溶化继而形成一层固体轮廓。
第一层烧结完成后,工作台下降一截面层的高度,在铺上一层粉末,进行下一层烧结,如此循环,形成三维的原型零件。
最后经过5-10小时冷却,即可从粉末缸中取出零件。
未经烧结的粉末能承托正在烧结的工件,当烧结工序完成后,取出零件。
粉末材料选择性烧结工艺适合成型中小件,能直接的到塑料、陶瓷或金属零件,零件的翘曲变形比液态光敏树脂选择性固化工艺要小。
但这种工艺仍需对整个截面进行扫描和烧结,加上工作室需要升温和冷却,成型时间较长。
此外,由于受到粉末颗粒大小及激光点的限制,零件的表面一般呈多孔性。
在烧结陶瓷、金属与粘结剂的混合粉并得到原型零件后,须将它置于加热炉中,烧掉其中的粘结剂,并在孔隙中渗入填充物,其后处理复杂。
粉末材料选择性烧结快速原型工艺适合于产品设计的可视化表现和制作功能测试零件。
由于它可采用各种不同成分的金属粉末进行烧结、进行渗铜等后处理,因而其制成的产品可具有与金属零件相近的机械性能,但由于成型表面较粗糙,渗铜等工艺复杂,所以有待进一步提高。
选择性激光烧结(SLS)优点•(1)可以采用多种材料。

第1篇一、实验目的本实验旨在通过砂铸制造工艺,实现对金属材料的铸造成型,并探讨砂铸工艺在制造过程中的关键参数及其对铸件质量的影响。
通过本次实验,提高对砂铸工艺的理解,掌握砂铸操作的基本技能,为后续相关工程实践打下基础。
二、实验材料与设备1. 材料:- 金属:铸铁、铝合金、铜合金等。
- 砂材:石英砂、粘土、水等。
2. 设备:- 砂型制造设备:造型机、砂箱、砂芯等。
- 铸造设备:炉子、浇注系统、冷却系统等。
- 质量检测设备:金相显微镜、超声波探伤仪等。
三、实验步骤1. 砂型制备:- 根据铸件图纸,设计并制作砂型。
- 对砂型进行修整,确保其尺寸精度和表面质量。
2. 砂芯制作:- 根据铸件形状,制作砂芯。
- 对砂芯进行修整,确保其尺寸精度和表面质量。
3. 熔炼金属:- 根据金属种类,选择合适的熔炼设备。
- 熔炼金属至所需温度。
4. 浇注:- 将熔炼好的金属液倒入砂型中。
- 控制浇注速度,避免气泡和夹杂物进入铸件。
5. 冷却与脱模:- 待铸件冷却至室温后,进行脱模。
- 对铸件进行初步清理,去除浇注系统等非铸件部分。
6. 铸件检验:- 对铸件进行外观检查,确保无裂纹、砂眼等缺陷。
- 利用金相显微镜、超声波探伤仪等设备对铸件进行内部质量检测。
四、实验结果与分析1. 砂型制备:- 通过实验,发现砂型制备过程中的关键参数包括砂料配比、粘土含量、水分等。
- 砂料配比对铸件尺寸精度和表面质量有显著影响。
- 粘土含量和水分对铸件强度和耐腐蚀性有重要影响。
2. 砂芯制作:- 砂芯的尺寸精度和表面质量对铸件质量有直接影响。
- 实验表明,砂芯制作过程中的关键参数包括砂料配比、粘土含量、水分等。
3. 浇注:- 浇注速度对铸件质量有显著影响。
- 过快的浇注速度会导致气泡和夹杂物进入铸件,影响铸件质量。
- 实验结果表明,适当的浇注速度有助于提高铸件质量。
4. 冷却与脱模:- 冷却速度对铸件内部组织结构和性能有重要影响。
- 实验表明,合理的冷却速度有助于提高铸件质量。

SLS内置热源对烧结密度影响研究的开题报告题目:SLS内置热源对烧结密度影响研究摘要:本文将针对选择性激光熔化(SLS)技术中的内置热源,研究其对烧结密度的影响。
通过对SLS技术的工艺参数、内部结构及烧结性能等因素进行对比研究,得出内置热源在SLS过程中对烧结密度的影响。
关键词:SLS技术;内置热源;烧结密度;工艺参数;内部结构;烧结性能一、研究背景SLS技术是一种新兴的3D打印技术,它可以实现多种材料的高精度复杂结构的制造。
尤其在制造金属粉末零件上,SLS技术具有以下优点:不需要复杂的模具制造过程、可快速制造各种复杂形状的零件、不受限于材料种类等。
然而,SLS技术中零件烧结密度的问题一直是制约其发展的重要因素。
SLS制造零件的烧结密度越高,零件的力学性能、精度和耐用性就会越好。
因此,如何提高SLS制造零件的烧结密度,成为了SLS技术研究的重要方向之一。
二、研究内容本文将对SLS技术中内置热源对烧结密度的影响进行研究。
具体研究内容包括以下几方面:1. 工艺参数对比研究:选取内置热源的SLS技术与普通SLS技术的工艺参数进行比较,分析内置热源对工艺参数的影响。
2. 内部结构对比研究:选取内置热源的SLS制造零件与普通SLS制造零件的内部结构进行对比研究,分析内置热源对内部结构的影响。
3. 烧结性能对比研究:通过对制造出的样品实验,比较内置热源的SLS技术与普通SLS技术的烧结性能,分析内置热源对烧结性能的影响。
三、研究意义1. 深入研究SLS技术的烧结密度问题,对SLS技术的发展具有重要意义。
2. 通过研究内置热源对烧结密度的影响,可以为SLS技术的工艺参数和制造方法提供参考。
3. 为SLS技术在制造零件方面的应用提供理论支撑。
四、研究方法1. 研究方法:文献调研、制造实验、数据分析。
2. 研究工具:SLS设备、扫描电镜、拉伸试验机、测量器等。
五、研究计划1. 前期准备:文献调研、实验准备,预计耗时1个月。

摘要选择性激光烧结(Selective laser sintering,SLS)是一种快速成型工艺。
此技术有独特的优点高分子粉末是目前应用较多的SLS粉料,用高分子粉料制作功能件和代替传统的蜡模应用于精密熔模铸造技术是SLS技术的一个重要的发展方向。
通过查阅文献等方法,详细的介绍和分析了目前发展应用比较成熟的快速成型工艺,以及它们在各领域上的应用和它们的工艺流程。
本文用选择性激光烧结的正交试验对SLS制件平面尺寸和高度尺寸误差进行了详细的测量和理论分析,以及激光功率、扫描速度、扫描间距和分层厚度等成型工艺参数对铸件收缩率的影响。
通过实验数据和理论数据的相结合,以及图表的分析,在查阅一些文献的情况下,得出一个相对准确、科学的结论。
关键词:选择性激光烧结;成型工艺参数;快速成型;SLS高分子粉料AbstractSelective laser sintering(Selective laser sintering, SLS)is a rapid prototyping process. This technology has unique advantages polymer powder is used more SLS powder, with a polymer powder produced functional parts and replace the traditional wax used in precision investment casting technology is the SLS technology is an important direction of development. Through literature and other methods, a detailed description and analysis of the current development and application of rapid prototyping technology is relatively mature, and their applications in various fields and their processWith the development of rapid prototyping technology now, its future use in the field of materials has made a more detailed analysis. SLS rapid prototyping technology development, research prospects and their specific research discussion.Keywords: Selective laser sintering; molding process parameters; rapid prototyping; SLS polymer powder。

浸渗后处理SLS覆膜砂型真空差压铸造薄壁电盒成形工艺研究采用选择性激光烧结砂型(芯)与真空差压铸造相结合能够快速铸造出复杂薄壁铸件,但是SLS快速砂型初强度低、表面质量较差,难以直接用于真空差压铸造,并且真空差压工艺参数较多难以确定。
因此,对SLS覆膜砂型(型)进行后处理强化,探索真空差压铸造SLS覆膜砂型工艺,为SLS覆膜砂型真空差压铸造复杂薄壁铸件成形奠定理论和实际应用价值。
本文以某型号航空薄壁电盒铸件为研究对象,采用浸渗硅溶胶强化SLS砂型,研究浸渗硅溶胶及后固化温度和时间对SLS覆膜砂性能的影响规律,分析浸渗硅溶胶增强SLS覆膜砂的强化机理,优化SLS覆膜砂真空差压铸造加压工艺参数。
实验结果表明,浸渗硅溶胶及后固化温度和时间对SLS覆膜砂强度、表面粗糙度和透气性影响显著。
随着浸渗温度和时间增加,SLS覆膜砂强度、透气性先增大后减小,表面粗糙度先减小后增大,获得最佳浸渗温度为30℃,浸渗时间为15h;随着浸渗后固化温度和时间增大,SLS覆膜砂砂强度、透气性先增大后减小,表面粗糙度先减小后增大,获得最佳浸渗后固化温度为180℃,后固化时间为15h;获得最佳SLS覆膜砂型真空差压铸造薄壁电盒工艺参数为:真空度20KPa,充型压差35KPa,保压时间
160s,凝固压力300KPa,铸型温度120℃,浇注温度为680℃。
并采用SLS覆膜砂型真空差压铸造最佳工艺参数试制了某型号航空薄壁电盒,铸件气密性好、表面质量高。
通过浸渗硅溶胶及后固化工艺强化SLS覆膜砂型与真空差压铸造相结合能够铸造出某型号航空薄壁电盒,获得最佳强化SLS覆膜砂型和真空差压铸造成形工艺,为复杂薄壁铸件快速精密铸造的生产提供理论指导和技术支撑。
SLS技术的成形⼯艺原理⼀、实验名称:选择性激光烧结快速成型⼯艺实验SLS成型技术开辟了不⽤任何⼑具⽽迅速制作各类零件的途径,并为⽤传统⽅法不能或难于制造的零件或模型提供了⼀种崭新的制造⼿段,SLS技术的特点归纳起来主要有以下⼏点:(1)过程与零件复杂程度⽆关,是真正的⾃由制造,这是传统⽅法⽆法⽐拟的。
SLS 与其它RP不同,不需要预先制作⽀架,未烧结的松敞粉末作为⾃然⽀架,SLS可以成型⼏乎任意⼏何形状的零件,对具有复杂内部结构的零件特别有效。
(2)技术的⾼度集成,它是计算机技术、数控技术、激光技术与材料技术的综合集成。
(3)⽣产周期短,由于该技术是建⽴在⾼度集成的基础上,从CAD设计到零件的加⼯完成只需⼏⼩时到⼏⼗⼩时,这⼀特点使其特别适合于新产品的开发。
(4)与传统⼯艺⽅法相结合,可实现快速铸造、快速模具制造、⼩批量零件输出等功能,为传统制造⽅法注⼊新的活⼒。
(5)产品的单价⼏乎与批量⽆关,特别适合于新产品的开发或单件、⼩量零件的⽣产。
(6)材料适应⾯⼴,不仅能制造塑料零件,还能制造陶瓷、蜡等材料的零件。
特别是可以制造⾦属零件。
这使SLS⼯艺颇具吸引⼒。
成型材料是SLS 技术发展和烧结成功的⼀个关键环节,它直接影响成型件的成型速度、精度和物理、化学性能,影响成型⼯艺和设备的选择以及成型件的综合性能。
因此,国内外有许多公司和研究单位加强了这⼀领域的研究⼯作,并且取得了重⼤进步。
从理论上讲任何受热粘结的粉末都有被⽤作 SLS 原材料的可能性。
原则上这包括了塑料、陶瓷、⾦属粉末及它们的复合材料。
⽬前SLS材料主要有塑料粉(PC、PS、ABS)、蜡粉、⾦属粉、表⾯覆有粘结剂的覆膜陶瓷粉、覆膜⾦属粉及覆膜砂等。
(7)应⽤⾯⼴,由于成型材料的多样化,使得SLS 适合于多种应⽤领域,如原型设计验证、模具母模、精铸熔模、铸造型壳和型芯等。
(8)⾼精度,依赖于使⽤的材料种类和粒径、产品的⼏何形状和复杂程度,该⼯艺⼀般能够达到⼯件整体范围内±(0.05-2.5)mm 的公差。
SLS 选择性激光烧结工艺参数对覆膜砂初坯强度的影响*李成阳1,2,顿亚鹏1*,杨伟1,刘建永1,何汉军1,杨全涛1(1.湖北汽车工业学院材料科学与工程学院,湖北十堰442002;2.湖北东裕汽车服务有限公司,湖北武汉430056)快速成型技术的一个重要组成分支就是SLS 选择性激光烧结技术(Selective Laser Sintering )。
这种技术可以在较短的时间内生产出铸型(芯),大大提高生产速度和生产效率。
对比其他铸造方法,SLS 有许多突出优点:开发周期短、制造过程自由度高、成型件应用广泛、材料利用率高等特点。
在覆膜砂烧结机理和后处理强度方面研究深入,王祥宇探讨了真空浸渗工艺对砂型的常温抗拉强度和高温残留强度的影响;樊自田等讨论了选择性激光烧结覆膜砂固化机理和后处理对强度的影响;芦刚等研究了工艺参数对覆膜砂制件尺寸的影响。
但是,对于选择性激光烧结工艺参数对覆膜砂制件初坯强度研究较少,本文分别研究选择性激光烧结参数包括激光功率、扫描速度、扫描间距和分层厚度对制件初始强度的影响,对于提高初坯强度具有重摘要:选择性激光烧结技术(SLS )属于增材制造技术的一种,它拥有非常好的快速成型能力,文章研究选择性激光烧结工艺参数优化处理,论文采用正交实验法,系统研究了选择性激光烧结的四个工艺参数:激光功率、扫描速度、扫描间距和分层厚度对力学性能的影响。
通过万能型砂强度仪测量覆膜砂烧结件的抗拉、抗压、抗弯强度,通过扫描电镜观察各组的覆膜砂微观形貌。
得到最优烧结工艺为激光功率35W 、扫描速度3000mm/s 、扫描间距0.17mm 、分层厚度0.32mm 时覆膜砂烧结件力学性能最佳。
其抗拉强度1.524MPa ,压缩强度0.527MPa ,抗弯强度0.38MPa ,同时显微观察得到砂粒的固化程度较高,砂粒间连接颈密集。
关键词:选择性激光烧结技术;力学性能;工艺参数;连接颈中图分类号:TG24文献标志码:A文章编号:2095-2945(2019)26-0028-05Abstract :Selective laser sintering (SLS)is a kind of additive manufacturing technology,which has very good rapid prototyping a ⁃bility,flexible use and simple operation.By the industry insiders very much attention.In this paper,the optimum treatment of selec ⁃tive laser sintering process parameters is studied.In this paper,orthogonal experiment method is adopted to systematically study the influence of four process parameters of selective laser sintering:laser power,scanning speed,scanning spacing and stratification thick ⁃ness on mechanical properties.The tensile,compressive and flexural strength of the sintered parts of coated sand was measured by a universal sand strength meter,and the micromorphology of each group of coated sand was observed byscanning electron microscope (SEM).The mechanical properties of the sintered parts with coated sand were the best when the optimal sintering process was achieved:the laser power was 35W,the scanning speed was 3000mm/s,the scanning interval was 0.17mm,and the stratified thick ⁃ness was 0.32mm.The tensile strength is 1.524MPa,the compression strength is 0.527MPa,and the bending strength is 0.38MPa.Atthe same time,the microscopic observation shows that the degree of solidification of sand grains is relatively high,and there are many connecting necks formed between sand grains.Keywords :selective laser sintering technology;mechanical properties;process parameters;connection neck*基金项目:十堰市级引导性科研项目(编号:19Y125);大学生创新创业训练计划(编号:DC2019065);十堰市科学技术研究与开发重点项目(编号:16K07);湖北省教育厅科研计划项目青年项目“车用6XXX 系铝合金搅拌摩擦焊工艺及焊接头性能提升研究”*通讯作者:顿亚鹏(1990-),男,汉族,山东菏泽人,硕士,助理实验师,研究方向:增材制造。
选区激光烧结用覆膜锆砂的制备及其SLS成形工艺研究梁小文;王德清;徐志锋;赵开发;聂明明【期刊名称】《铸造》【年(卷),期】2017(066)008【摘要】采用冷、热法制备了覆膜锆砂,并进行了选区激光烧结成形工艺研究,着重探讨了单层扫描面积和激光功率对SLS覆膜锆砂砂型抗拉强度的影响.结果表明:在树脂含量相等条件下,相对于冷法,热法制备的覆膜锆砂的SLS成形砂型抗拉强度明显更高;单层扫描面积对覆膜锆砂砂型抗拉强度影响显著,随着扫描面积的增大,在同样烧结参数下,其成形初强度由0.27 MPa迅速下降到0.04 MPa;而激光功率是决定覆膜锆砂砂型抗拉强度的关键因素,115/170目覆膜锆砂粘结剂含量为2%的条件下,扫描面积约1900 mm2,合适的激光功率为35 W,成功制备覆膜锆砂砂型,并浇注出轮廓清晰、表面光亮的钛合金铸件.【总页数】7页(P814-819,825)【作者】梁小文;王德清;徐志锋;赵开发;聂明明【作者单位】南昌航空大学轻合金加工科学与技术国防重点学科实验室,江西南昌330063;湖北三江航天万峰科技发展有限公司,湖北孝感432000;南昌航空大学轻合金加工科学与技术国防重点学科实验室,江西南昌 330063;南昌航空大学轻合金加工科学与技术国防重点学科实验室,江西南昌 330063;南昌航空大学轻合金加工科学与技术国防重点学科实验室,江西南昌 330063【正文语种】中文【中图分类】TG221【相关文献】1.工艺参数对覆膜砂选区激光烧结成形的影响 [J], 朱佩兰;徐志锋;余欢;梁培2.基于SLS覆膜锆砂砂型的钛合金快速铸造工艺研究 [J],3.抗吸湿性无机覆膜砂的制备工艺研究 [J], 宋小宁;秦升益;任国平4.抗吸湿性无机覆膜砂的制备工艺研究 [J], 任蕊;周晓慧;王超;皇甫慧君;苏华;曹晨茜5.基于选区激光烧结(SLS)技术成形多孔金属材料的工艺研究 [J], 牛爱军;党新安;杨立军因版权原因,仅展示原文概要,查看原文内容请购买。
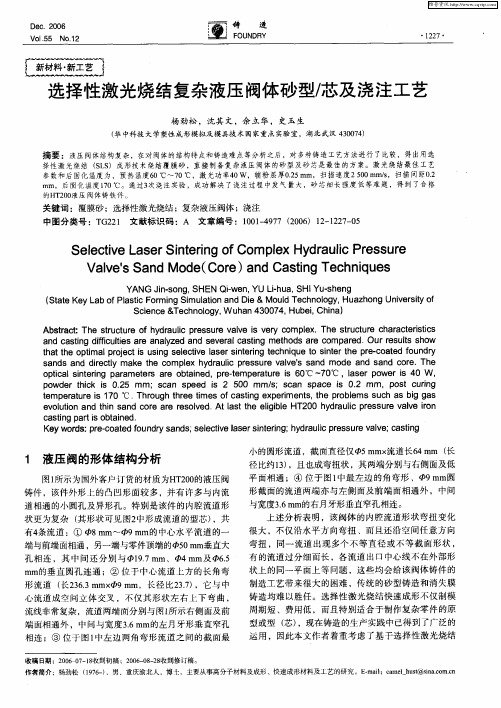
收稿日期:1999-08-20基金项目:国家自然科学基金重点资助项目(59635040)作者简介:樊自田,男,1962年生,副教授,博士1 文章编号 1006-0456(2000)03-0024-06选择性烧结覆膜砂铸型(芯)的试验研究樊自田 黄乃瑜 李焰 刘志力(华中理工大学材料科学与工程系,湖北武汉430074) 摘要 采用特殊配制的覆膜砂作为选择性烧结材料,试验研究了各烧结参数(扫描速度、激光功率、烧结层厚等)对烧结试样强度的影响,分析了激光束作用下覆膜砂硬化的特征,烧结了铸造用型(芯),用该铸型(芯)浇注了金属铸件1关键词 快速成型,选择性烧结,激光扫描,铸型(芯),工艺参数中图法分类号 TG 24915 文献标识码 A选择性激光烧结(S LS —selected laser sintering )是根据由C AD 三维模型切片分层所获得的数据或层面信息,采用激光有选择地烧结固体粉末材料(塑料、蜡、陶瓷、金属等),并使烧结成型的固化层逐渐增长,生成所需形状的构件〔1〕1但由于材料和工艺的原因,目前用S LS 法直接烧结的金属零件在强度和精度上都很难达到理想的结果1故通常是选择性烧结蜡基粉末、塑料等形成原型,然后借助熔模铸造来浇铸金属零件;或用陶瓷粉烧结陶瓷壳型来浇铸金属零件〔2~4〕1从我们获得的信息和资料报道来看,用覆膜砂作为烧结材料,直接烧结铸造用壳型(芯)的实验研究工作开始于1997年初的欧洲(如德国)〔5,6〕1华中理工大学同期展开了这项研究工作,并取得了初步成果11 试验装置、方法及材料由华中理工大学研制的RPM -Ⅰ型快速造型机(LOM ),经改造而成试验装置,原理如图1图1 S LS 试验装置原理图所示1试验装置由计算机控制系统、激光扫描系统、工作台升降系统、盛粉料套筒等组成,加料由人工完成1盛粉料套筒为内外多层设置1盛粉料外套筒固定在机器架上;盛粉料内套筒固定在工作台上1每烧结完1层,工作台下移1个料层距离,待加料刮平后,激光头进行下一层的扫描烧结1扫描方法为光栅扫描法1自己配制的覆膜砂,经破碎过筛后使覆膜砂的直径小于0.2mm 12 用壳型砂烧结试样的试验研究为了实现用壳型砂烧结铸型(芯)的目的,我们第22卷第3期2000年9月南昌大学学报(工科版)Journal of Nanchang University (Engineering &T echnology )V ol.22N o.3Sept.2000首先必须了解壳型砂在不同的激光扫描烧结工艺参数的作用下强度的建立和变化情况1为此我们选用了标准“8”字试样为烧结试样1测试不同烧结参数(扫描速度v ,功率N ,层厚δ等)下烧结试样的抗拉强度p 的变化,结果如图2(a ),图3(a ),图4(a )所示1(a ) 保温前 (b ) 保温后图2 扫描速度与烧结试样强度的关系N =6W ,δ=3mm 从图中可以看出:随着(激光器输出的)扫描功率的增加,烧结试样的抗拉强度值不断增加;而随着扫描速度和烧结层厚的增加,烧结试样的抗拉强度值不断下降1激光扫描加热是光能转化为热能、粉末材料受热升温的过程,升温的大(a ) 保温前 (b ) 保温后图3 输出功率与烧结试样强度的关系v =10cm/s ,δ=3mm 小决定于激光的功率、光斑尺寸、材料的吸收率、扫描速度等许多因素1对于某种特定材料,在激光束光斑尺寸(聚焦焦距)一定的条件下,材料的受热温度主要与激光功率、扫描速度和每一烧结层材料的厚度有关1激光功率越大,扫描速度越慢,材料的受热温度越高,试样的烧(a ) 保温前 (b ) 保温后图4 烧结层厚与烧结试样强度的关系N =6W ,v =10cm/s结强度也越高1对于每层材料来讲,接触激光直接照射时的“上表面”,受热温度最高;而远离激光直接照射的“下表面”,受热温度最低,它们只能靠材料的导热来升温(升温的大小与材料的导热系数有关)1因此,每一烧结层材料的厚度较大时,材料“下表面”的受热温度较低,烧结试样的强度也较低;而当烧结厚度较小时,烧结试样的强度也较高1我们将烧结后的试样经加热保温处理后(约240℃下保温30min ),测试烧结试样的抗拉强度,会得到相反的结果,如图2(b ),图3(b ),图4(b )所示1・52・第3期樊自田等:选择性烧结覆膜砂铸型(芯)的试验研究图中结果表明,烧结后试样的抗拉强度越低,保温后该类试样的抗拉强度值反而越高1即加热保温处理后试样的强度值,随烧结层厚和扫描速度的增加而增加,随扫描功率的增加而减少1这主要与覆膜砂的受热(激光扫描照射)硬化特点有关1覆膜砂受热硬化的温度范围为180~300℃,最佳硬化温度为245~275℃〔7〕1当覆膜砂的受热温度高于300℃时,其表面的树脂膜因温度过高而碳化;而当覆膜砂的受热温度为150~180℃时,砂粒表面的树脂膜发生“重熔”;而受热温度低于150℃时,砂粒仍为散砂(没有变化)1因此,当覆膜砂受激光束照射时,达到“硬化”温度(≥180℃)的砂粒量越多,试样的粘结强度越高;而低于180℃的砂粒量越多,试样的粘结强度越低1但激光扫描烧结时,没有达到“硬化”温度的砂粒,经保温加热后达到“硬化”温度而完全硬化,使得试样的强度大为增加1当激光扫描速度较高或输出功率较低时,扫描后试样的受热温度较低,达到“硬化”温度的砂粒量较少,故试样的强度较低;而加热保温后,未“硬化”的砂粒粘结剂被硬化,使得试样的强度反而上升1砂层厚度对试样强度的影响与上述情况的原理相同1在激光扫描速度和功率相同的情况下,砂层越小,每层砂的“下表面”的受热温度越高(热传导距离较小),达到“硬化”温度的砂粒量越多,故保温加热前试样的强度较高,而保温加热后试样的强度较低1当砂层厚度较大时,每层砂的“下表面”的受热温度较低,没有达到“硬化”温度的砂粒量较多,故保温加热前,试样的强度较低;而保温加热后,未硬化的粘结剂完全硬化,促使试样的强度大为增加13 激光束作用下覆膜砂硬化的机理311 覆膜砂的受热硬化反应用于制造铸造壳型(芯)的覆膜砂,主要由原砂、粘结剂(酚醛树脂)、固化剂(乌洛托品)、添加剂(硬脂酸钙等)按一定的覆膜工艺配制而成1在造型制芯的过程中,当覆膜砂被加热时,部分乌洛托品(六亚甲基四胺)与树脂中的残留水分作用,形成甲醛和氨气:(CH 2)6N 4+6H 2O Δ6HCOH +4NH 3↑生成的甲醛能与线型酚醛树脂分子进一步反应,使树脂由线型结构转变为体型结构的大分子;NH 3造成的碱性气氛,有利于反应进行1首先,甲醛使酚醛树脂分子链上若干苯酚羟基的对位处生成羟甲基:θOHCH 2—n +x HCH O θ…OH CH 2θCH 2OHOH CH 2—…然后,此酚羟甲基再与其它酚醛树脂分子苯酚核的对位或邻位的活性氢原子缩合,生成亚甲基“—CH 2—”键,使树脂由热塑性变为热固性而固化1如提高加热温度,已交联成体型结构的酚・62・南昌大学学报(工科版)2000年醛树脂不会再软化1312 激光作用下覆膜砂受热固化的机理覆膜砂在激光作用下受热固化与铸造生产中壳型(芯)的加热固化不同1当激光束扫描覆膜砂表面时,表面的覆膜砂吸收的光能向热能的转换是瞬间发生的1在这个瞬间,热能仅仅局限于覆膜砂表面的激光照射区;通过随后的热传导,热能由高温区流向低温区1因此,在表面与内层之间形成了一个温度梯度1图5 激光扫描时砂层温度场示意图由于扫描激光的光束采用基横模TE M 00,光斑是一圆形斑,但在圆斑范围内光强度分布并不是均匀的,而是呈高斯型分布〔8〕,即光斑的中心的强度最高,温度也最高1因此,单根激光束扫描后,在砂层中形成的温度场示意图如图5所示1其中a 区的受热温度(180~300℃)达到了树脂的固化温度;b 区达到树脂的软化温度(150~180℃);受热温度在150℃以下的c 区,砂粒之间不能相互粘结1因为树脂粘结剂和石英砂的导热性都较差,故a ,b 区的面积较小,a 区的面积比激光束扫过的面积略大,所以光斑直径和b 区大小是造成S LS 制件轮廓误差的原因之一1激光束扫描砂面后,覆膜砂的硬化程度与光斑的直径d 0,扫描线间距p ,砂层厚度等有很大关系1当激光的输出功率和扫描速度一定时,特定的覆膜砂能硬化的厚度h 0和软化的深度h w 可看作一定值,如图6所示1从图6中可以看出:p <d 0的烧结硬化效果好于p =d 0的硬化效果;而p =d 0的烧结硬化效果又好于p >d 0的硬化效果1为了使层与层之间能经激光扫描照射后粘结,每层烧结的砂层厚度δ应满足条件:δ<h w1(a ) p >d 0, (b ) p <d 0, (c ) p =d 0, (d ) p >d 0, (e ) p <d 0, (f ) p =d 0,δ=h w δ=h w δ=h w δ<h w δ<h w δ<h w图6 扫描线间距、层厚、光斑直径、硬化深度对覆膜砂硬化程度的影响对于光栅扫描法(即每层采用两组相互正交的x -y 方向扫描固化线:先沿y 方向扫描,然后在x 方向上进行扫描)来讲,扫描线间距p 可以比光斑直径d 0略大1此时,硬化区域在砂型(芯)内构成网状结构1313 提高覆膜砂烧结强度的方法试验结果表明,覆膜砂在激光束扫描照射下硬化的强度值(以下简称“初强度”)较低,其原因是:1)光束照射加热的时间很短(可以认为是瞬间加热);2)覆膜砂的热传导系数较小(树脂膜和石英砂都是非金属材料);3)光束照射加热的最高温度不允许太高(当最高温度大于300℃时,树脂膜受热而碳化)1为了提高砂层的整体受热温度(即提高初强度值),而又使最高温度不大于300℃,采用较低扫描功率和扫描速度进行扫描烧结应是上策1另外,在激光束扫描照射前,对覆膜砂进行预加热处理(预加热温度应小于覆膜砂的软化点温度),可以提高试样的烧结强度;加入某些导热・72・第3期樊自田等:选择性烧结覆膜砂铸型(芯)的试验研究添加剂,对酚醛树脂粘结剂进行改性(以提高其导热性),或适当增加覆膜砂中粘结剂的加入量等都可提高烧结试样的强度值1激光束扫描加热和覆膜砂受热硬化的特点,使得在激光束照射后的覆膜砂可分成:硬化粘结区、软化粘结区和末粘结区等3部分1在铸型中,硬化粘结区、软化粘结区所占比例越大,铸型的烧结强度越高1由于对烧结的试样进行再加热保温处理后,其中的软化粘结区和末粘结区会受热而固化,使得试样的强度提高(再加热对硬化粘结区没有影响),因此试样中软化粘结区和末粘结区所占的比例越大,试样经再加热后强度值提高越大1所以,激光扫描后的试样的初强度值大小往往是与试样再加热后强度值的大小相矛盾的(前者的强度值上升要以后者的强度值下降为代价,或者相反),不能同时使两者的数值都达到很高1用S LS 法烧结覆膜砂铸型(芯)时,由于激光扫描烧结后铸型(芯)的强度较低,不能直接用于浇铸铸件,必须对激光烧结的铸型(芯)进行再加热保温处理1为了最终浇铸合格的铸件,用S LS 法烧结的覆膜砂铸型(芯)加热保温处理前后的强度值都要有足够大1前者要经受住散砂清除、型(芯)翻转、搬运、加热等过程中作用力;后者要经受住浇注时金属液的静压力和热作用力等1两者的大小主要与覆膜砂的性能、激光的扫描烧结工艺参数等有关,应根据不同的铸型(芯)情况(大小、复杂程度等)求得满意的效果14 举例在实验的基础上,我们进行了烧结铸造用铸型和浇注铸件实践,所采用的激光扫描烧结参数为:扫描速度v =10cm/s ,扫描输出功率N =6W ,砂层厚度δ=0.20mm 和自己配制的覆膜砂1我们烧结成了铸造用壳型,其照片如图7所示1用烧结的覆膜砂壳型经上涂料、烘干、烧注制得的铸件见图8所示1图7 覆膜砂壳型照片 图8 用壳型浇铸的铸铝件5 结论1)采用选择性激光烧结法和覆膜砂作烧结材料,可以直接烧结铸造用型芯和浇铸铸件1该方法的烧结材料成本低,来源广泛,且材料消耗少1它与用其它快速成型方法生产金属零件相比,生产工艺过程短,成型速度快,还可制造复杂的金属零件1该工艺方法及其材料的不断・82・南昌大学学报(工科版)2000年改进和完善、铸件精度的进一步提高将使得它具有巨大的应用前景12)用S LS 法烧结覆膜砂时,砂样的烧结强度与材料的性能、激光的扫描速度、激光的输出功率、砂层厚度等因素有关1激光扫描速度越低,激光的输出功率越大,砂层厚度值越小,砂样烧结的初强度值就越高;反之,初强度值就越低13)用S LS 法烧结的覆膜砂铸造壳型芯,初强度较低,不能直接用于浇铸铸件,必须对烧结的铸型(芯)进行再加热保温处理;并且,再加热保温前铸型的强度值越大,再加热保温后铸型的强度值越小1因此,必须根据铸型(芯)的大小、复杂程度等具体情况调整激光的扫描烧结工艺参数,以求得满意的效果14)提高砂样的烧结初强度,开发新型浸涂涂料,提高铸件的精度,是进一步工作的主要内容1参考文献〔1〕 王运赣,林国才,陈国清1ZIPPY 系列快速成型系统〔J 〕1中国机械工程,1996,7(2):58~601〔2〕 Warner M C.Rapid Prototyping Cuts T imes ,C osts to Build Finished Parts 〔J 〕1M odern Casting ,1993,(10):25~271〔3〕 马涛,孙建民,宗贵升1用选择性激光烧结实现快速精密铸造〔J 〕1中国机械工程,1997,8(5):21~231〔4〕 樊自田,黄乃瑜,罗吉荣等1用快速成型技术生产金属零件的方法及评价〔J 〕1中国机械工程,1997,8(5):25~261〔5〕 Carey P ,K erns K.The European Direct Shell Sand C ore and M old Making Rapid Prototyping Process 〔J 〕1AFS 101Castings C ongress ,1997,(4):20~231〔6〕 Beaudoin R.Rapid Prototyping Heads Sessions 〔J 〕1M odern Casting ,1997,(6):601〔7〕 曹文龙1铸造工艺学〔M 〕1北京:机械工业出版社,19891〔8〕 李力钧1现代激光加工及其装备〔M 〕1北京:北京理工大学出版社,19931I nvestigation on the Pre -coated C asting Molds (or Cores)Made by the Selected Laser SinteringFan Z itian Huang Naiyu Li Y an Liu Zhili(Materials Science and Engineering Department ,Huazhong Univer sity o fScience and Technology ,Wuhan 430074,China )ABSTRACT Using the special pre -coated sand as the material of the selected laser sintering ,we test and investigate the strength of the testing parts in different sintering parameters (scanning speed ,laser power ,sintering thickness ,and s o on ).The characteristics of corning sand hardened by laser beam are an 2alyzed.The casting m olds (or cores )are sintered ,and metal castings are made by using the casting m olds (or cores ).KE Y WOR DS rapid prototyping ,selected laser sintering ,laser scanning ,casting m old (core ),technological parameters・92・第3期樊自田等:选择性烧结覆膜砂铸型(芯)的试验研究。