电化铝定位烫印的两个解决方案
- 格式:pdf
- 大小:78.69 KB
- 文档页数:3
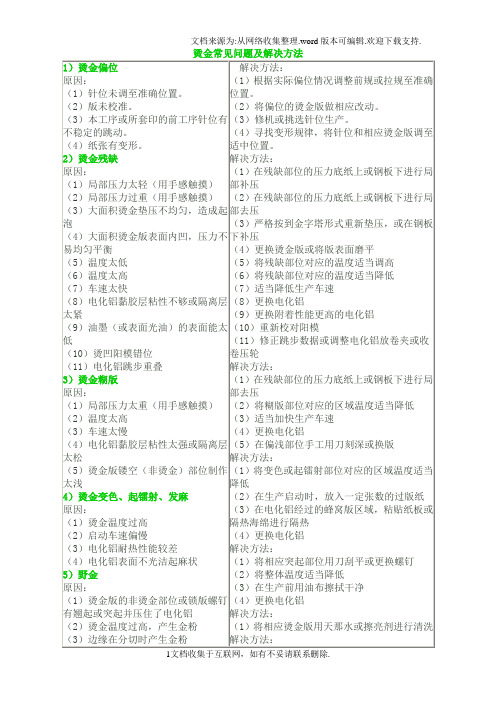
现象:是在烫印印版温度的影响下,非烫印部分的铝层也从片基上脱落下来。
造成糊版、瞎字,渍边等。
原因:1.电化铝的脱落层适性不佳。
若烫印印版压力,温度和时间均可,印迹效果也理想,但是非烫印部分总是过分脱落,特别是烫印较大型的图型宽边的图案时,不仅图案周围渍边,圈内较大的非实印部分也脱落,这就是电化铝脱落层不佳所致。
2.印版温度过高。
温度超出了正常温度,压烫时间又较长时,不但烫印部分胶层被过分溶化,且印版周围的非烫印部分的胶层也被烤化了。
此时,虽然这部分不受压力,其胶粘物同样能够接触到承印物,因此,使铝膜不规则的沾在印刷体上。
3.衬垫物较软,印版压力过重。
衬垫软有无弹性,印版的压力又很重,当印版进行压印时,其衬垫物有较大的收缩变型,在压印处形成凹坑,继续压印时,印版正面接触铝膜,印版侧面也接触到了铝膜,造成图纹周围有铝层渍在承印物上。
2、脱落不全现象:指烫印电化铝后,铝层没有从片基上全部脱落下来,而在承印物的色层上,出现一些小白点或花斑纹。
原因:1.电化铝自身的弊病。
电化铝膜上有空缺点和花斑纹。
铝层上,胶层上都可能有,则会造成这样的毛病。
2.底层是油墨的加入了不当的辅料,是塑料的有硬块。
在印刷较大面积的图案时,为防止粘脏,在油墨中加入防粘粉剂,这些东西既粗又轻,会悬浮于墨层表面;塑料表面或其内有粒粉,烫印电化铝时,会粘掉,则出现空白点。
3.烫印版的温度不够。
印刷图案面积大,速度又较快,而温度不足时,电化铝膜上的胶层不能充分熔化,则有些地方就不会完整的脱落铝墨而纸。
工艺操作不当。
烫印工艺的压力,温度和压印时间,都应控制在最佳点上,并要协调一致。
如有一个因素调节不当,则会出现事故。
4.还有电化铝走动的松紧度不当,太松,出现糊版、瞎字、渍边;过紧、又会出现脱落不全。
压印后,印版与铝膜脱离过于急促,也会造成故障。
3、色层不牢现象:电化铝箔被烫印在被印物上后粘结的不牢固。
有些产品经烫印后从外表上看,烫印层的效果不错,但经摩擦或碰撞时,铝层就会部分的脱落。
包装印刷几种节约烫金电化铝的工艺改进方法■文/陕西金叶印务有限公司梁栋苟智国宋波谢冲冲痛要:随着现代印刷技术的持续发展,人们对印刷产品的档次要求越来越高。
电化铝烫金以自身光泽炫丽、晶莹夺目的效果在包装印刷生产中使用率越来越高,满足消费者日益增长的消费需求,电化铝烫金技术在现代包装印刷设计中起到的作用日趋明显。
随着消费者市场日益增长的需求,电化铝烫金技术在使用的同时不断革新,如何在电化铝烫金生产最大量节约电化铝的用量,降低生产成本,成为包装印刷企业越来越关注的问题。
关被词:烫金电化铝泊节约方法经济效益引言烫金是目前在包装企业中被广泛应用的一种印刷工艺,烫金一般是借助加热和加压的办法,用安装在烫印机上的烫金版,通过电化铝泊在短时间内合压将图案或文字转移到被烫印品表面的加工工艺。
烫金技术是增加印刷产品标签、商标等视觉效果、提升产品档次的重要工艺。
烫金从烫印方式上可分为热烫和冷烫。
热烫是需要借助加热和加压来完成电化铝箔转移的烫印工艺。
冷烫是使用的特种电化铝,其背面不涂胶,粘合剂在印刷时直接涂在需要装饰的位置上,将电化铝箔经一定的压力转移到包装印刷品表面的工艺。
烫金从工艺上可分为先烫后印和先印后烫,先烫后印是在印品上烫印电化铝箔,之后再印产品图标,先烫后印是烟标设计和印刷行业的创新,是电化铝在工艺上的特别应用,该烫金工艺的应用对电化铝的要求很高。
先印后烫则是在已印好图标的印品需要烫金部位的表62|中国包装2019.12包装印刷面上烫印需要的图案。
上述烫金工艺各有特点,满足不同印品的 烫金要求。
1 •电化铝箔国产电化铝箔一般为4〜5层材料经过一种 化学反应通过涂布机等多种工艺制作而成,这 些材料的性能直接决定了烫金的质量和烫印效 果。
底层基膜层,国内一般采用16um 厚双向拉 伸的聚酯薄膜;主要作用是支撑依附在上面涂 层和便于烫印加工时的连续动作,有强度大、 抗拉、耐高温等性能。
第二层脱离层,主要成分是有机硅树脂, 它主要的作用是在烫印后,不管是在加热或是 加压前,可以很好的促使基膜层和色层分离。
电化铝烫印原理及工艺条件电化铝烫印是利用专用箔,在一定的温度下将文字及图案转印到塑料制品的表面。
其优点在于该方法不需要对表面进行处理,使用简单的装置即可进行彩印。
此外,还可以印刷出具有金、银等金属光泽的制品。
电化铝烫印的材料:电化铝烫印的主要材料是电化铝,也叫烫印铝。
是由聚脂薄膜基片和转印层构成。
烫印箔的种类:可以分为卷筒箔和单张箔。
还可以按照承印物的种类来分:比较常用的有1#;8#;12#;15#;18#通用签。
按照色泽分,比较常用的有:金银箔、棕红箔、浅蓝箔、黑色、大红、绿等。
1#电化铝:适合烫印在底色是浅色墨、质地较为松软的纸张、皮革、漆布、丝绸以及有机玻璃或塑料表面。
8#电化铝:适合烫印于纸张、漆布、皮革。
12#电化铝:适合烫印有机玻璃、硬塑料、及部分上光纸表面。
15#电化铝:能够于塑料薄膜、软塑料制品表面烫印。
18#电化铝:电化铝适合烫印在底色是深色墨和粗线条的纸产品,皮革上。
烫印的工艺质量和影响因素:电化铝烫印实际上就是利用热压转移的原理,在一定温度和压力作用下,热熔性的有机硅树脂脱落层和粘合剂受热熔化,有机硅树脂熔化后,其粘结力减小,铝层便与基膜剥离,热敏粘合剂将铝层粘接在烫印材料上,带有色料的铝层就呈现在烫印材料的表面。
烫印步骤有以下几步:1. 烫印箔与基材接触。
2. 施加热和压力。
3. 卸除压力,聚脂薄膜脱离。
4. 进给烫印箔,更换将烫印的印件。
质量:受电化铝与承印材料之间的烫印适性、速度、温度、压力影响以及烫印版的质量、装版和热版技术、电化铝张紧度和烫印机机况等综合因素的影响,烫印的质量也会有所差异。
完美的烫印主要取决于,温度、压力、时间。
烫印温度:当烫印温度过高会出现使烫印印迹失去金属光泽、起泡、边缘不清晰、糊版等故障。
当烫印温度过低,会出现烫印不牢、字迹发毛、甚至无法烫印。
温度适用标准:1# 80℃~90℃;8# 75℃~90℃;12# 75℃~90℃;15# 60℃~70℃;纯金80℃~130℃;色箔,金银箔70℃~120℃。
电化铝烫印常见故障及处理一、烫印不上(或不牢)烫印不上是电化铝烫印中最常见的故障之一。
电化铝烫印不上或烫印不牢,首先要从烫印的印刷品底色墨层上找原因。
被烫物的印刷品油墨中不允许加入含有石蜡的撤粘剂、亮光浆之类的添加剂。
因为电化铝的热熔性粘合剂即便是在高温下施加较大的压力,也很难与这类添加剂中的石蜡粘合。
调整油墨粘度最好加放防粘剂或高沸点煤油,若必须增加光泽可用19#树脂代替亮光浆。
厚实而光滑的底色墨层会将纸张纤维的毛细孔封闭,阻碍电化铝与纸张的吸附,使电化铝附着力下降,从而导致电化铝烫印不上或烫印不牢。
所以,在工艺设计时要为烫印电化铝创造条件,使烫印电化铝部位尽量少叠墨,特别要禁止三层墨叠印。
对于深色大面积实地印刷品,印刷时可采取深墨薄印的办法,即配色时,墨色略深于样张,印刷时墨层薄而均匀,也可以采取薄墨印两次的办法,这样既可以达到所要求的色相,同时又满足了电化铝烫印的需要。
印刷时由于油墨干燥速度过快,在纸张表面会结成坚硬的膜,轻轻擦拭会掉下来,这种现象称为“晶化”。
墨层表面晶化是印刷时燥油加放过量所致,尤其是红燥油,会在墨层表面形成一个光滑如镜面的墨层,无法使电化铝在其上粘附,从而造成烫印不上或不牢。
故应避免使用红燥油或严格控制其用量。
科学合理地选用电化铝是增加烫印牢度、提高烫印质量的先决条件。
每一型号的电化铝都与一定范围的被烫物质相适应,选用不当,无疑会直接影响烫印牢度。
目前,被烫印的物质大致可以分为大面积烫印、实地、网纹、细小文字,花纹烫印等几个档次。
在选用电化铝材料时,除了要参照电化铝的适用范围,同时要考虑上述被烫印物质的具体情况。
如前所述,只有当烫印温度、压力合适时,才能使电化铝热熔性膜层胶料起作用,从而很好地附着手印刷品等承印物表面。
反之,压力低、温度不够必然会导致烫印不上或烫印不牢。
二、反拉反拉也是较常见的烫印故障。
所谓反拉,是指在烫印后不是电化铝箔牢固地附着在印刷品底色墨层或白纸表面,而是部分或全部底色墨层被电化铝拉走。

电化铝烫印常见故障原因及处理方法烫印不上或图文发花烫印时,图文出现发花露底或根本烫印不上,其原因一般是烫印温度过低,压力过小,底色墨层晶化等。
(1)烫印温度过低。
印版烫印温度过低达不到电化铝箔脱离片基并转印到承印物上所需要的最低温度,烫印时,电化铝箔没有完整地转移,致使图文发花、露底或烫印不上。
发现这种质量问题,要及时适当地调高电热板温度,直到烫印出完好的印品。
(2)烫印压力小。
烫印过程中,如果印版烫印压力过小,对电化铝箔施加的压力过轻,则电化铝箔无法顺利转移,使烫印图文不完整。
发现这种情况应先分析是否属于烫印压力小,并观察压印痕迹轻重,如属于烫印压力小,应增大烫印压力。
(3)底色干燥过度,表面晶化。
承印物表面的底色墨层太厚,干燥过度,就会发生晶化,使电化铝箔烫印不上。
烫印时,底色干燥程度在可印范围内立即印刷。
印刷底色时,墨层不应太厚,印刷量大时,要分批印刷,适当缩短生产周期。
一旦发现晶化现象可以适当增大烫印压力。
印刷量不多时,对墨层晶化表面进行除油、打毛处理。
(4)电化铝箔型号不对或质量不好。
电化铝箔型号不对或质量不好时,也使烫印质量出现问题。
这时应更换型号合适、质量好、粘合力强的电化铝箔。
烫印面积较大的承印物,可连续烫印两次,可以避免发花、露底和烫印不上。
烫印的图文发虚、发晕烫印过程中,发现图文发虚、发晕,主要从以下几方面找原因和解决办法:(1)烫印温度过高。
印版的烫印温度过高,使电化铝箔超过所能承受的限度,烫印时,电化铝箔向四周扩展,产生发晕、发虚现象,发现这一故障,必须根据电化铝箔的特性,将温度调整到合适的范围。
(2)电化铝箔焦化。
烫印过程中停机过久,会使电化铝箔的某一部分较长时间与电热高温印版接触而发生受热焦化现象,图文烫印后发晕。
生产过程中,如遇停机应降低温度,或将电化铝箔移开,也可以在温度较高的印版前放一张厚纸,使电化铝箔与印版隔离。
图文印迹不齐整电化铝烫印时,图文印迹四周发生毛边现象,影响印刷的质量。
如何提高电化铝烫印质量电化铝烫印又称烫电化铝、电化铝印刷,其最大的特点之一是一种不需要用胶辊着墨的图版印刷的特殊工艺,烫印时用立式平压平印刷机,将无粉腐蚀出来的锌版、铜版腐蚀烂深或者雕刻铜版,用聚乙烯醇胶或者其他胶粘剂,将锌版、铜版(15mm厚)粘贴附着固定在印刷版平台的电热板上面,温度控制在70~150℃之间,每烫印一次,筒装电化铝根据版面长度由齿轮控制轴辊转动移进一段距离,为下次烫印余留未经烫印的电化铝。
电化铝的颜色以金色为主,另外,还有红色、绿色、银色、监、橘色、宝蓝色等几十种颜色,有单色、以及多色带各种各样立体图案,称得上是五彩嫔纷、琳琅满目,可烫印各种包装装潢、高标、烟、酒装潢、书刊封面、年历、牙刷、塑料、漆布、漆纸、木材制品的木筷、木扇、工艺品等。
?电化铝烫印以其成品金光灿烂、色泽美观,起着点缀商品包装装潢的作用,受到人们的青睐,富贵典雅的装饰性是其他印刷方式无法替代的,且成本低廉、适用范围广泛、工序简单。
电化铝烫印必须掌握温度、时间、压力三者的关系。
?一、电化铝的组成、质量、保管?电化铝箔一般都是由五层不同的材料组成。
? 第一层是基膜层,主要是起着连接和支撑的作用,它是由0012~0020mm厚的尼龙涤丝薄膜组成。
?第二层是脱落层,起隔离作用,它的主要成分是热熔性的有机硅树脂,受热之后会自行熔化脱落。
?第三层是着色层,决定电化铝色彩,它由耐热的透明合成树脂(丁醇改性三聚氰胺树脂与顺丁烯二酸酸酐松青树脂)和染料在有机溶剂(丙酮、醋酸乙脂里溶解后成色,涂布在脱落层表面。
银色和电化铝的铝色相同,银色是电化铝的本色,所以,银色的电化铝没有这一层。
?第四层是镀铝层,起着增加光泽的作用。
气态铝在真空条件下,均匀地附着在着色层的表面。
?第五层是热熔化膜层,它是由热熔性的胶料组成。
电化铝箔的不同用途和型号就是由这一层来决定的。
?电化铝的用途区分有烫印纸张、漆布、漆纸、塑料、木材四类。
?电化铝的质量标准:①涂色均匀,烫印之后没有可见色花;②光亮度好,色泽接近标准样;③结构紧密,不脱落掉粉。
电化铝烫印故障原因及排除技巧1. 电化铝烫印不牢.烫印不牢的起因较多,处置方式也各有差别,总结起来,重要有如下3种①烫印温度低或压力轻而导致烫印不牢时,可从新调整烫印温度和压力.②在印刷过程中,油墨中添进的燥油适量,使墨层名义干燥过钝产生晶化,使印箔烫印不上.解决办法是,首先印刷时绝量防备晶化的呈现,其次,如晶化产生后,光稳定剂,可弃下烫印箔,在加热忱况下把印品空压一遍,先损坏其晶化层后,再进走烫印.③在油墨中参加适质的露有蜡质的撤咸剂、防黏剂或不干性的油性物资也会发生烫印不牢.结决措施是先在印版上粘上一层接收性强的纸空压一遍,将顶色朱层上的蜡量、不干性油质呼附掉后,再入言烫印操息.2. 电化铝烫印的图文发虚、领晕烫印过程中,发明图文发虚、发晕的故障,主要是烫印温度太高、电化铝箔焦化等原因引起的.假如印版的烫印温度过高,使电化铝箔超过所能蒙受的限度,此时烫印,电化铝箔会向四处扩大,产生发晕、发虚现象,必需根据电化铝箔的特征将温度调整到折适的规模.对电化铝箔焦化,主要是烫印过程中停机过久,使电化铝箔的某一局部较长时光取电暖低温印版交触而产生蒙热焦化景象,图文烫印后就会发晕.因而,出产过程中如逢停机应下降温度,或将电化铝箔移启,也能够在温度较高的印版前抬一弛厚纸,使电化铝箔与印版隔离.3. 电化铝字迹含混、糊版.产生这个故障的主要本果是烫印温度过高、电化铝镀铝层过厚、压印力气过大、电化铝装置松弛等造成的.要依据详细情形采用相应的办法解决.烫印温渡过高是引讫笔迹不清和糊版的主要原因, 电化铝烫印进程中,乳化剂,若印版暖度功高,造成片基层和其它膜层转移、黏化,制成字迹不清和糊版.则烫印时应根据电化铝箔的温度实用范畴,适该调低烫印温度.此外,应抉择镀铝层较厚的电化铝,调剂适合的压力,并恰当调整压舒滚筒压力跟发卷滚筒拉力.。
电化铝定位烫印的两个解决方案
电化铝烫印是包装产品常用的生产工艺。
而印品的定位则是烫印工艺过程的一个基础环节,操作者的装版效率如何,以及产品套印的准确与否,取决于印品的定位工艺。
近期,我厂一台平压平结构的电化铝烫印设备在烫印一种枇杷酒商标时,操作者对印品的定位感到很为难。
其原因是:该印品幅面为39cm×36cm,版面拼为纵横交错的11小版,需分作4次烫印才能完成,且由于客户需急用一小部分,得把大张的半成品上的各小版,先烫印一小批量,然后再分切成单版的成品,这样频繁的调整规矩,实在让人感到很麻烦。
此外,当烫印到印品拖梢部位的几版时,印版移至版框边缘极限位置的情况下,印张前规部位(即咬口纸边)需凸出平板极限压印线约6cm,也就是说,压印平板上的前规无法再往下移动了,压印平板太小,不能进行定位。
针对上述问题,笔者经过认真的观察和思考,通过采用以下工艺创新方法,实现了快速、准确的定位,保证了正常的生产,这一工艺方法深受操作者的欢迎。
1.用模切钢刀片制作规矩,解决压印平板上的前规块无法下移问题。
先切取长约11cm的模切刀片两条,并分别将这两条刀片的一端,大约在距边缘1cm处折成90°的角,以作为规矩用。
规矩定位安装时,用双面胶将这两条刀片规矩,分别直接粘贴于压印平板下方适
当位置上,使钩形面朝上,并悬出平板极限压印线约6cm,即可起到充当规矩的作用。
规矩粘贴准确之后,再用透明胶将压印平板上的刀片边缘粘盖住,这样既可起到保证粘合牢固的作用,又有利于摆纸操作的顺畅,确保套印的准确。
2.用透明片基印制“模样”,一次性确定规矩的位置。
按照传统的操作方法,装版后先是试烫一张,然后根据试烫版面图文的位置,粗略估计并调整印版或规矩的位置。
这样往往要经过反复的调整,最后才能实现准确的定位,比较费工费时。
笔者通过采用透明片基打样,实现一次性准确确定规矩的位置,收到了较好的效果。
具体做法是:根据烫印版面、印张幅面的大小,切取适当面积的透明片基一块,在印版位置大体确定之后,让压印平板空压印一次,并将透明片基放进压印平板上压印一次,这样使压印平板上的衬纸和透明片基上都烫印了图文,以便作为烫印定位的基准样。
当规矩定位时,只要将透明片基上的图文和压印平板上的图文重叠起来,并用两小块双面胶将透明片基下面的两个边角,稍作粘贴不让其移位。
然后,再将需套色烫印的印张正面朝上塞进透明片基与压印平板之间,让印张上的印刷图文与透明片基上烫印图文对准,这时印张在压印平板上的位置,就是准确套色烫印的位置,即可在压印平板上根据印张的位置,一次性准确确定规矩的位置,方法十分简便和快捷。
采取这种定位法,不仅极大地提高了生产工效,而且避免了印张试烫时的浪费现象。
综上所述,在实际生产过程中,各种各样的问题都有可能出现,
只要我们善于开动脑筋,勤于认真观察和思考,采取灵活应变的措施,就可以达到较好解决问题的目的,保证生产的顺利进行。